113
Изобретение относится к микросварке и может быть использовано в элект- роиноЛ промытпенггости для присоединения проволочных выводов к различным полупроводниковым приборам.
Целью изобретения является поныпе- ние производительности и качества проволочного монтажа полупроводниковых приборов.
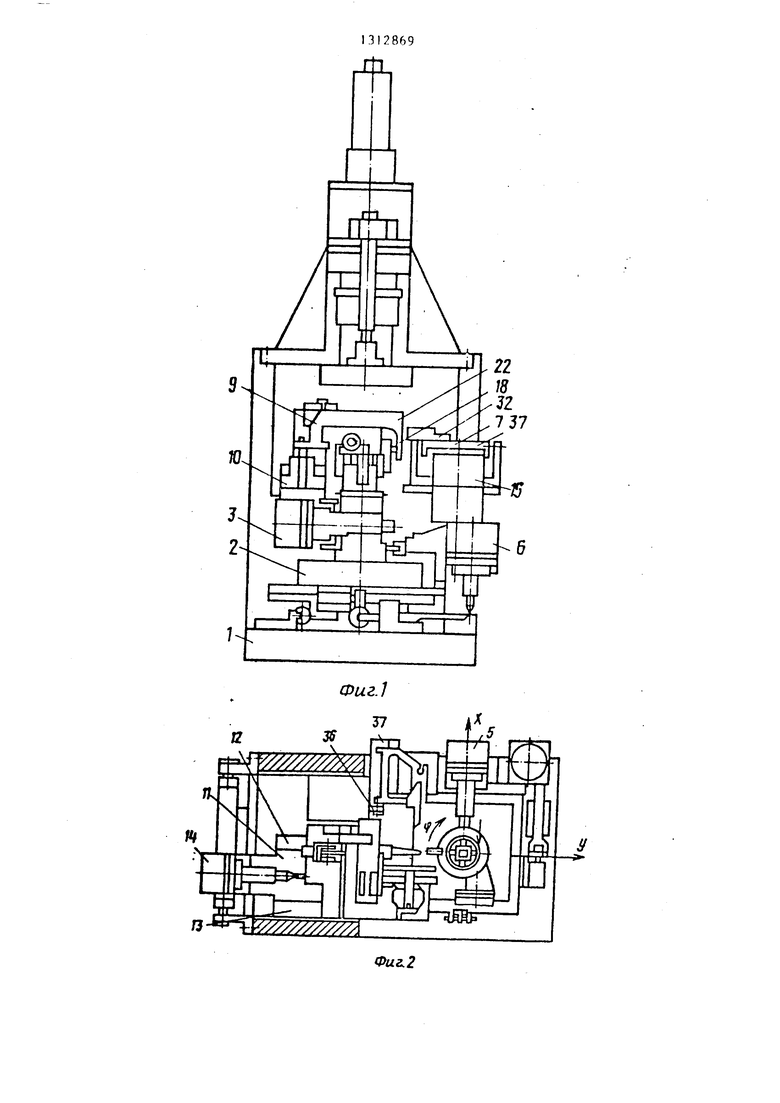
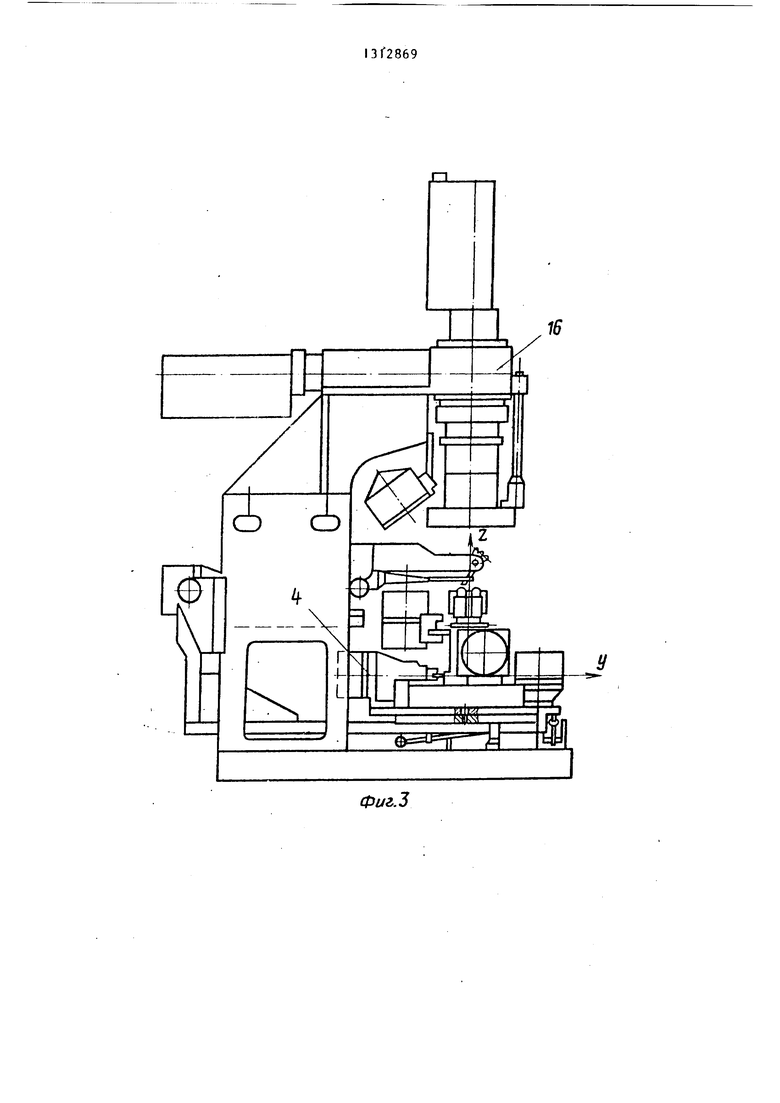
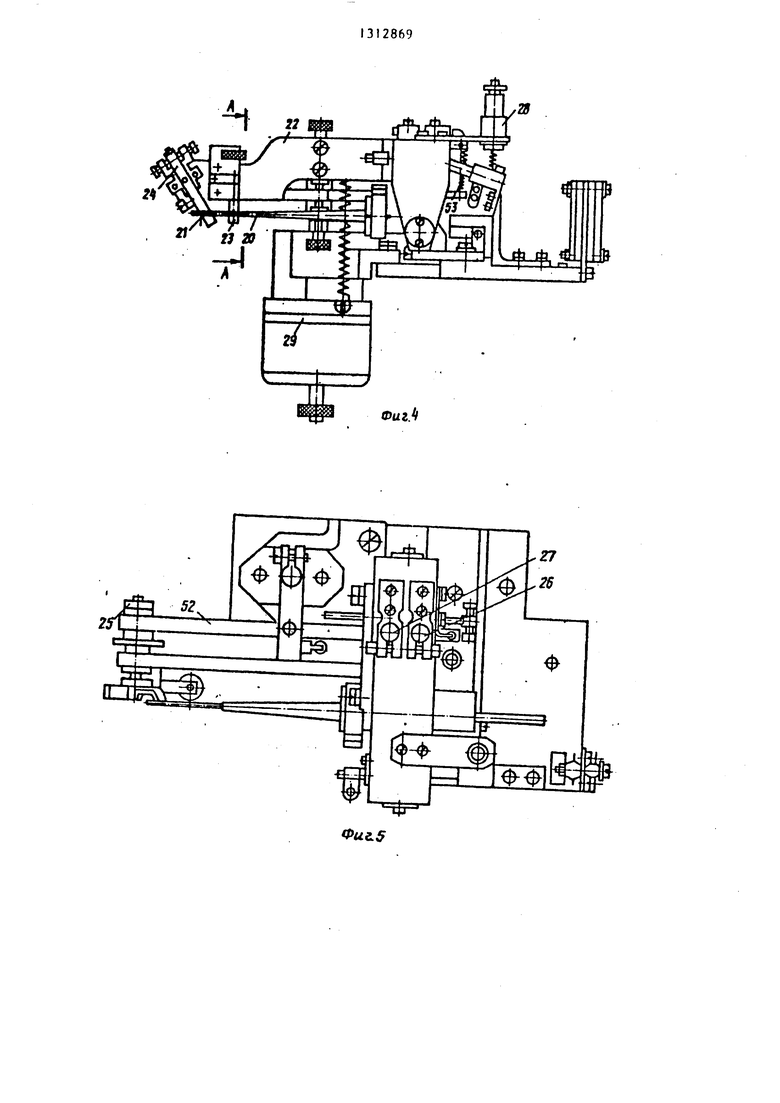
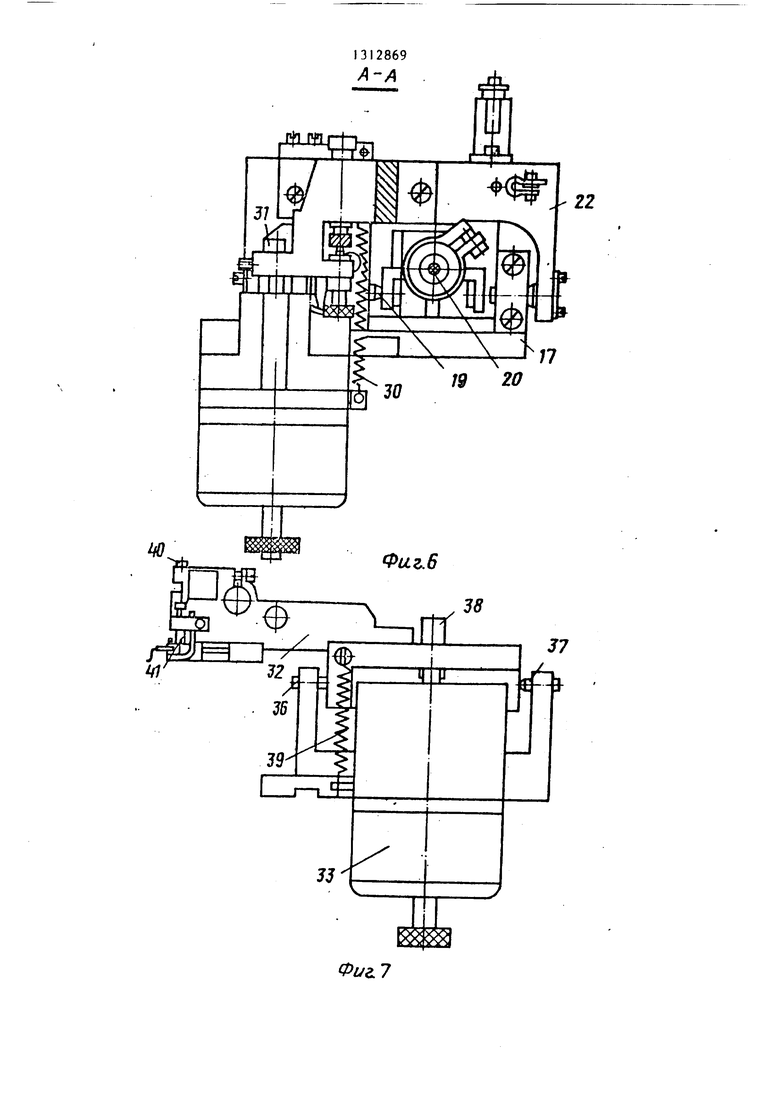
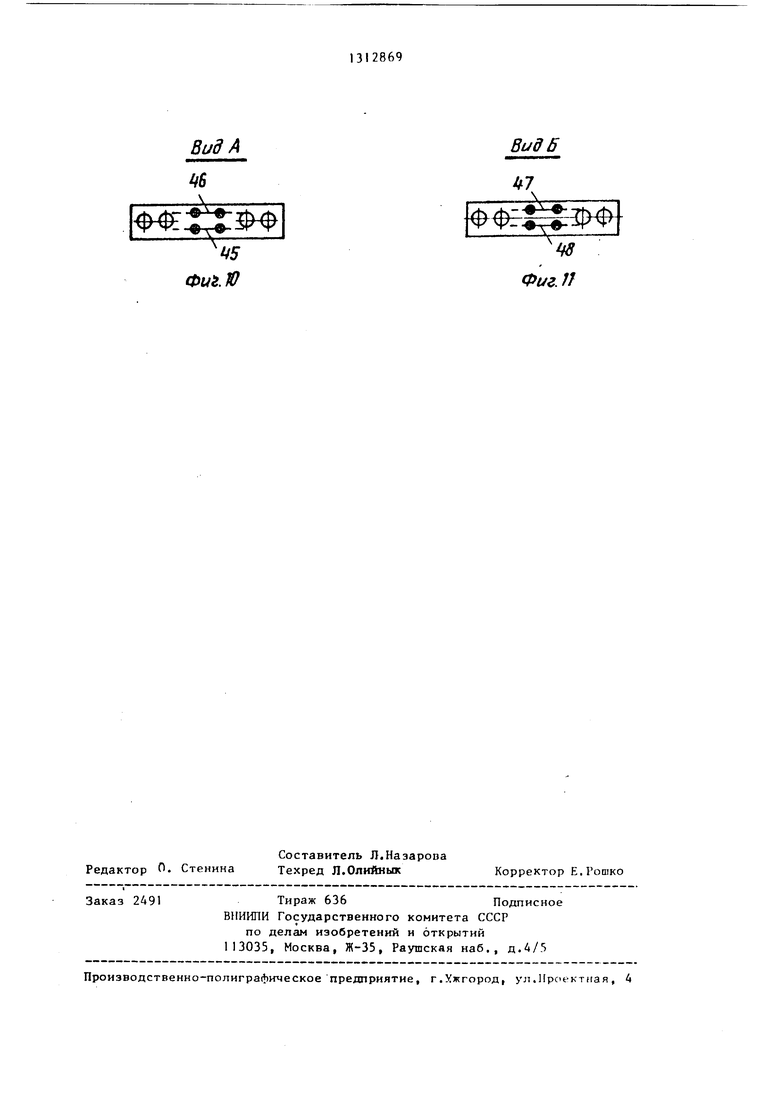
На фиг.I показана установка, общий вид; на фиг.2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. А - сварочная головка, главный пид; нл фиг. 5 - то же, вид сверху; на фиг. 6 - то же, вид сбоку; на фиг. 7 - механизм петлеобразования, 1 