(54) ЗАХВАТ МАНИПУЛЯТОРА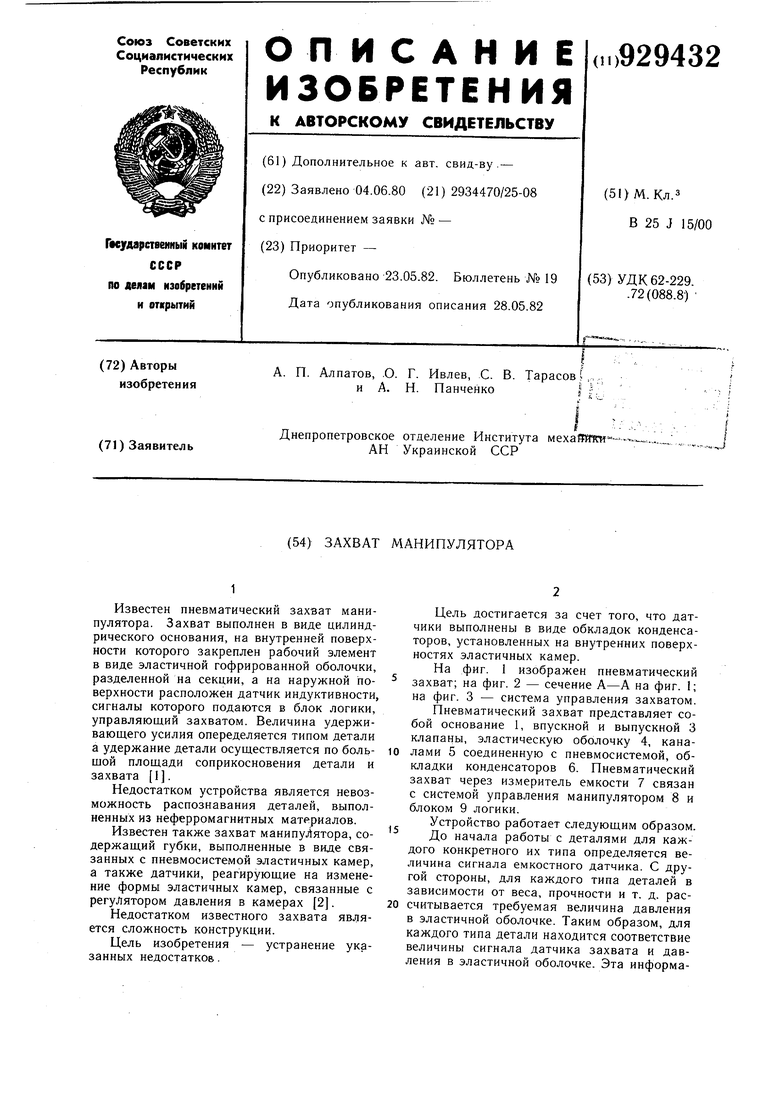
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват манипулятора | 1985 |
|
SU1281405A1 |
| Пневматический захват | 1979 |
|
SU795941A1 |
| Схват промышленного робота | 1981 |
|
SU1006210A1 |
| Пневматический захват | 1989 |
|
SU1785893A1 |
| ЗАХВАТНОЕ УСТРОЙСТВО | 1990 |
|
RU2042503C1 |
| Способ извлечения деталей из кассеты и устройство для его осуществления | 1989 |
|
SU1773680A1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2269434C1 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
1
Известен пневматический захват манипулятора. Захват выполнен в виде цилиндрического основания, на внутренней поверхности которого закреплен рабочий элемент в виде эластичной гофрированной оболочки, разделенной на секции, а на наружной поверхности расположен датчик индуктивности, сигналы которого подаются в блок логики, управляющий захватом. Величина удерживающего усилия опеределяется типом детали а удержание детали осуществляется по больщой площади соприкосновения детали и захвата 1.
Недостатком устройства является невозможность распознавания деталей, выполненных из неферромагнитных материалов.
Известен также захват манипулятора, содержащий губки, выполненные в виде связанных с пневмосистемой эластичных камер, а также датчики, реагирующие на изменение формы эластичных камер, связанные с регулятором давления в камерах 2.
Недостатком известного захвата является сложность конструкции.
Цель изобретения - устранение указанных недостатков.
Цель достигается за счет того, что датчики выполнены в виде обкладок конденсаторов, установленных на внутренних поверхностях эластичных камер.
