(О
Изобретение относится к обработке деталей шлифовальными лентами и может найти применение в различных отраслях промышленности.
Цель изобретения - повышение надежности в работе путем обеспечения стабильного натяжения ленты.
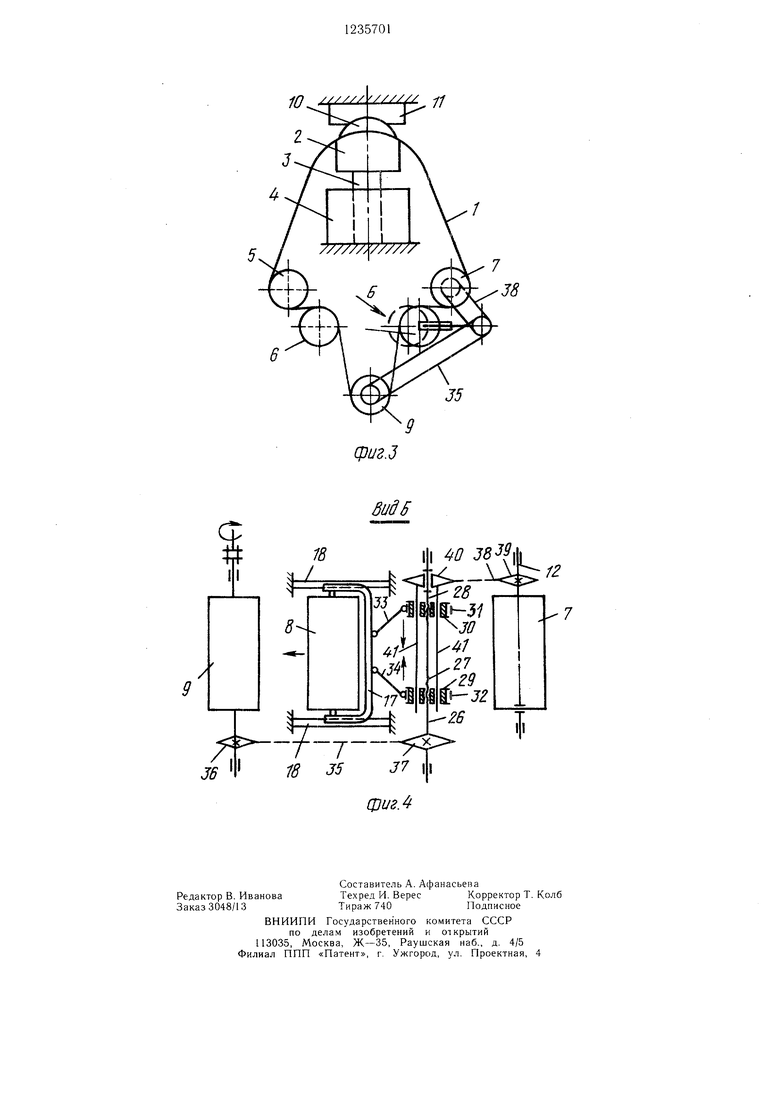
На фиг. 1 изображен ленточно-шлифо- вальный станок по первому варианту исполнения; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, по второму варианту исполнения; на фиг. 4 - вид Б на фиг. 3.
Шлифовальная лента 1 огибает контактный копир 2, закрепленный на ниноли 3 механизма 4 подачи на врезание, установленного на станине, свободно вращаюш,иеся ролики 5 и 6, опоры которых установлены на станине, используемый в качестве следяшего элемента направляюш,ий ролик 7, натяжной ролик 8 и приводной шкив 9, опоры которых установлены на станине. Контактный копир 2 поджимает шлифовальную ленту 1 20 к детали 10, установленной в приспособлении 11, закрепленном на станине. Вал 12 ролика 7 выполнен враш,ающимся вместе с роликом.