лапный РИД; на фиг. 8 - то же, вид сверху; на фиг. 9 - то же, вид сбоку; на фиг. 10 - то же, вид А на фиг.9; на фиг. II - то же, вид Б на фиг.9.
Автоматическап устшюнка для при- соедт1РН1(я проволочных выводов (см, фиг.1,2,3) содержит основание I, мног окоординатный стол 2 (например 4-координатиый) с приводами 3, 4,5,6 его перемещения соответственно но 1соординатам У ,V,X,Z; механизм 7 петлеобразования, устройство 8 (см. фиг.8) контроля прочностных свойств, сварочную головку 9, привод 10 ее вертикального перемещения. Сварочнля головка 9 и привод 10 ее вертикально- I o перемещения закреплены на устинов- ла1П1ой с возможностью возвратно-нос- т ттательного перемещ /пя горизонтальной каретке М. ..,.
Каретка 1I установлена в направляющих 12 и 13, закрепленных на основании 1 с возможностью взаимодействия с приводом 1А горизонтального перемещения, смонтированном на основании I. Причем привод 14 горизонтального перемещения каретки II обеспечивает ее перемещение строго параллельно оси V привода 4 перемещения координатного стола 2.
Привод- 4 перемещения координатного стола 2 и привод 14 горизонтального перемещения каретки I1 выполнены с одинаковым шагом. Причем их шаг вдвое больше, чем шаг при&ода 5 (по оси X) координатного стола 2. Привод 14 каретки 11 установлен относительно привода 4 координатного стола 2 со смещением на половину шага.
Привод 15 вертикалытого перемещения механизма 7 петлеобразования.
92
а также оптическое устройство 16 зак реплены на основании I.
