Изобретение относится к металло обработке цилиндрических отверстий в параллельных стенках корпусов.
Известно устройство для протягивания цилиндрических отверстий в параллельных стенках корпусов, в котором деталь закрепляют в приспособлении, а протяжку поддерживают и направляют люнетами с общей перемьлчкой и с цилиндрическими направляющими втулками. Протяжка выполнена с тремя направляющими лысками, расположенными параллельно ее оси в трех, пересекающихся под углом 60,плоскостях, а люнеты с направляющими втулками установлены по обе сторюны каждой из стенок, причем втулки фиксируют и поворачивают после перйого прохода I.
Недостатком известного устрюЯства является невозможность получения круглого отверстия за один проход протяжки. Кроме того, возможно несовпадение поверхностей, полученньп различными проходами, так как при повороте направляющих втулок нарушается первоначальное центрирование протяжки, смещается ось отверстия, что снижает точность обработки.
Цель изобретения -. повышение точности путем обработки винтовой протяжкой и повышение точности центрирования протяжки.
Указанная цель достигается тем, что протяжка выполнена со спиральными выступами, расположенными вдоль впадин винтовы: канавок по всей длине протяжки, а направляющие втулки
10 выполнены с пазами, взаимодействующими с упомянутыми выступами, и установлены с возможностью вргицения. Устройство снабжено коническими направляющими втулками, установлен15ными с возможностью вращения в порядке чередования с цилиндрическими направляющими втулками вдоль оси протяжки.
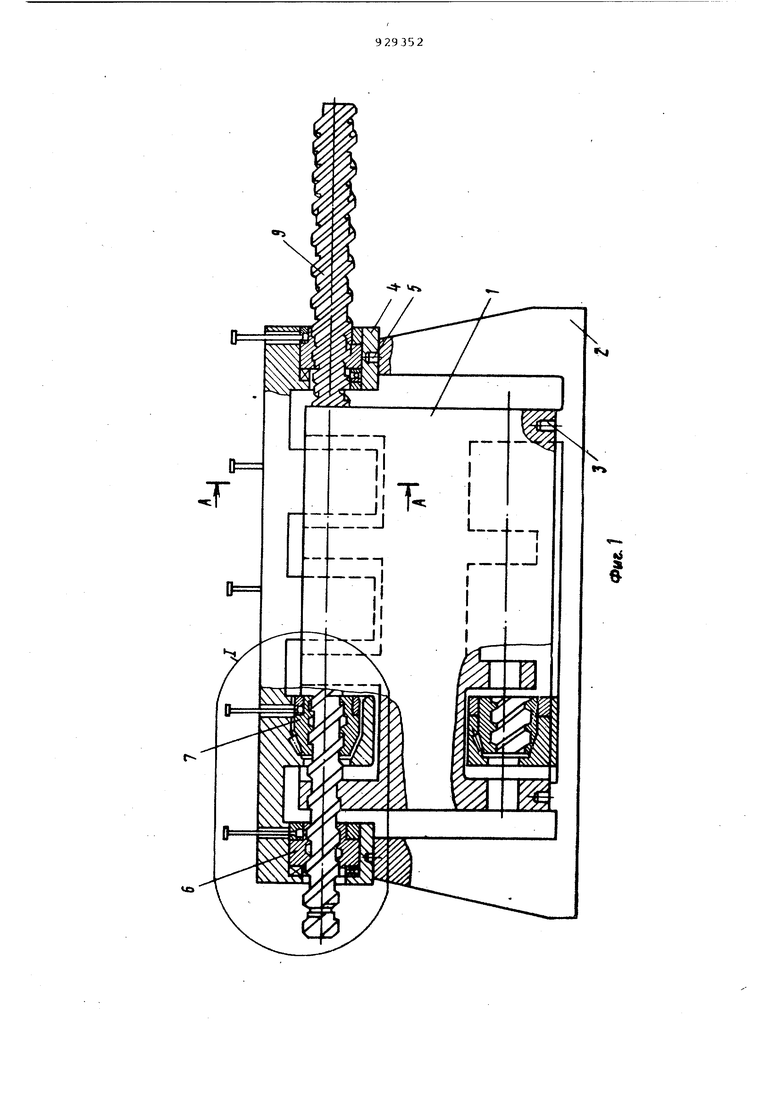
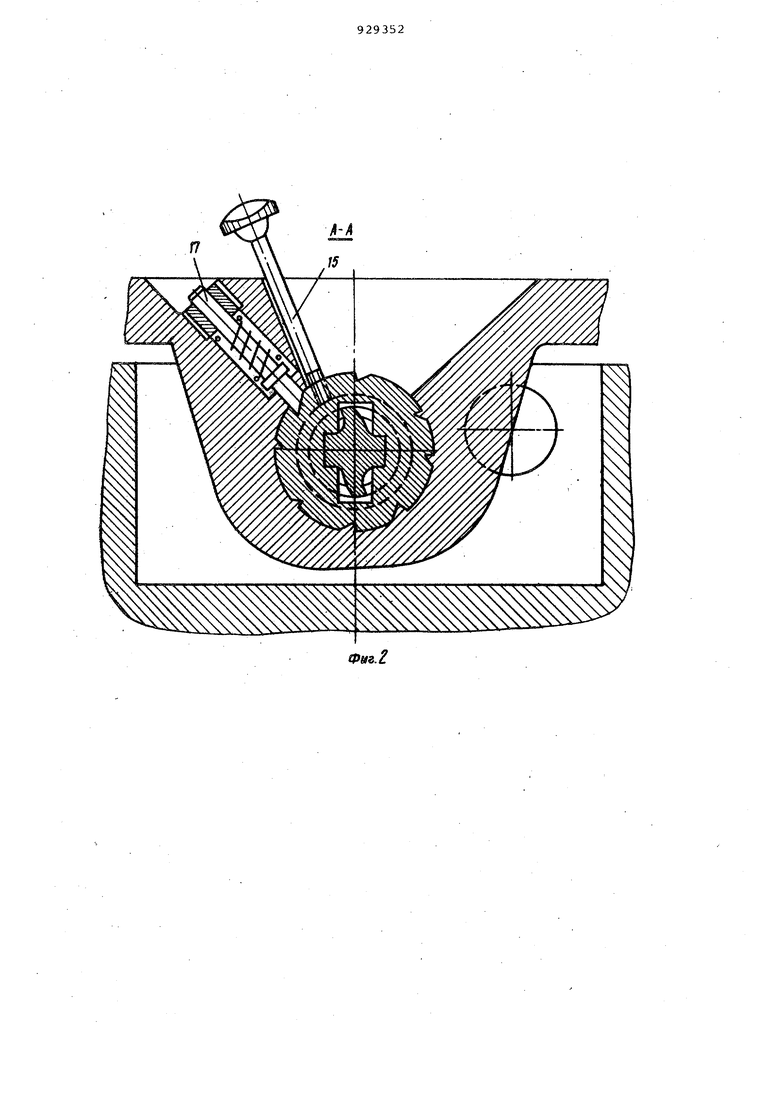
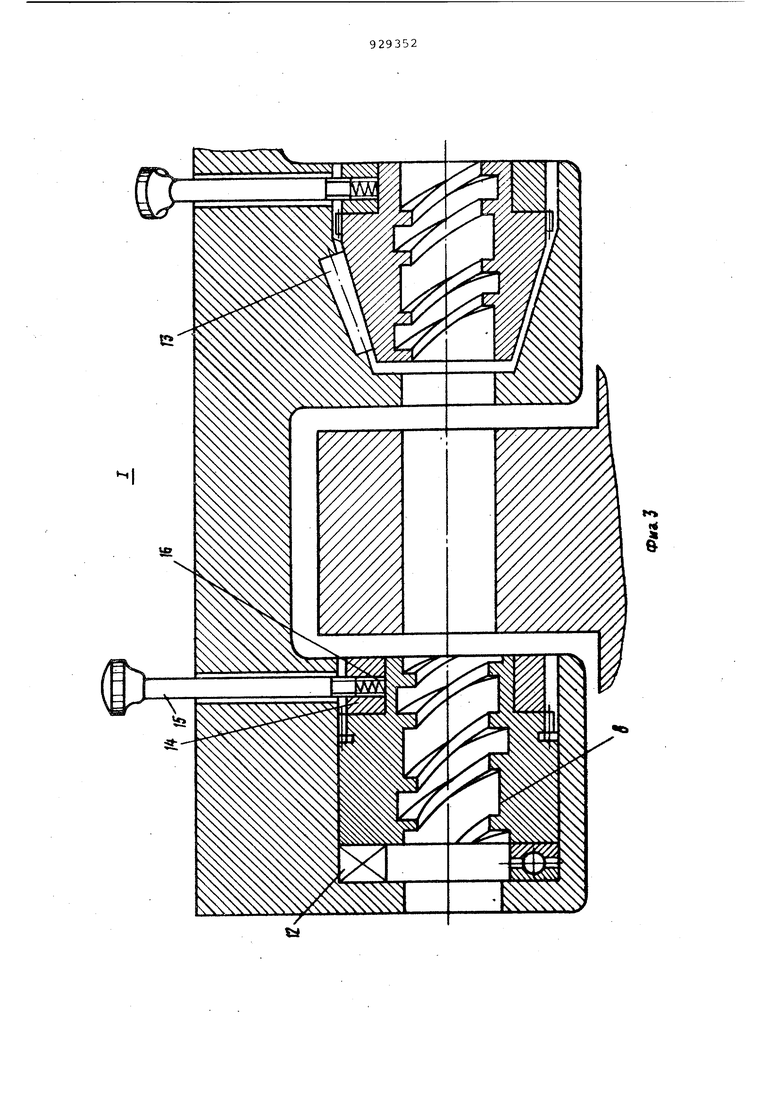
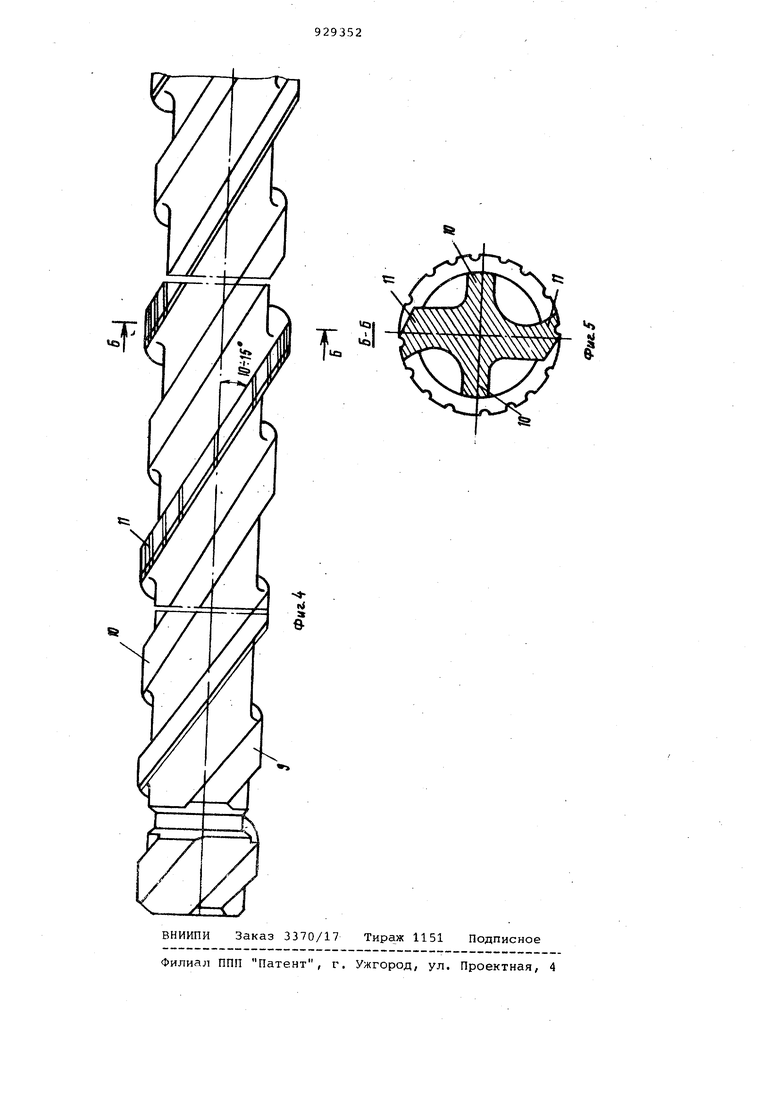
На фиг.1 изображено устройство, 20 общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел 1 на фиг.1 (инструмент не показан); на фиг.4 - конструкция винтовой протяжки; на фиг.З ,- разрез Б-Б на фиг.4.