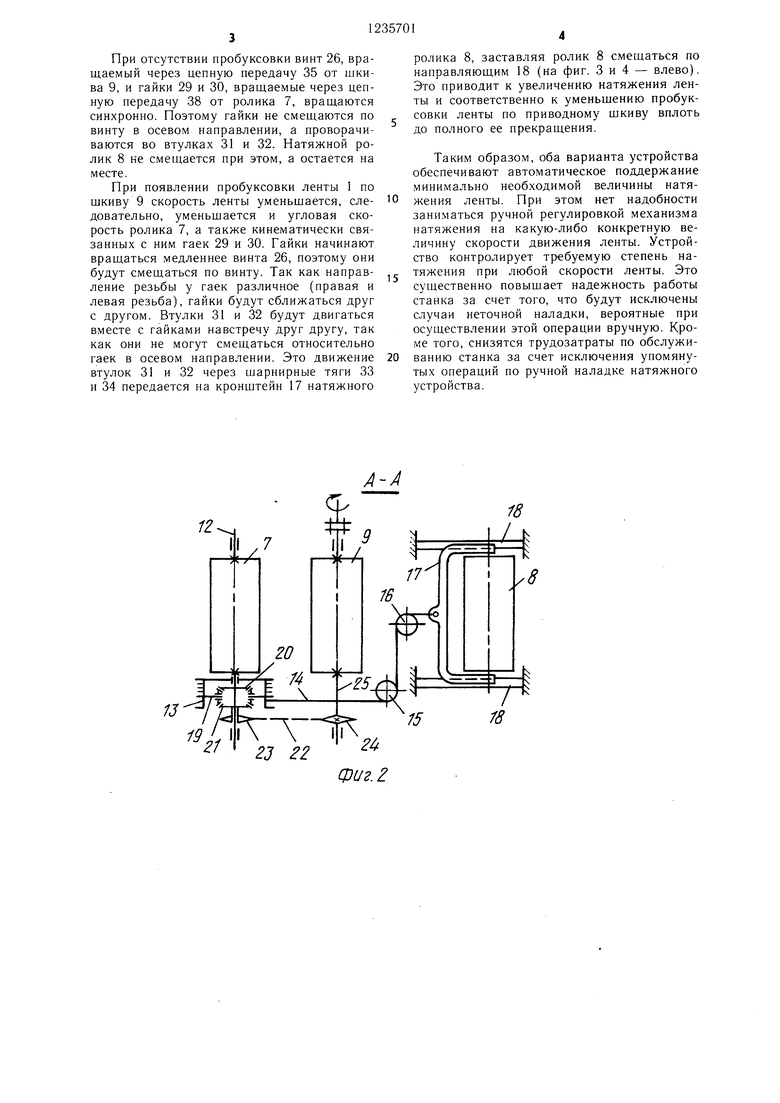
Механизм натяжения ленты 1 включает лебедочный барабан 13, соединенный тросом 14, перекинутым через блоки 15 и 16, с кронштейном 17, в котором установлены опоры натяжного ролика 8, установленного с возможностью перемеш,ения в направляю
15
25
тов, установленных свободно на водиле 19 дифференциала. Водило 19 при этом не поворачивается, барабан 13 также неподвижен, следовательно, и ролик 8 не смеш.ается в направляюЕдих 18. Осуществляется заданная скорость движения шлифовальной ленты при постоянной подаче на врезание.
При пробуксовке ленты на приводном шкиве 9, вызванной, например, попаданием масла между шкивом 9 и лентой 1 или уменьшением натяжения ленты, уменьшается скорость ее движения, в результате чего уменьшается угловая скорость ролика 7, вала 12 и шестерни 20. Скорость колеса 21 остается прежней. В результате появляющейся разницы в скоростях шестерни 20 и колеса 21 водило 19 дифференциала начинает проворачиваться. Вместе с ним будет проворачиваться и барабан 13, который жестко соединен с водилом 19. Трос 14 будет наматываться на барабан 13, смещая натяжной ролик 8 {на чертеже - влево) и увеличивая тем самым натяжение ленты 1. В результате увеличения натяжения ленты увеличивается соответственно и ее сцепление с приводным шкивом, что приводит к у.мень- шению пробуксовки вплоть до полного ее прекращения и поддержанию постоянной скорости движения ленты без уменьшения скорости подачи на врезание, что повышает производительность обработки.