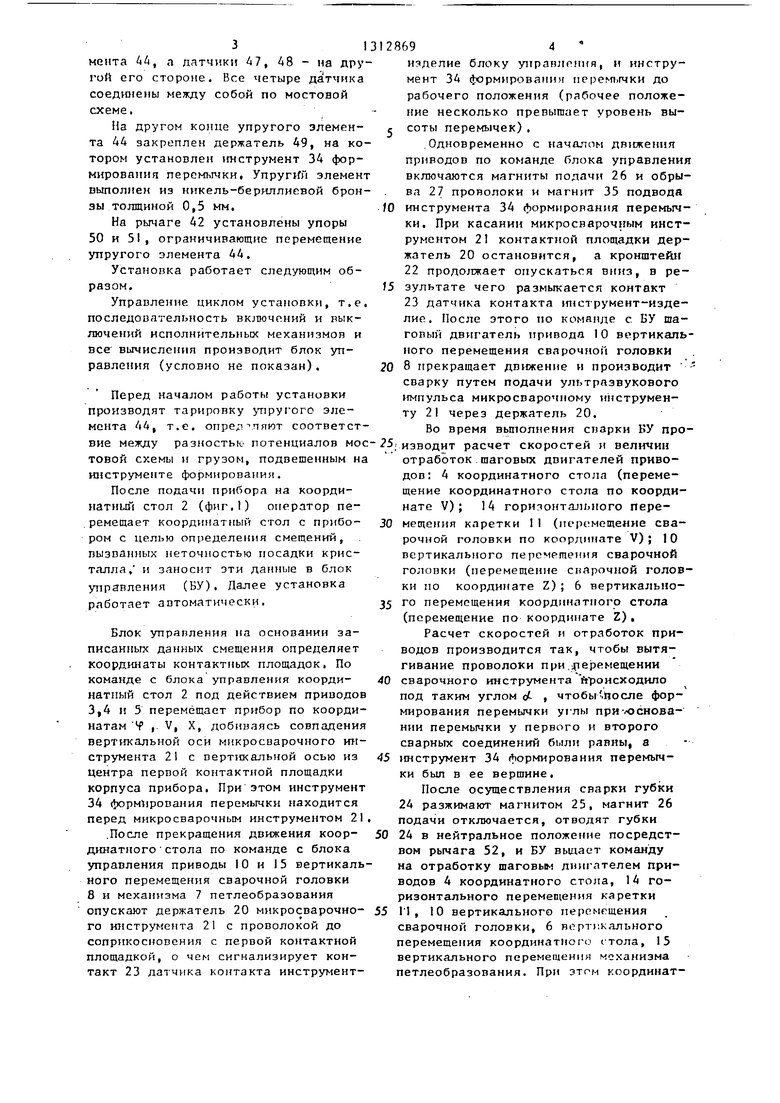
Сварочная головка 9 состоит из плиты 17 (см.фиг.4,5,6) с неподвижными центрами 18 и 19, в которых установлен держатель 20 микросварочного инструмента 2I и Г-образный кронштейн 22, На кронштейне 22 закреплены контакт 23 датчика (датчик
находится в блоке управления) инст-. румент-изделие, губки 24, магнит 25 разжима губок и магниты подачи 26 и обрьгаа 27 проволоки, механизм 28 сварочного давления. Держатель 20
микросварочного инструмента .-21 пружилен к контакту 23 датчика контакта инструмент-изделие пружиной механизма 28 сварочного давления. Губки 24 осуществляют подачу и обрыв
проволоки, движение которым передается через подпружиненный рьмаг от магнитов подачн 26 и обрьгаа 27, Привод 29 вертикального перемещения сварочной головки закреплен на плите 17 и осуществляет перемещение Г-образного 22, подпружиненного пружиной 30 к нему через толкатель 31 .
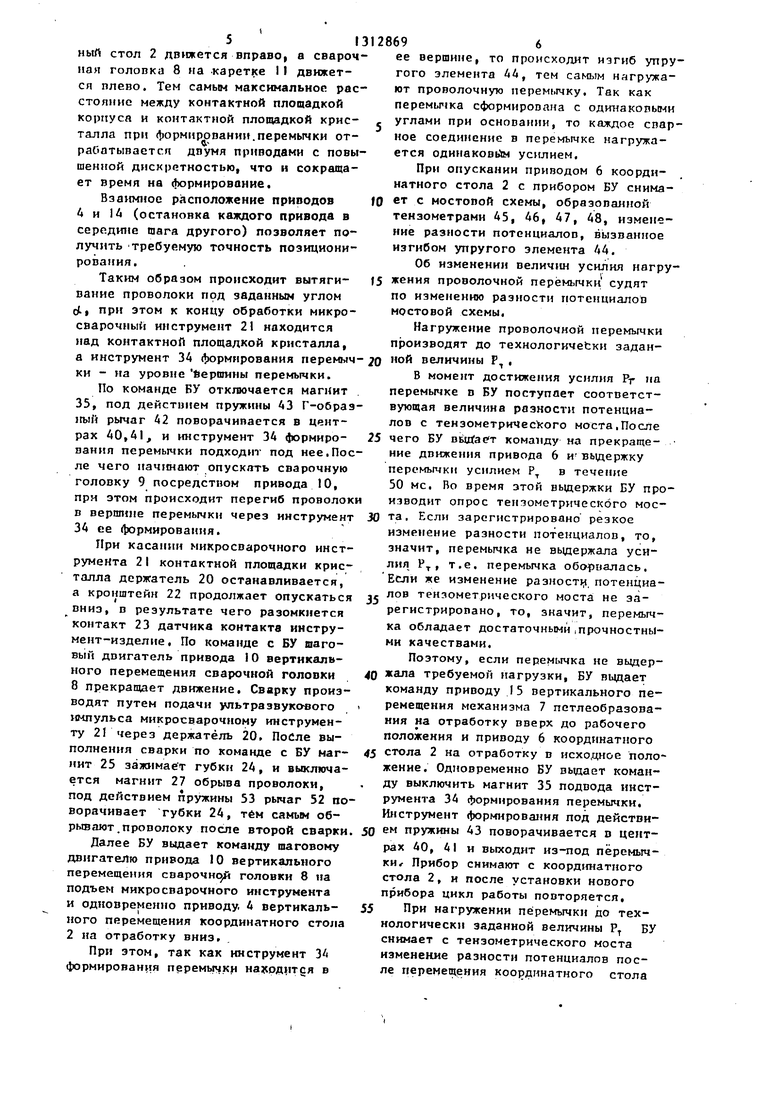
Механизм петлеобразования 7 (см.
