1
Изобретение относится к области производства электронных приборов, в частности к оборудованию для присоединения проволочных выводов к различным полупроводниковым приборам и интегральным схемам (ИС).
Известна установка для присоединения проволочных выводов, содержащая механизм обрыва и подачи проволоки, держатель сварочного инструмента, закрепленный взаимоподвижно на общей оси, приводы вертикального и горизонтального перемещения, вычислительное устройство, управляющее приводами, аналогоцифровой преобразователь и датчики линейных перемещений .
Иедостатком известной установки является большая инерционность подвижных элементов привода, что снижает ее производительность.
Наиболее близким техническим решением к изобретению является установка для присоединения выводов, содержащая трехкоординатный позиционер рабочего столика на линейных шаговых двигателях, в центральном отверстии которого расположены оптическое устройство и сварочная головка, устройство поворота сварочной головки {2.
Недостатком известного устройства является наличие трущихся частей привода сварочной головкн, что снижает производительность установки и ее надежность в
5 работе.
Целью изобретения является повышение производительности и надежности работы установки. Цель достигается тем, что в установке
10 для присоединения выводов, содержащей трехкоординатный позиционер рабочего столика на линейных шаговых двигателях, в центральном отверстии которого расположены оптическое зстройство и сварочная
15 головка, з стройство поворота сварочной головки, устройство поворота сварочной головки выполнено на линейном шаговом двигателе, установленном соосно с оптическим з стройством и смонтированном на
20 станине под трехкоордикатным позиционером.
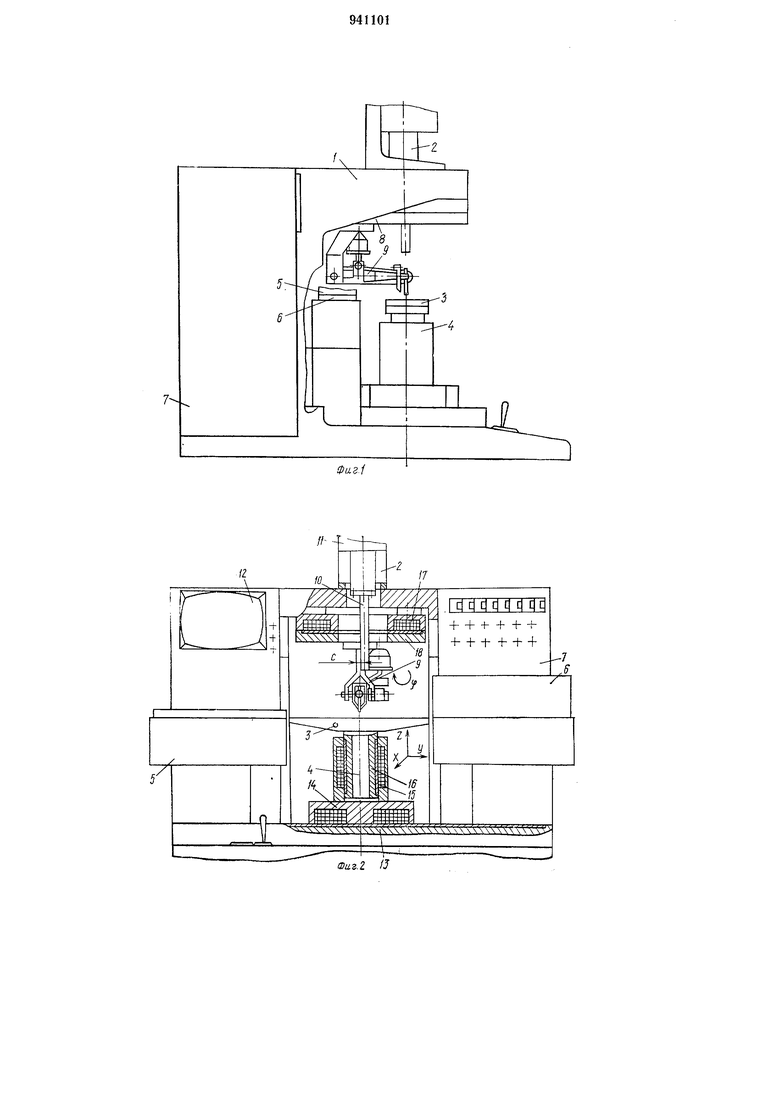
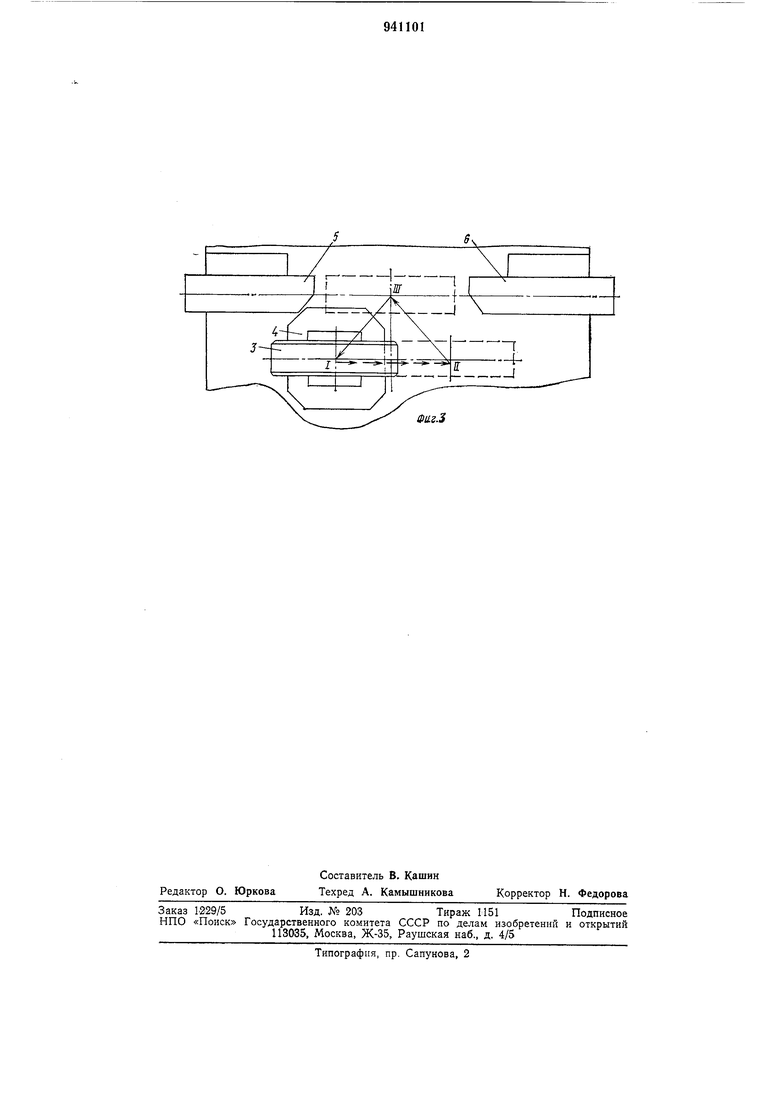
На фиг. 1 и 2 прнведена предлагаемая установка; на фиг. 3 - схема перемещений изделия в процессе разварКИ.
25 Установка для присоединения выводов содержит станину 1, оптическое устройство 2, рабочий столик 3, трехкоординатный позиционер 4, магазины 5, 6, блок управления 7, устройство поворота 8, сварочную голов30 Ч 9.
Оптическое устройство 2 включает микропроекционное устройство 10, телевизионный датчик 11, монитор 12.
Трехкоординатный позиционер 4 состоит из позиционера, перемещающегося по координатам X, Y и включающего статор 13 и индуктор 14, и второго позиционера, перемещающегося по координате Z и состоящего из статора 15, закрепленного на индукторе первого позиционера 14, и индуктора 16.
Устройство поворота 8 состоит из статора 17 и индуктора 18.
Рабочий столик 3 предназначен для фиксации отрезка ленты (изделия) и выполнен в виде единого корпуса с встроенными электромагнитами по числу кадров отрезка (не показано), содерлшт направляющие, ограничительные элементы и каналы для пневмотранспорта отрезка. Возможны любые другие варианты исполнения.