По второму варианту исполнения ленточщих 18, закрепленных на станине. В меха- зо но-шлифовального станка (на фиг. 3 и 4)
40
низм натяжения входит также дифференциал, содержащий водила 19 с сателлитами, и1естерня 20 и центральное колесо 21. Водило 19 кинематически связано с лебедочным барабаном 13. Эта связь выполнена в виде жесткого закрепления водила 19 на бараба- 35 не 13 и соосной их установки. Шестерня 20 кинематически связана с направляющим роликом 7 (путем жесткого крепления на валу 12 ролика 7). Центральное колесо 21 кинематически связано с приводным шкивом 9 посредством цепной передачи 22 со звездочками 23 и 24. Звездочка 23 жестко соединена с центральным колесом 21 и свободно установлена на валу 12. Звездочка 24 жестко закреплена на валу 25 приводного шкива 9. Передаточное отношение цепной 45 передачи 22 выбрано таким, чтобы центральное колесо 21 и шестерня 20 вращались с одинаковой угловой скоростью (при отсутствии пробуксовки). Барабан 13 установлен на валу 12 свободно с возможностью вращения.
Станок по первому варианту работает следующим образом.
При отсутствии пробуксовки ленты 1 по приводному шкиву 9 колесо 21 и щестерня
50
механизм натяжения ленты выполнен в виде винта 26, имеющего участки 27 и 28 с резьбой противоположного направления. Па участках 27 и 28 смонтированы гайки 29 и 30. На гайках смонтированы свободно, с возможностью вращения (но без возможности осевого смещения), втулки 31 и 32, соединенные с шарнирными тягами 33 и 34 равной длины. Тяги 33 и 34 другими концами соединены шарнирно с кронщтейном 17 натяжного ролика 8. Винт 26 кинематически связан с приводным шкивом 9 посредством цепной передачи 35 со звездочками 36 и 37. Гайки 29 и 30 кинематически связаны с натяжным роликом 7 посредством цепной передачи 38 со звездочками 39 и 40. Звездочка 39 жестко закреплена на валу 12 ролика 7, а звезд,очка 40 свободно, с возможностью вращения, установлена на винте 26 и с помощью стержней 41, свободно проходящих в сквозные отверстия в гайках 29 и 30, соединена с гайками. Стержни 41 жестко закреплены на звездочке 40 и передают вращение гайкам от звездочки 40. Передаточные отношения цепных передач выбраны таким образом, чтобы винт 26 и гайки 29 и 30 вращались синхронно, т.е. с одинаковой
20, приводимые во вращение от щкива 9 и ,. угловой скоростью (при отсутствии пробуксовки ленты по шкиву 9).
Станок по второму варианту исполнения работает следующим образом.
ролика /, врац.1,аются с одинаковой угловой скоростью в противоположных направлениях, вызывая тем самым вращение сателлиО
0
5
тов, установленных свободно на водиле 19 дифференциала. Водило 19 при этом не поворачивается, барабан 13 также неподвижен, следовательно, и ролик 8 не смеш.ается в направляюЕдих 18. Осуществляется заданная скорость движения шлифовальной ленты при постоянной подаче на врезание.