фиг. 7,8,9) включает кронштейн 32 с приводом 33 его качения в вертикальной плоскости. На кронштейне 32 закреплен инструмент 34 формирования перемычки и магнит 35 подвода инструмента 34 формирования перемычки и рабочую зону. Кронштейн 32 установлен в горизонтальньк центрах 36 и 37, которые расположены на основа- нин J. Ось центров 36 и 37 параллель
на оси центров 18 и 19 сварочной головки. Качание кронштейна 32 осуществляется от привода 33 посредством толкателя 38. С корпусом привода 33 кронштейн соединен пружиной 39,
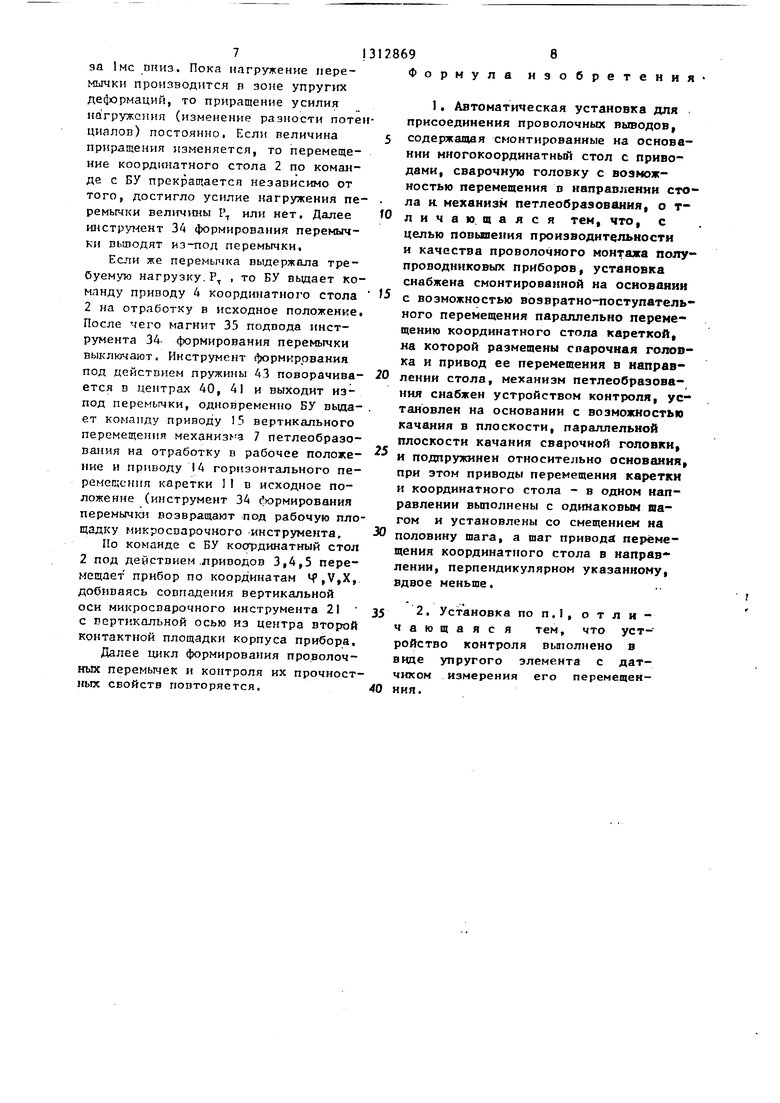
На кронштейне 32 закреплены неподвижные вертикальные центры 40 и 41 (см.фиг, 7), в которых установлено с возможностью качания в горизонтальной плоскости устройство 8
контроля прочностньге свойств перемычки, состоящее из Г-образного рычага 42, установленного в центрах 40 и 41 и подпр -жиненного к кронштейну 32 пружиной 43. На рычаге 42 закреплен упругий элемент 44 (см.фиг.9, 10, 11), на одном конце которого наклеены тензометрические датчики 43, 46, 47, 48. Датчики 45, 46 наклеены на одной сгороне упругого элемента , а датчики 7, А8 - на другой его стороне. Все четыре датчика соедга емы между собой по мостовой схеме.
На другом конце упругого элемента 44 закреплен держатель 49, на котором установлен тструмент 34 формирования перемычкн, УпрупГй элемент вьтолнен из никель-бериллиевой бронзы толщиной 0,5 мм.
На рычаге 42 установлены упоры 50 и 51, ограничивающие перемещение упругого элемента 44.
Установка работает следующим образом.
Управление циклом установки, т.е. последовательность включений и выключений исполнительных механизмов и все вичисленил производит блок управления (условно не показан).
Перед началом работы установки производят тарировку Tipyroro элемента 44, т.е. опрел пяют соответствие между разностью потенциалов мое-25. изводит расчет скоростей и величии
ТОБОЙ схемы и грузом, подвешенным н инструменте формирования.
После подачи прибора на координатный стол 2 (фиг,1) отгерзтор перемещает координатный стол с прибором с целью определения смещений, вызванных неточностью посадки кристалла, и заносит эти данные в блок управления (БУ). Далее установка работает автоматически.
Блок управления на основании записанных данных смещения определяет координаты контактных площадок, По команде с блока управления координатный стол 2 под действием приводов 3,4 и 5 перемещает прибор по координатам 7 , V, X, добиваясь совпадения вертикальной оси микросварочного инструмента 21 с вертикальной осью из центра первой контактной площадки корпуса прибора. При этом инструмент 34 форм фовалия перемычки находится перед микросварочньгм инструментом 21 .После прекращения движения координатного стола по команде с блока управления приводы 10 и 15 вертикального перемещения сварочной головки 8 и механизма 7 петлеобразования опускают держатель 20 микросварочно- го инструмента 21 с проволокой до соприкосновения с первой контактной площадкой, о чем сигнализирует контакт 23 датчика контакта инструмент
изделие блоку уттравлпния, и инструмент 34 формировании IIepe n,rчки до рабочего положения (рабочее положение несколько превышает уровень вы- с соты переь(ычек) .