Микронроекционное устройство 10 закреплено на телевизионном датчике И, несет визирное перекрестие (сетку) и предназначено для увеличения изображения кристалла и визирного перекрестия.
Телевизионный датчик 11 предназначен для передачи изображения на экран монитора 12, а также связан с блоком управления 7 позволяя реализовать «машинное зрение.
Оптическое устройство 2 в работе используется только для выполнения операции совмещения.
Установка работает следующим образом.
Перед началом работы устанавливаются необходимые режимы первой и второй сварок, исходя из конкретных требований. Режимы первой и второй сварок независимы и регулируются: длительность от 0,04 до 0,4 с, мощность от 0,04 до 4 Вт, нагружение от 0,2 до 1,2 н.
Затем в наладочном режиме проверяют совпадение оси инструмента с осью поворота сварочной головки путем ее поворота на разные углы с выполнением отпечатка инструмента. При необходимости производят регулировку, перемещая сварочную головку по координатам X, Y (при совпадении осей отпечатки, выполненные при любых поворотах, не выходят за пределы описанной окружности).
В исходном положении трехкоординатного позиционера 4 микропроекционное устройство 10 с телевизионным датчиком 11 устанавливают и фиксируют так, чтобы визирное перекрестие на маниторе 12 совпадало с заранее выбранной контактной площадкой кристалла, посаженного без смещения, при этом оптическое устройство фиксируется со смещением С относительно инструмента, величина которого учитывается при вычислениях блоком управления.
Управление циклом установки, т. е. последовательность включений и выключений
исполнительных механизмов и все вычисления производит блок управления 7.
При нажатии кнопки «Пуск позиционер с исходного положения I перемещается в положение HI в линию меледу магазинами 5, 6. По достижении позиционером положения П1 с магазина 6 на рабочий столик 3 нодается изделие. Подача изделия может нроизводиться любым способом, например
с помощью пневмотранспорта. После подачи изделие фиксируется на рабочем столике 3 и затем Трехкоординатный позиционер 4 возвращается в исходное положение I. Затем производят совмещение двух заранее
выбранных контактных площадок кристалла с перекрестием монитора 12 (т. е. определяют истинное положение кристалла или смещение его относительно номинального положения ДХ,ДУ, Дф путем перемещения
трехкоординатного позиционера по координатам X, Y) и нажатием кнопки пуск заносят координаты этих площадок в блок управления 7. В случае полного автомата перемещениями управляет блок управления 7.
Затем блок управления 7 на основании записанных данных смещения кристалла (ДХ, ДУ, Дер) определяет координаты всех остальных точек кристалла, углы разводки перемычек (ф1... фп) и выдает исполнительным органам соответствующие команды для выполнения монтажа перемычек.
Устройство поворота 8 выполняет поворот сварочной головки 9 на угол ф1 для монтажа первой перемычки (поворачивается индуктор 18 относительно статора 17), при этом положение центра инструмента не меняется, так как поворот сварочной головки 9 осуществляется вокруг оси, проходящий через центр инструмента, предварительно выставляемый перед началом работы.
Одновременно с поворотом сварочной головки 9 происходит перемещение трехкоординатного позиционера 4 по координатам X
Y и Z, и изделие (отрезок ленты), зафиксированное на рабочем столике 3, вводится в зону сварки. В момент касания инструмента с изделием Трехкоординатный позиционер 4 перемещается только по координате
Z, а перемещения по координатам X, Y уже закончены, так как перемещение по координатам X, Y составляет максимум 1,5-2мм, а по координатам Z порядка 4 мм (т. е. индуктор 14 не перемещается относительно
статора 13, а перемещается только индуктор 16 относительно статора 15). Момент касания изделия с инструментом фиксируется датчиком сварочной головки 9, после чего- Трехкоординатный позиционер 4 отрабатывает определенное количество шагов по коордипате Z (например 5), создавая натяг для гарантии создания необходимого нагружения сварочной головкой 9, и останавливается. Затем подается сварочный
импульс и производится первая сварка,
После выполнения первой сварки трехкоординатный позиционер 4 опускается по координате Z отводя изделие от инструмента с одновременным протягиванием приваренной проволоки через капиллярное отверстие инструмента. На высоте отвода изделия от инструмента, равной 0,1-0,2 мм, трехкоординатный позипиопер 4 одновременно с опусканием по координате Z начинает перемещаться и по координатам X, Y, перемещая изделие (его вторую контактную площадку) под инструмент. К концу перемещения трехкоординатного позиционера 4 по координатам X, Y производится фиксация проволоки, и трехкоординатный позиционер 4 поднимает изделие для контактирования второй контактной площадки с инструментом. Процесс второй сварки аналогичен первому.