При пробуксовке ленты на приводном шкиве 9, вызванной, например, попаданием масла между шкивом 9 и лентой 1 или уменьшением натяжения ленты, уменьшается скорость ее движения, в результате чего уменьшается угловая скорость ролика 7, вала 12 и шестерни 20. Скорость колеса 21 остается прежней. В результате появляющейся разницы в скоростях шестерни 20 и колеса 21 водило 19 дифференциала начинает проворачиваться. Вместе с ним будет проворачиваться и барабан 13, который жестко соединен с водилом 19. Трос 14 будет наматываться на барабан 13, смещая натяжной ролик 8 {на чертеже - влево) и увеличивая тем самым натяжение ленты 1. В результате увеличения натяжения ленты увеличивается соответственно и ее сцепление с приводным шкивом, что приводит к у.мень- шению пробуксовки вплоть до полного ее прекращения и поддержанию постоянной скорости движения ленты без уменьшения скорости подачи на врезание, что повышает производительность обработки.
По второму варианту исполнения ленточ
механизм натяжения ленты выполнен в виде винта 26, имеющего участки 27 и 28 с резьбой противоположного направления. Па участках 27 и 28 смонтированы гайки 29 и 30. На гайках смонтированы свободно, с возможностью вращения (но без возможности осевого смещения), втулки 31 и 32, соединенные с шарнирными тягами 33 и 34 равной длины. Тяги 33 и 34 другими концами соединены шарнирно с кронщтейном 17 натяжного ролика 8. Винт 26 кинематически связан с приводным шкивом 9 посредством цепной передачи 35 со звездочками 36 и 37. Гайки 29 и 30 кинематически связаны с натяжным роликом 7 посредством цепной передачи 38 со звездочками 39 и 40. Звездочка 39 жестко закреплена на валу 12 ролика 7, а звезд,очка 40 свободно, с возможностью вращения, установлена на винте 26 и с помощью стержней 41, свободно проходящих в сквозные отверстия в гайках 29 и 30, соединена с гайками. Стержни 41 жестко закреплены на звездочке 40 и передают вращение гайкам от звездочки 40. Передаточные отношения цепных передач выбраны таким образом, чтобы винт 26 и гайки 29 и 30 вращались синхронно, т.е. с одинаковой
угловой скоростью (при отсутствии пробуксовки ленты по шкиву 9).
При отсутствии пробуксовки винт 26, вращаемый через цепную передачу 35 от шкива 9, и гайки 29 и 30, вращаемые через цепную передачу 38 от ролика 7, вращаются синхронно. Поэтому гайки не смещаются по винту в осевом направлении, а проворачиваются во втулках 31 и 32. Натяжной ролик 8 не смещается при этом, а остается на месте.
При появлении пробуксовки ленты 1 по щкиву 9 скорость ленты уменьшается, следовательно, уменьшается и угловая скорость ролика 7, а также кинематически связанных с ним гаек 29 и 30. Гайки начинают вращаться медленнее винта 26, поэтому они будут смещаться по винту. Так как направление резьбы у гаек различное (правая и левая резьба), гайки будут сближаться друг с другом. Втулки 31 и 32 будут двигаться вместе с гайками навстречу друг другу, так как они не могут смещаться относительно гаек в осевом направлении. Это движение втулок 31 и 32 через шарнирные тяги 33 и 34 передается на кронштейн 17 натяжного
фиг. 2
ролика 8, заставляя ролик 8 смещаться по направляющим 18 (на фиг. 3 и 4 - влево). Это приводит к увеличению натяжения ленты и соответственно к уменьшению пробуксовки ленты по приводному шкиву вплоть до полного ее прекращения.
Таким образом, оба варианта устройства обеспечивают автоматическое поддержание минимально необходимой величины натя0 жения ленты. При этом нет надобности заниматься ручной регулировкой механизма натяжения на какую-либо конкретную величину скорости движения ленты. Устройство контролирует требуемую степень натяжения при любой скорости ленты. Это существенно повышает надежность работы станка за счет того, что будут исключены случаи неточной наладки, вероятные при осуществлении этой операции вручную. Кроме того, снизятся трудозатраты по обслужи0 ванию станка за счет исключения упомянутых операций по ручной наладке натяжного устройства.