.Одновременно с началом движения приводов по команде блока управления включаются магниты подачи 26 и обрыва 27 проволоки и магнит 35 подвода 0 инструмента 34 формирования перемычки. При касании микросварочным инструментом 21 контактной площадки держатель 20 остановится, а кронштей г
22продолжает опускаться вниз, в ре- 5 зультате чего размыкается контакт
23датчика контакта 1П1струмеит-изде- лие. После этого по команде с БУ шаговый двигатель привода IО вертикального перемещения сварочной головки
0 8 прекращает движение и производит сварку путем подачи ультразвукового импульса микроспарочному инструменту 21 через держатель 20.
Во время вьшолнения стзарки БУ про0
5
0
5
отработок шаговых двигателей приводов: 4 координатного стола (перемещение координатного стола по координате V); 14 горизонтального перемещения каретки II (перемещение сварочной головки по координате V); 10 вертикального перемещения сварочной головки (перемещение спарочной головки по координате Z); 6 вертикального перемещения координатного стола (перемещение по координате Z),
Расчет скоростей и отработок приводов производится так, чтобы вытягивание проволоки при.д1еремещении сварочного инструмента йроисходило под таким углом ct , чтобы .по еле формирования перемычки yi-лы при-юснова- нии перемычки у первого и второго сварных соединений были равны, а 5 инструмент 34 формирования перемычки был в ее вершине.
После осуществления сварки губки 24 разжимают магнитом 25, магнит 26 подачи отключается, отводят губки 24 в нейтральное положение посредством рычага 52, и БУ вьщает команду на отработку шаговым дпигателем приводов 4 координатного стола, 14 горизонтального перемещения каретки М, 10 вертикального перемещения сварочной головки, 6 вортг.кального перемещения координатног-с с-тола, 15 вертикального перемещения механизма петлеобразования. При этом координат0
Hbirt стол 2 движется вправо, а сварочная голопка 8 на .каретке I I движется плево. Тем самым максимальное расстояние между контактной площадкой корпуса н контактной площадкой крнс- талла прн формнропании.перемычки отрабатывается двумя прнводамн с повышенной дискретностью, что и сокращает время иа формирование.
Взаимное расположение приподов
и (остановка каждого привода в серр.дш1е шага другого) позволяет получить требуемую точность позиционирования.
Таким образом происходит вытяги- вание проволоки под заданным углом cj:, при этом к концу обработки микросварочный инструмент 21 находится над контактной площадкой кристалла, а инструмент 34 формнровання перемыч- ки - на уровне вершины перемычки.
По команде БУ отключается магнит 35, под дейстннем пружины A3 Г-образ- }1ый рычаг А2 поворачивается в центpax 40,41, и инструмент 34 формиро- 25 чего БУ команду на прекрагцепания перемычки подходит под иее.После чего начинают опускать сварочную головку 9 посредством привода 10, при этом происходит перегиб проволоки
6 И выдержку в течение
иие движеиия привода перемычки усилием Р
50 мс. Во время этой вьщержки БУ про изводит опрос тензометрическбго моста. Если зарегистрировано резкое изменение разности потенциалов, то, значит, перемычка не выдержала усилил РТ, т.е. перемычка оборвалась. ЕСЛИ же изменение разност ; потенциалов тензометрического моста: не зарегистрировано, то, значит, перемычка обладает достаточными.прочностными качествами.
в вершине перемычки через инструмент 34 се формирования.
При касании микросварочного инструмента 2I контактной площадки кристалла держатель 20 останавливается, а кронштейн 22 продолжает опускаться вниз, в результате чего разомкиется контакт 23 датчика контакте инстру- меит-изделие, По команде с БУ шаговый двигатель привода IО вертикального перемещения сварочной головки 8 прекращает движение. Сварку производят путем подачи ультразвукового импульса микросварочному инструменту 21 через держатель 20. ПоСле выполнения сварки по команде с БУ магнит 25 зажимае т губки 24, и выключается магиит 27 обрыва проволоки, под действием пружины 53 рычаг 52 поворачивает губки 24, тем самым обрывают, проволоку после второй сварки
Далее БУ выдает команду шаговому двигателю привода 10 вертикального перемещения сварочнс головки 8 иа подъем микросварочного инструмента и одновременно приводу, 4 вертикального перемещеиия координатного стола 2 на отработку вниз.
При этом, так как инструмент 34 формирования перемьг 1ки (1Т9я в
ее вершине, то происходит изгиб упругого элемента АА, том самым нагружают проволочную перемычку. Так как перемьр«ка сформироосчна с одинаковыми углами при основании, то каждое сварное соединение в перемычке нагружается одинаковом усилием.
При опускании приводом 6 координатного стола 2 с прибором БУ снимает с мостовой схемы, образованной тензометрами 45, 46, 47, 48, измене- нне разности потенциалов, вызванное изгибом упругого элемента 44.
Об изменеиин велич ш усилия нагру- жения проволочной перемычки судят по изменению разности потенциалов мостовой схемы,
Нагружение проволочной перемычки производят до технологичеЬки заданной величины Р,
В момент достижения усилия РГ на перемычке в БУ поступает соответствующая величина разности потенциалов с тензометричеОсого моста,После
25 чего БУ команду на прекрагце6 И выдержку в течение
30
35
50
иие движеиия привода перемычки усилием Р
50 мс. Во время этой вьщержки БУ производит опрос тензометрическбго моста. Если зарегистрировано резкое изменение разности потенциалов, то, значит, перемычка не выдержала усилил РТ, т.е. перемычка оборвалась. ЕСЛИ же изменение разност ; потенциалов тензометрического моста: не зарегистрировано, то, значит, перемычка обладает достаточными.прочностными качествами.