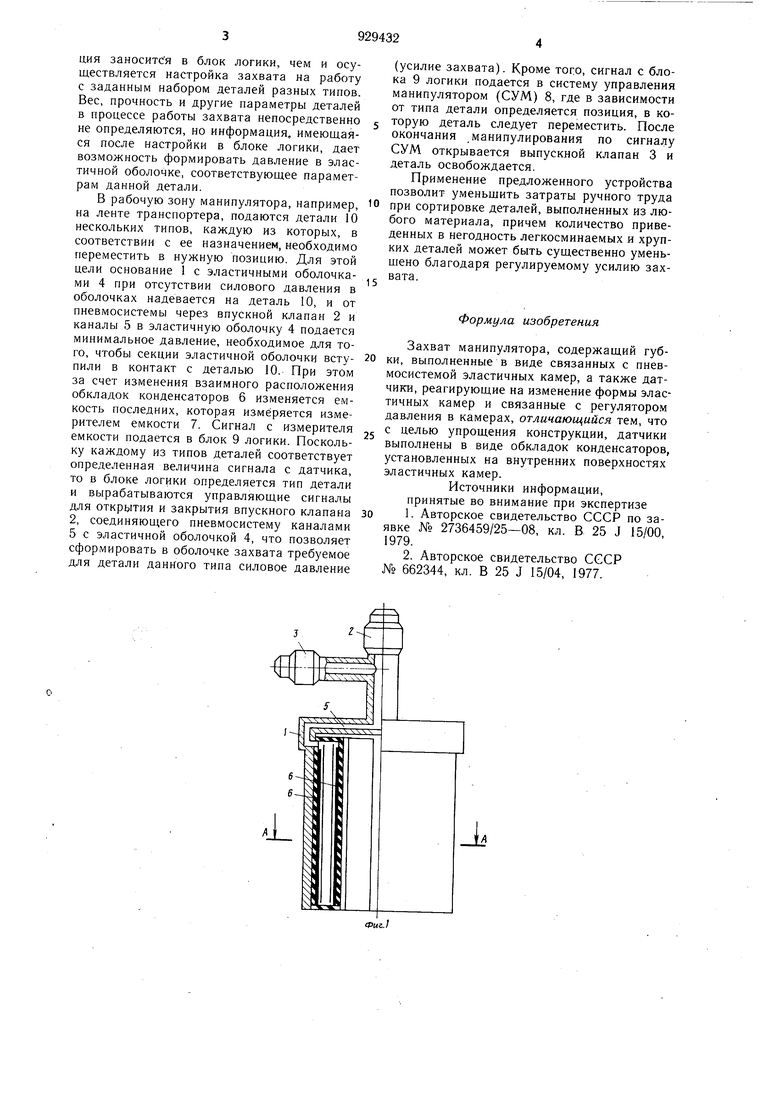
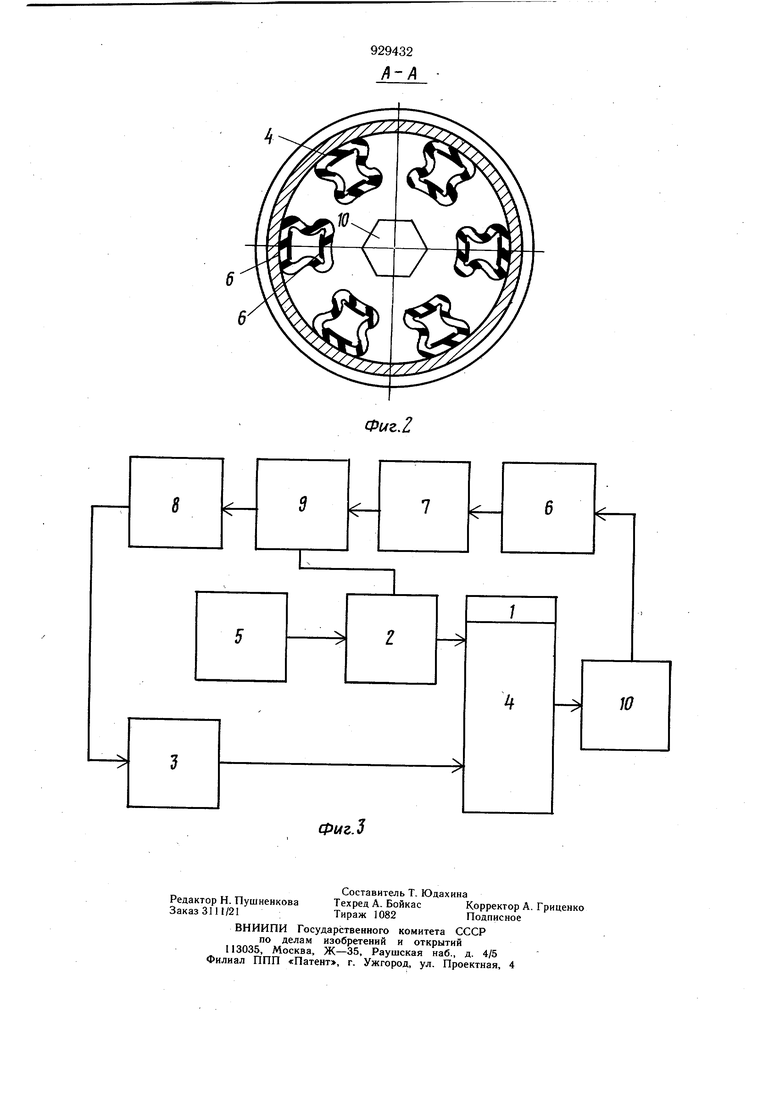
На фиг. 1 изображен пневматический
захват; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - система управления захватом. Пневматический захват представляет собой основание 1, впускной и выпускной 3 клапаны, эластическую оболочку 4, каналами 5 соединенную с пневмосистемой, обкладки конденсаторов 6. Пневматический захват через измеритель емкости 7 связан с системой управления манипулятором 8 и блоком 9 логики.
Устройство работает следующим образом.
15 До начала работы с деталями для каждого конкретного их типа определяется величина сигнала емкостного датчика. С другой стороны, для каждого типа деталей в зависимости от веса, прочности и т. д. рассчитывается требуемая величина давления в эластичной оболочке. Таким образом, для каждого типа детали находится соответствие величины сигнала датчика захвата и давления в эластичной оболочке. Эта информация заносится в блок логики, чем и осуществляется настройка захвата на работу с заданным набором деталей разных тинов. Вес, прочность и другие параметры деталей в процессе работы захвата непосредственно не определяются, но информация, имеющаяся после настройки в блоке логики, дает возможность формировать давление в эластичной оболочке, соответствующее параметрам данной детали.
В рабочую зону манипулятора, например, на ленте транспортера, подаются детали 10 нескольких типов, каждую из которых, в соответствии с ее назначением, необходимо переместить в нужную позицию. Для этой цели основание 1 с эластичными оболочками 4 при отсутствии силового давления в оболочках надевается на деталь 10, и от пневмосистемы через впускной клапан 2 и каналы 5 в эластичную оболочку 4 подается