25
Устройство для обработки картера 1 содержит основание 2 с базов1Л4и штырями 3| на которых точно ориентируется картер. Люнеты 4с помощью общей перемычки объединены в блок, 30 который размещен на штырях 5. В люнетах 4 выполнены цилиндрические гнезда, чередующиеся с коническими в которых установлены соответственно подпятники 6 с цилиндрическими 1аправляющими втулками 7 и конические подшипники 8 с коническими направляющими втулками 9, причем направляющие втулки установлены с возможностью вращения и вьтолнены с винтовыми пазами 10. Протяжка 11 со спиральными выступами 12 и винтовыми режущими зубьями 13 размещена в отверстиях направляющих втулок 7 и 9. На направляющие втулки установлены кольца 14 с радиальным резьбовым отверстием для рукоятки 15 и подпружиненного сухаря 16, который предназначен для взаимодействия со втулкой с помощью сил трения от воздействия сжатой пружины. Рукоятка 15 служит для сжатия пружины и поворота втулки, т.е. рукоятка связана со втулкой фрикционно. Под усилием спиральных выступов 12 протяжки на пазы 10 направляющих втулок, последние могут проскальзывать относительно рукоятки. В корпусе люнета размещен подпружиненный фиксатор 17, который со впадинами, выполненными на направляющих втулках, образует храповой механизм, фиксирующий втулку в любом из двух положений от проворота под действие малых сил, для этого две впадины выполнены глубже остальных.
Устройство работает следующим образом.
Картер 1 точно ориентируется на основании 2 базовыми штырями 3 относительно люнетов 4, затем картер 1 и люнеты 4 жестко крепятся. При этом люнеты 4 заводятся в окна между стенками картера и фиксируются штырями 5. Люнеты 4 крепятся так, чтобы его направляющие втулки 7 и 9 были расположены на входе и выходе отверстий (с разных сторон). Через отверстия направляющих втулок пропускается протяжка 11, которая своими спиральными выступами 12 входит в винтовые пазы 10, при этом осуществляется кинематическая связь
направляющих втулок с протяжкой, т.е. осевое перемещение протяжки вызывает вращение направляющих втулок вокруг оси протяжки. Перед каждым проходом протяжки направляющие втулки при помощи рукояток 15, кольца
14 и сухаря 16 поворачиваются и устанавливаются в исходное положение.Исходное положение направляющих втулок отмечается по фиксатору 17. Затем производится обработка отверстия.
Такая конструкция устройства позволяет повысить точность обработки изделия винтовой протяжкой и повысить точность центрирования инструмента.
Формула изобретения
1. Устройство для координатного протягивания отверстий, содержащее люнеты с цилиндрическими направляющими втулками, соединенные между собой общей перемычкой, в которых устанавливается протяжка, о т л и чающееся тем, что, с целью повышения точности путем обработки винтовой протяжкой, последняя выполнена со спиральными выступами, расположенными вдоль впадин винтовых канавок .по всей длине протяжки, а направляющие втулки выполнены с пазами, взаимодействующими с упомяну.. тыми выступами, и установлены с возможностью вращения.
2. Устройство по п. 1, о т л ичающееся тем, что, с целью повышения точности центрирования протяжки, оно снабжено коническими направляющими втулками, установленными с возможностью вращения в порядке чередования с цилиндрическими направляющими втулками вдоль оси протяжки . 5
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2669066/25-08, 0 кп. В 23 D 43/00, 1978.
I
i .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ протягивания цилиндрическихОТВЕРСТий B пАРАллЕльНыХСТЕНКАХ КОРпуСОВ и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU795768A1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1991 |
|
RU2014179C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Расточной патрон | 1987 |
|
SU1484453A1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
| Привод переносного сверлильного станка | 1981 |
|
SU997997A1 |
| СПОСОБ ПРОТЯГИВАНИЯ ШЛИЦЕВЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2773208C1 |