Предполагаемое изобретение относится к машиностроению и может быть использовано при создании робототехнологических комплексов, в которых детали располагаются в кассете.
Известен способ захвата деталей из кассеты (авт.св.СССР № 555006, кл. В 25 J 3/00,1977), по которому устанавливают кассету с деталями на координатный стол, подводят захватное устройство (ЗУ), закрепленное на руке промышленного робота, останавливают его и опускают на первую позицию с деталью, расположенной в кассете, обеспечивают захват детали и осуществляют отвод ЗУ с захваченной деталью, после чего перемещают кассету на следующую позицию и далее повторяют цикл.
Недостатками данного способа являются сложность технологической реализации и низкая производительность, Сложность технической реализации способа обусловлена необходимостью использования подвижнойкассеты,Низкая производительность вызвана тем, что цикл подвода-отвода ЗУ для захвата каждой детали составляет 2-4 с.
Для реализации этого способа известен захват манипулятора (авт.св. СССР Kk 929432, кл. В 25 J 15/00, 1983), содержащий основание, впускной и выпускной клапаны, эластическую оболочку, каналами соединенную с пневмосисгемой, обкладки кон- денсаторов соединенные с системой управления захватом.
Недостатком этого захвата является низкая производительность, так как цикл подвода-отвода такого захвата к детали составляет 3-5 с.
Наиболее близким к предлагаемому является способ захвата деталей из кассеты (Гавриш А.П., Двойных НА, Автоматические загрузочные устройства для промышленных роботов. - Киев: Техника, 1985, с.39-40), по которому кассету с деталями устанавливают на сгол, подводят вакуумное захватное устройство (ВЗУ), закрепленное на руке промышленного робота, к первой позиции кассеты, опускают ВЗУ на деталь, расположенную в кассете, обеспечивают захват детали и отводят ВЗУ с захваченной деталью, при следующем взятии детали ВЗУ подводят к следующей позиции кассеты и цикл повторяют.
Недостатками данного способа являются сложность технической реализации и низкая производительность. Сложность реализации обусловлена необходимостью применения робота с позиционной системой управления для транспортировки ВЗУ к соответствующим позициям кассеты. Низкая производительность вызвана тем, что цикл подвода-отвода ВЗУ для захвата каждой детали составляет 2-4 с.
Наиболее близким к предлагаемому является схват промышленного робота , (авт.св. СССР N 1006210, кл. В 25 J 15700, 1983), содержащий корпус, губки, снабженные эластичными камерами, связанными с
0 пневмосистемой и системой управления с
датчиками, при чем в губках выполнен паз,
в котором размещена эластичная камера
связанная с эластичной камерой губки.
Недостатком этого схвата является низ5 кая производительность, так как он может использоваться только с роботом, имеющем позиционную систему управления. Кроме того, цикл подвода-отвода такого захвата к детали составляет 3-5 с.
0 Целью изобретения является повышение производительности и упрощение технической реализации.
Поставленная цель достигается тем, что захватное устройство подводят к детали, за5 хватывают и транспортируют ее воздухом, а вакуумное захватное устройство продвигают вдоль кассеты, последовательно захватывая детали.
Вакуумное захватное устройство для
0 извлечения деталей из кассеты содержит корпус, связанный с пневмосистемой. Корпус снабжен глухим пазом, соединяющим внешний фланец корпуса с его внутренней вакуум-камерой.
5 На внешнем фланце корпуса выполнены две эластичные накладки, в виде створок, закрывающих паз. Причем для обеспечения извлечения деталей при движении в двух противоположных направле0 ниях в корпусе выполнен сквозной паз с накладками,
В корпусе выполнены отверстия для подвода воздуха, наклонно к вертикальной оси устройства. В корпусе встроены воло5 конно-оптические жгуты, один из которых связан со светодиодом соединенным с источником питания, а второй с фотодиодом, который через инверсный усилитель связан с электропневмоклапаном.