5
//
Л
f
Составитель А. А()анасьева
Техред И. ВересКорректор Т. Колб
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг.З
MS
гг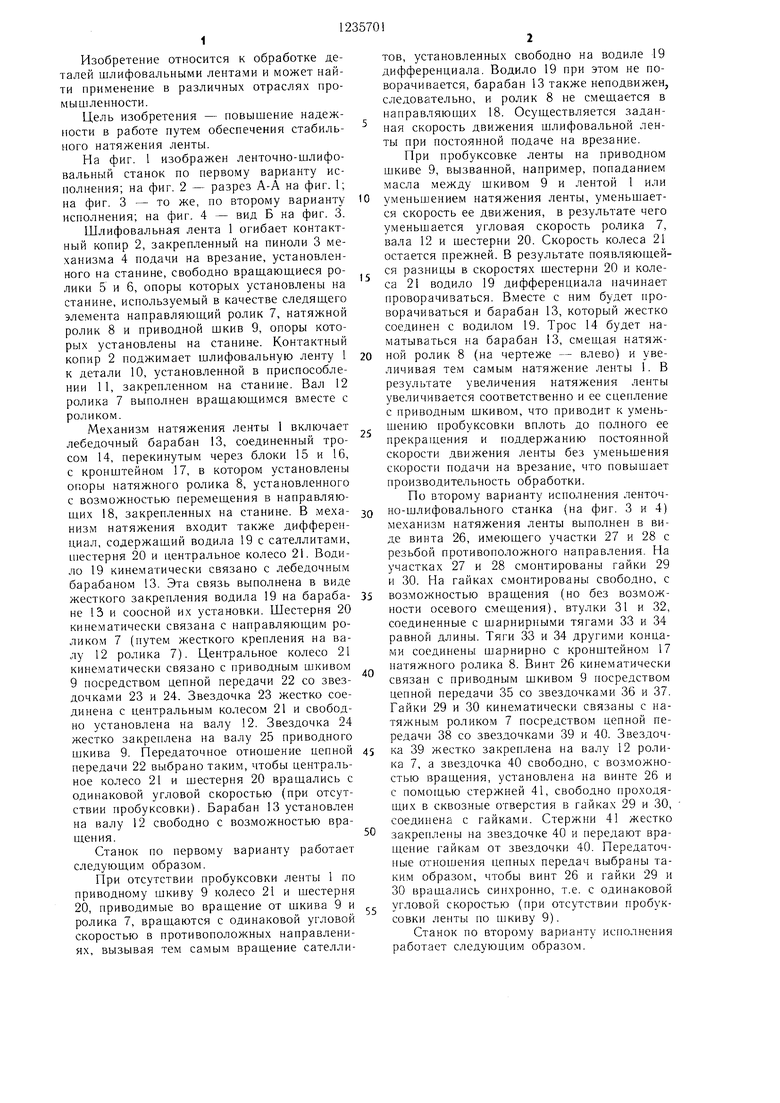
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Ленточношлифовальный станок | 1980 |
|
SU906674A1 |
| Вариатор с гибкой связью | 1982 |
|
SU1149088A1 |
| Ленточный конвейер | 1983 |
|
SU1146252A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Стенд для испытания велосипедов | 1987 |
|
SU1437724A1 |
| Концевая секция ленточного конвейера | 1984 |
|
SU1229140A1 |
| Устройство для натяжения шлифовальной ленты | 1979 |
|
SU927485A1 |
| Приводной ролик роликового конвейера | 1980 |
|
SU931605A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1996 |
|
RU2109670C1 |
1. Ленточно-шлифовальный станок, содержащий лентопротяжный механизм, выполненный в виде несущих щлифовальную ленту приводного щкива, направляющего ролика и натяжного ролика, снабженного механизмом его поступательного перемещения, отличающийся тем, что, с целью повы- щения надежности в работе, механизм поступательного перемещения натяжного ролика выполнен в виде установленного