Поэтому, если перемычка не выдер- 40 жала требуемой нагрузки, БУ вьадает команду приводу I5 вертикального перемещения механизма 7 петлеобразования на отработку вверх до рабочего положения и приводу 6 координатного стола 2 на отработку в исходное положение. Одновременно БУ вьщает команду выключить магнит 35 подвода инструмента 34 формирования перемычки. Инструмент формирования под действием пружины 43 поворачивается в центрах 40, 41 и выходит из-под перемычки Прибор снимают с коорд1П1атного стола 2, н после установки нового прибора цикл работы повторяется. При нагружении перемычки до тех45
55
нологически заданной величины Р БУ снимает с тензометрического моста нзменение разности потенциалов после перемещения координатного стола
9fl IMC пниз. Пока нагружение перемычки производится в зоне упругих деформаций, то приращение усилия нагружения (изменение разности потенциалов) постоянно. Если величина приращения изменяется, то перемещение координатного стола 2 по команде с БУ прекращается независимо от того, достигло усилие нагружения перемычки вел1ГЧЮ1ы 1 или нет. Далее инструмент 34 формирования перемычки вьшодят из-под перемычки,
Если же перемьпка выдержала требуемую нагрузку. , то БУ ньщает команду приводу 4 координатного стола 2 на отработку в исходное положение, После чего магнит 35 подвода инструмента 34 формирования перемычки выключают. Инструмент формирования под действием пружины 43 поворачивается в центрах 40, 41 и выходит из- под перемычки, одновременно БУ вьща- ет команду приводу 5 вертикального перемещения мexaниз 3 7 петлеобразования на отработку в рабочее положение и приводу 14 горизонтального перемещения каретки II в исходное положение (инструмент 34 юрмирования перемычки возвращают под рабочую площадку микроспарочного -инструмента.
По команде с БУ координатный стол 2 под действием .лриводов 3,4,5 перемещает прибор по координатам 4,V,X, добиваясь совпадения вертикальной оси микросварочного инструмента 21 с пертикальной осью из центра второй контактной площадки корпуса прибора,
Далее цикл формирования проволочных перемычек и контроля их прочностных свойств повторяется.
Формула изобретения1. Автоматическая установка для присоединения проволочных выводов, 5 содержащая смонтированные на основа- нни многокоординатньв { стол с приводами, сварочную головку с возможностью перемешення в направлении стола к механизм петлеобразования, о т0 личаю. щался тем, что, с целью повышения производительности и качества проволочного монтажа полупроводниковых приборов, установка снабжена смонтнрованной на основании