минимальное давление, необходимое для того, чтобы секции эластичной оболочки вступили в контакт с деталью 10. При этом за счет изменения взаимного расположения обкладок конденсаторов 6 изменяется емкость последних, которая измеряется измерителем емкости 7. Сигнал с измерителя емкости подается в блок 9 логики. Поскольку каждому из типов деталей соответствует определенная величина сигнала с датчика, то в блоке логики определяется тип детали и вырабатываются управляющие сигналы для открытия и закрытия впускного клапана 2, соединяющего пневмосистему каналами 5 с эластичной оболочкой 4, что позволяет сформировать в оболочке захвата требуемое для детали данного типа силовое давление
(усилие захвата). Кроме того, сигнал с блока 9 логики подается в систему управления манипулятором (СУМ) 8, где в зависимости от типа детали определяется позиция, в которую деталь следует переместить. После окончания манипулирования по сигналу СУМ открывается выпускной клапан 3 и деталь освобождается.
Применение предложенного устройства позволит уменьшить затраты ручного труда
при сортировке деталей, выполненных из любого материала, причем количество приведенных в негодность легкосминаемых и хрупких деталей может быть существенно уменьщено благодаря регулируемому усилию зах Формула изобретения
Захват манипулятора, содержащий губки, выполненные в виде связанных с пневмосистемой эластичных камер, а также датчики, реагирующие на изменение формы эластичных камер и связанные с регулятором давления в камерах, отличающийся тем, что с целью упрощения конструкции, датчики выполнены в виде обкладок конденсаторов, установленных на внутренних поверхностях эластичных камер.
Источники информации, принятые во внимание при экспертизе
