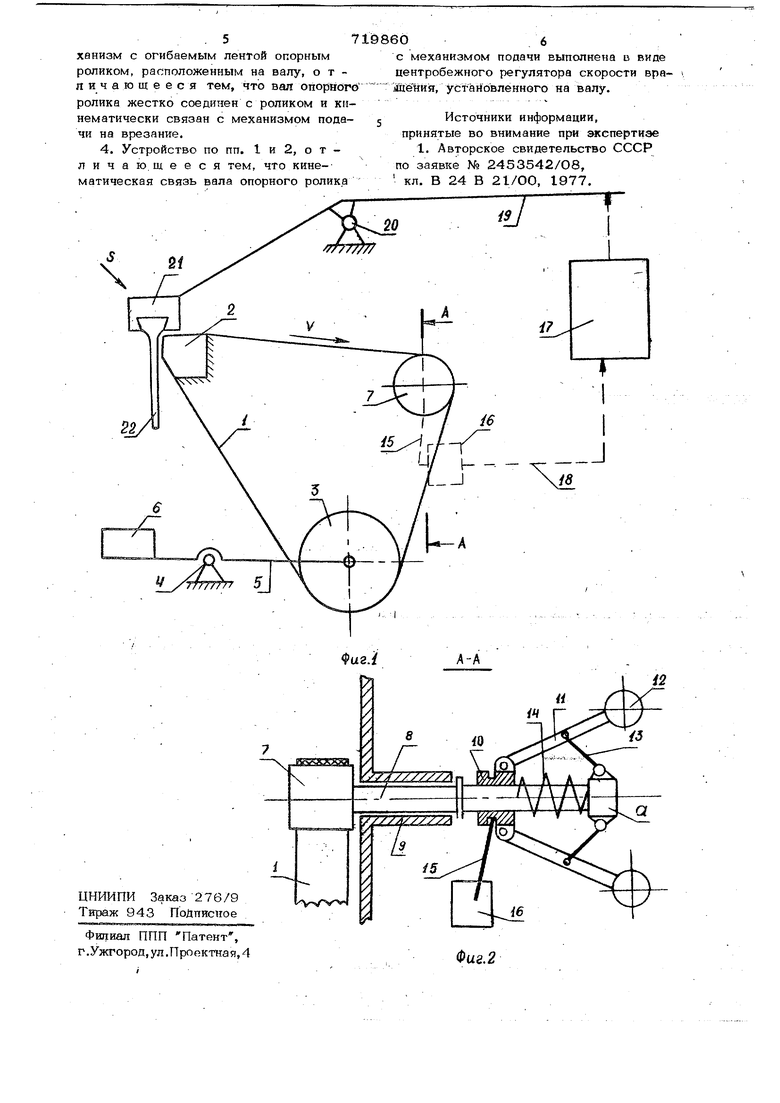
устройс йё дай Шу1Цёствлейй;я Ъйо соб8, содержащем мехймизК подачи на Врезание и лентопротяжный механизм с .огибаемым лентой опорньш рбликом, рас- йШйШИйм шэ вал;5)%ШГ6п|Ш :1ка жестко соединен с роликом икинема. № №бйй евяэан с (йеханизмом, подачи ка врезание. Кинематическая свйзь вала Ънрркгого ролика с механизмом подачи . выполнена в виде центробежного рёгу-. скорости вращения,, устайовленног на валу. На фиг, 1 схематически изображёно устройство, реализующее способ; на фиг. 2 - разрез А-А на фиг. 1. Абразивная лента 1 огибает контактный злеме нт2, закрепленный на ётвнйнё приводной шкиВЗ, являющийСй бДнбёрё ИёНйо и натяжным, для чего он установ, лен на оси 4 с помощью коромысла 5 с противовесом 6, .н используемый в ка .честве следящего элемента опорный ролик 7. Вал 8 опорного ролика 7 выпол йёй 1вращающийся вместе с роликом и установлен в подшИниковой опоре Q на., станине. . ,- И а валу В установлен центробежный рёгуЯйтор скорости вращения, выполненный в виде ьтулкн 1О, имеющей воз KieM6efSперемещаться вдоль оси вала, J ёФрЖе Ша| ййрдаз с1анйёлёнй рычати 11 с грузами 12. Рычаги 11 кривошипами 13 шарнирно соединены с валом 8. На валу 8 установлена пружина сжатия 14, одни концом упирающаяся в буртик а вала, а вторым в торец втулки 1О, Со втулкой 10 кинематически связан рычаг 15, соединенный гщугий xdHnoNi СрёГ5 пирующим органом 16 механизма подачина врезание 17, /В регулирующего органа 16 может быть исполЬзЪванГ1 апример, гид равлИческий дроссели,-соединенный трубопровосюм 18 с механизмом, подачи 17 - В1йШлнёШыМ,например, в виде силового --piep-ouHrtftWftpa, шток ко торого взаимодействует с рычагом подачи- 19, имеющ : возможность нбвбрачиваться на оси 20. На подачи ;с помощью базовог приспособления 21 крепится обрабатыва мая деталь 22. , - - - , Устройство работает следующим об разом, ,,.-;. . -.. вместе с роликом 7, приводимым во i вращение движущейся со скоростью шлифования V лентой, вращается вал 8, в ре зультате чего под действием центробежнЬк сил грузов 12 рычаги 11 --:.. .-., чйваются на осях во втулке 10, смещая ее вдоль оси вала в положение равновесия с силой сжатия пружины. При этом обеспечивается заданная расчетная скорбеть подачи врезания S При пробуксовке ленты на приводном шкиве 3, вызванной, например, ее затуплением, уменьшается скорость ее движения f , в результате чего уменьшаются обороты ролика 7 и вала 8, а, следовательно, и центробежные силы грузов 12. Под действием пружины 14 втулка 10 смещается .вдоль оси вала влево, воздействуя на рычаг 15 регулятора 16 CKOpqcTi-i подачи врезания, Пос- ледний через связь 18 воздействует на исполнительный орган 17, уменьшаюЩ 5Й скорость поворота рычага подачи 19 на оси 20, т.е;. скорость поДапи врезания S . Это уменьшает .силу зажима ленты в зоне обработки, в результате чег:о уменьшается или прекращается ее пробуксовка. Центробежный регулятор может быть установлен не непосредственно на валу опорного ролика, а на валу, связанном с роликом через какую-либо передачу. Получаемый положительный эффект зависит от способа и типа охлаждения, режимов обработки, динамических параметров лентопротяжного механизма., характеристик ленты, коэффициента скольжения (трения) ленты на приводном шкиве и т,п . Формула изобретения ., . .-..: : ч 1.Способ ленточного шлифования, при котором велйчннз. скорости попачи вре- , зания изменяют в процесса шлифования, о т л и ч а ю щ и и с я тем, что, с Йелью повышения стойкости ленты и производительности обработки путем исключения проЬуксовки ленты на О1;ибаемых ею вращающихся роликах, величину скорости подачи врезания изменяют в . зависимости от величины скорости движения абразивной ленты, 2.Способ ленточного шлифования пО п. 1, о т л И ч а ю щ и и с я тем, что величину скорости движения ленты определяют в процессе обработки по величине скорости вращения огибаемого ею ролика. 3.Устройство для ocj ществления способа по п. 1, содержащее механизм по.дачй на врезание и лентопротяжный ме
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для натяжения шлифовальной ленты | 1979 |
|
SU927485A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Ленточношлифовальный станок | 1980 |
|
SU906674A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Ленточношлифовальное устройство для обработки криволинейных поверхностей | 1973 |
|
SU528183A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