5 с возможностью возвратно-поступательного перемещения параллельно перемещению координатного стола кареткой, на которой размещены сяарочная голоо- ка н прнвод ее перемещения в направ0 леннн стола, механизм петлеобразования снабжен устройством контроля, установлен на основанни с возможностью качання в плоскости, параллельной плоскостн качания сварочной головки, и подпружинен относительно основания, при этом приводы перемещения каретки н координатного стола - в одном направлении выполнены с одинаковым шагом и установлены со смещением на
половину щага, а шаг привода перемещения координатного стола в направ - Ленин, перпендикулярном указанному, вдвое меньще,
5 2, Установка по п.I, отличающаяся тем, что устройство контроля вьптолнено в ввде упругого элемента с датчиком измерения его перемещен0 ния.
5
1
Фиг.1
п
/3-
Фиг,2
Фиг.З
Фиг.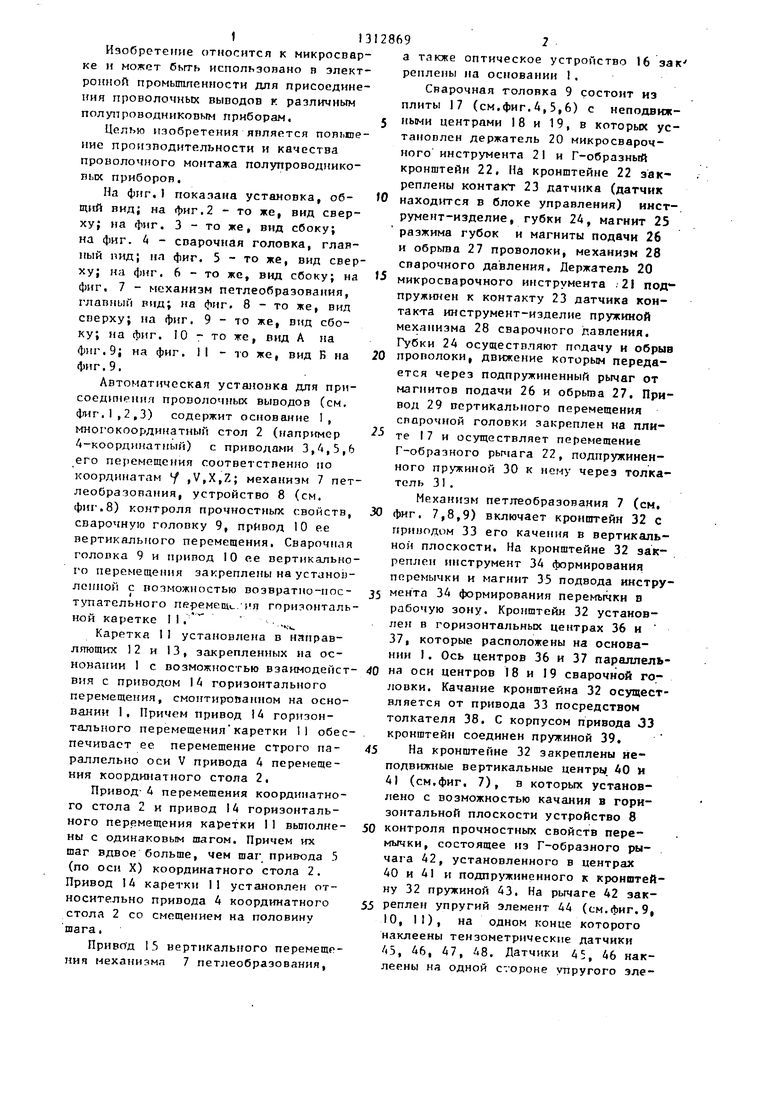
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для присоединения проволочных выводов | 1988 |
|
SU1625630A1 |
| Автоматическая установка для присоединения проволочных выводов | 1983 |
|
SU1215928A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Автомат присоединения выводов | 1982 |
|
SU1089866A1 |
| Способ монтажа полупроводниковых приборов | 1985 |
|
SU1259591A2 |
| Автомат монтажа микросхем | 1973 |
|
SU499614A1 |

Изобретение относится к оборудованию для микросварки, в частное-, тн к оборудованию для присоединения проволочных вьгаодов к различным полупроводниковым пгжборям. Целью изобретения является повышение производительности и качес 1 Ба проволочного монтажа полупроводниковых приборов. Сварочная головка 9 и привод 10 ее вертикального перемещения размещены на горизонтальной каретке, перемещаемой возвратно-поступатель ёмшЬ| | ч. С( но по оси, параллельной оси V. Механизм петлеобразопания 7, устаноп- ле)ный с возможностью качания п вертикальной плоскости, параллельной плоскости качания сварочной головки 9, подпружинен относительно основания I и снабжен устройством контроля с упругим элементом и датчиком измерения его перемещения. Привод каретки и привод перемещения координатного стола 2 по оси Y выполнены с одинаковым шагом и установлены со смещением на пoJIOв tнy шага, а относительно ггривода неремошсния стола по оси X их таг увеличен вдвое. Повышение производительности достигает- ся эя счет того, что при формировании перемычки относит ельное перемещение инструмента осуществляется двумя приводами одновременно, а точность позиционирования сохранена за счет установления приводов со смещением на половгшу щага. 1 з.п, ф-лы, II ил. с 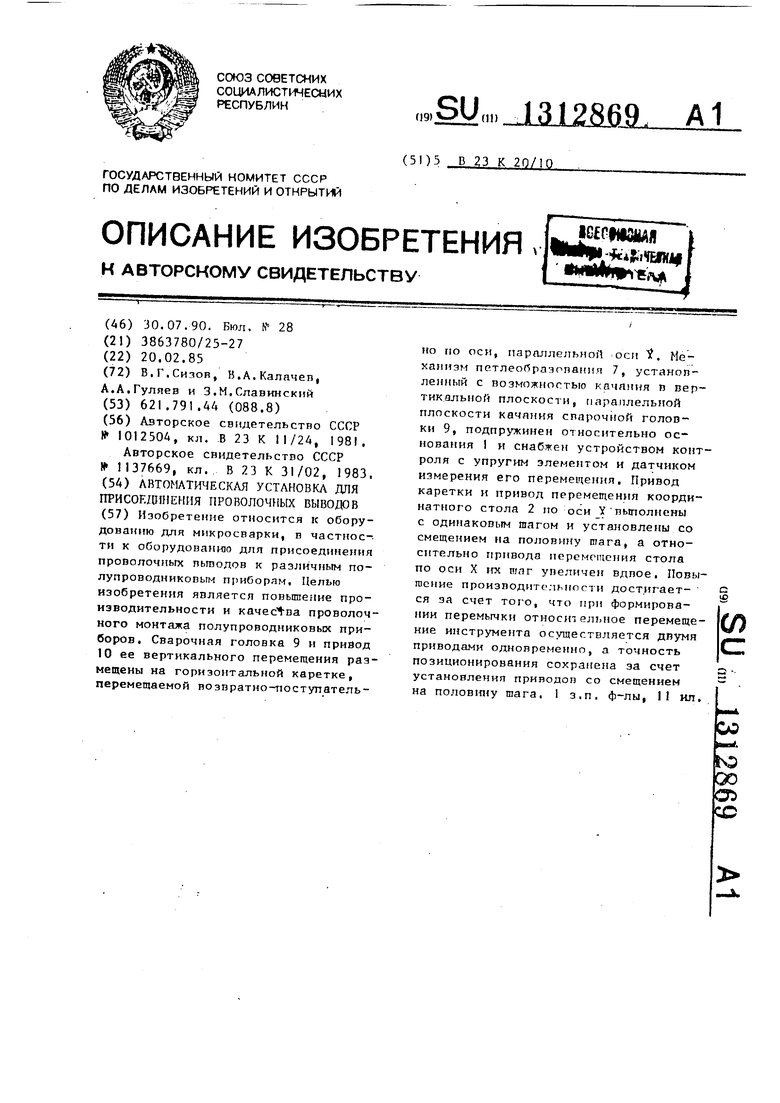
.У
1312869
А-А
Г-|
0
;
5J
J6
/
.
I
1
tb 1
3
35
Фи.ъ,
37
J
$
38
J2
Фи.ъ,8
50
Фиг. 9
Вид А
ЦВ
Редактор П. Стенина
Составитель Л.Назарова Техред Л.Олийнык
Заказ 2491
Тираж 636Подписное
ВИНИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Вид 5
«7
rh .
Фиг. П
Корректор Е.Рошко
| Электрический паяльник | 1928 |
|
SU12504A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР 1137669, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