на оси направляющего ролика с возможностью поворота относительно его лебедочного барабана и смонтированного в нем дифференциального механизма, водила которого жестко связаны с корпусом барабана, а последний - с натяжным роликом, причем центральное колесо дифференциального механизма кинематически связано с осью приводного ролика. 2. Ленточно-шлифовальный станок, содержащий лентопротяжный механизм, выполненный в виде несущих щлифовальную ленту приводного щкива, направляющего ролика и натяжного ролика, снабженного механизмом его поступательного перемещения, отличающийся тем, что, с целью повыщения надежности в работе, механизм поступательного перемещения натяжного ролика выполнен в виде кинематически связанного с приводным роликом винта с разнонаправленной резьбой на его концах, несущего две гайки со свободно смонтированными на них втулками, при этом последние кинематически связаны с натяжным роликом, а гайки - с направляющим роликом. (Л Ю ff N3 СО ел 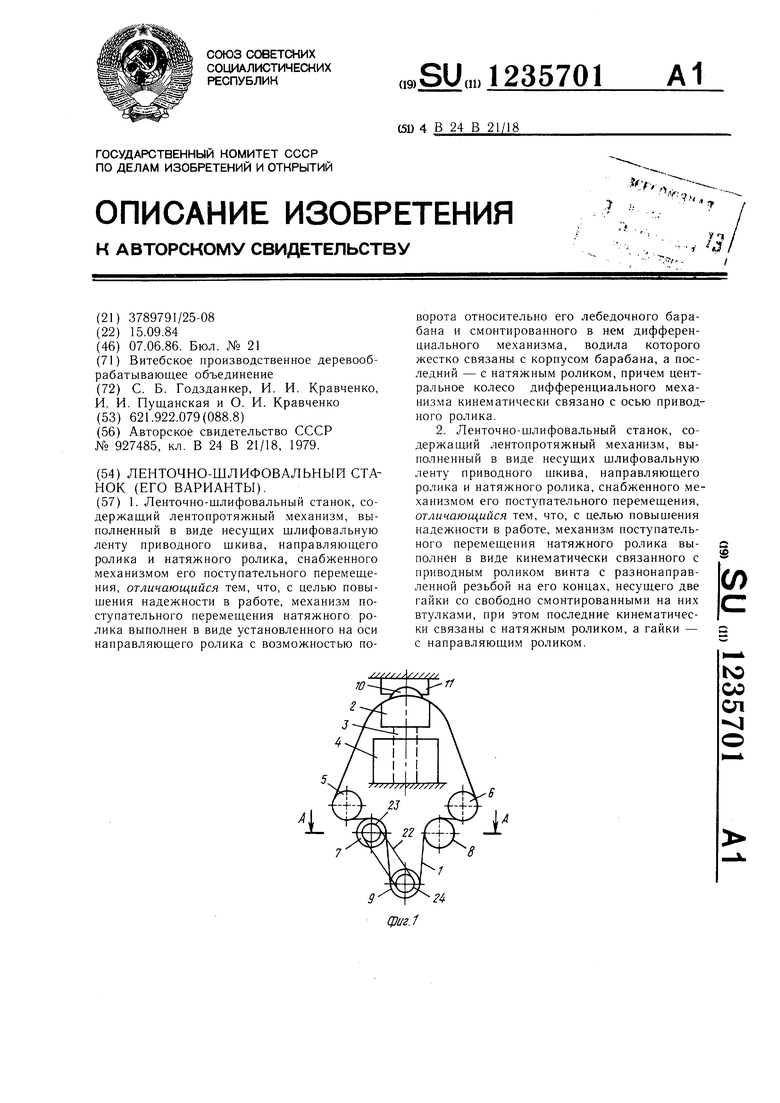
| Устройство для натяжения шлифовальной ленты | 1979 |
|
SU927485A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