Отрыв и подача проволоки после второй свапки осуществляется специальным механизмом сварочной головки 9 (см. фиг. 2) с электромагнитным приводом.
На определенной высоте отвода, равной 0,1-0,2 мм, изделия от инструмента после выполЕення второй сварки ц отрыва нроволоки трехкоординатный позиционер 4 одновременно с опусканием ио координате Z перемещается и по координатам X, У, перемещая изделие для выполнения первой сварки второй перемычки, а сварочная головка 9 поворачивается на угол ф2.
Процесс выполнения всех последующих перемычек аналогичен. По концу второй сварки последней перемычки одновременно с поворотом сварочной головки 9 трехкоординатный позициоиер 4 производит перемещение на шаг. Вводят очередной кадр отрезка ленты в рабочую зону. Операции с разваркой очередного прибора повторяются. После разварки последнего прибора на отрезке ленты трехкоордннатный позиционер 4 из положения И перемещается в положение П1, где процзводится расфиксация отрезка ленты и выгрузка его с рабочего столика 3 в магазин 5, а с магазина 6 - загрузка очередного отрезка на рабочий столик 3.
Для того чтобы пути рабочего столика 3 из начальной (положение I) и конечной (положение П) рабочих позиций столика 3 до его положения внутри магазинов 5, 6 в линию были кратчайшими, магазины располагаются от рабочей зоны на расстоянии, равном половине расстояния между ними. Таким образом, в данной конструкции значительно сокращается всномогательное время, затрачиваемое на подачу отрезка на шаг (время нодачи на шаг 15 мм известными механизмами подачи составляет 0,4-0,6 с, с помощью позиционера на линейных шаговых двигателях 0,06с).
Кроме того, выполнение всех перемещений на воздушных подущках с применением линейных щаговых двигателей, улучщениые динамические характеристики основных иснолнительных (уменьшение
массы, увеличение динамической жесткости) позволяют в совокупности повысить производительность предлагаемой установки более чем в 2 раза по сравнению с аналогами, т. е. до 30000 сварок в час. Значительно упрощается конструкция, а так как в ней отсутствует износ движущихся элементов (нет трущихся поверхностей), то повышается надежность работы.
Использование данной конструкции установки позволяет повысить производительность на операциях сборки ИС и БИС и сократить численность обслул ивающего персонала.
Формула изобретения
Установка для присоединения выводов, содержащая трехкоординатный позиционер рабочего столика на линейных шаговых двигателях, в центральном отверстии которого располол ены оптическое устройство и сварочпая головка, устройство поворота сварочной головки, отличающаяся тем, что, с целью повышения производительности и надежности работы, устройство поворота сварочной головки выполнено на линейном шаговом двигателе, з становленном соосно с оптическим з стройством и смонтированном на станине над трехкоординатным позиционером.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 758640, кл. В 23К 20/00, 1979.
2.Авторское свидетельство СССР по заявке № 2976017/25-27, кл. В 23К 20/10, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для присоединения проволочных выводов | 1980 |
|
SU927450A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |
| Двухкоординатное устройство дляпРОгРАММНОгО упРАВлЕНия | 1977 |
|
SU807218A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| Двухкоординатное устройство для программного управления | 1979 |
|
SU881672A2 |
| Автомат присоединения выводов | 1982 |
|
SU1089866A1 |
| Двухкоординатное устройство для программного управления | 1979 |
|
SU881673A2 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1815083A1 |
| Автоматическая установка для присоединения проволочных выводов | 1983 |
|
SU1215928A1 |