0 Способ осуществляют следующим образом.
Кассету с деталями устанавливают на неподвижной стол, подводят ВЗУ, установленное на руке промышленного робота и
5 перемещая ВЗУ вдоль ряда деталей, установленных в кассете, за счет создания разряжения в ВЗУ, осуществляют непрерывное извлечение деталей из кассеты и транспортирование их по пневмосистеме.
На фиг, 1 показана реализация способа; на фиг,2 - простейшее ВЗУ; на фиг.З - ВЗУ
с накладками; на фиг.4 - ВЗУ с сквозным пазом и накладками; на фиг.5 - ВЗУ с отверстиями в стенках корпуса; на фиг.6 - ВЗУ с волоконнооптическими жгутами; на фиг.7 - пример детали игла распылителя.
Данный способ реализован для деталей игла распылителя топливного насоса (фиг.7) с использованием промышленного робота МП-9С. Детали 2 массой 11 г расположены вертикально в кассете 1 с шагом 10 мм, ВЗУ 4, выполненное по схеме, показанной на фиг.2, закреплено на руке робота 5. Рука 5 осуществляет перемещение ВЗУ 4 в горизонтальном направлении вдоль оси X со скоростью 50 мм/с. При разряжении 53 кПа обеспечивалось надежное непрерывное извлечение деталей 2 из кассеты 1, по пневмосистемеб они поступают к потребля ющему устройству.
ВЗУ могут реализовываться в различных вариантах. На фиг.2 показано ВЗУ в корпусе 7 которого выполнен глухой паз 8, соединяющий внешний фланец корпуса с его внутренней вакуум-камерой, причем ширина паза 8 выполнена в 1,1 раза больше диаметра извлекаемой детали 2, а пневмо- система 6 выполняет функции транспортной. При движении ВЗУ 4 (фиг.1) деталь 2 входит в паз 8, затем входит в вакуумкамеру и втягивается в пневмосистему 6.
Если создаваемая ВЗУ, показанным на фиг.2, степень разряжения не достаточна для захвата деталей 2, то на внешнем фланце корпуса 7 (фиг.З) выполнены две эластич- ные накладки 9 в виде створок, захватывающих паз 8. При движении ВЗУ 4 (фиг.1) деталь 2 раздвигает накладки 9, которые закрываются после вхождения детали 2 внутрь ВЗУ, создавая вакуумную камеру.
На фиг.4 показано аналогичное ВЗУ, но оно (в отличие от ВЗУ, приведенного на фиг.З) обеспечивает извлечение деталей 2 при движении как в одну, так и в противоположную сторону, что обеспечивается выполнением сквозного паза 8 закрытого двумя парами накладок 9.
В ряде случаев при захвате деталей 2 из кассеты 1 необходимо создать дополнительное усилие, для этого в стенках корпуса 7 выполнены два отверстия 10 (фиг.5) для подвода воздуха наклонно к вертикальной оси устройства. За счет струй воздуха создается дополнительное подъемное усилие.
На фиг.6 показано ВЗУ. в стенки которого с целью экономии воздуха встроены волоконно-оптические жгуты 11. Один жгут связан со световодом 12, соединенным с источником 13 питания. Второй жгут связан с фотодиодом 14, который через инверсный
усилитель 15 связан с электропневмоклапа- ном 16.
Данное ВЗУ работает следующим обра5 зом.
В исходном состоянии разряжение не создается. Световод 12 освещает фотодиод 14, сигнал с которого усиливается усилителем 15. При освещенном фотодиоде 14 на
10 входе усилителя 15 сигнал низкого уровня и электропневмоклапан 16 не срабатывает. При попадании деталей 2 внутрь ВЗУ 4 она перекрывает световой луч, что вызывает срабатывание электропневмоклапана 16, в
15 В-ЗУ 4 создается разрежение и деталь извлекается из кассеты 1.
По сравнению со способом-прототипом и устройством-прототипом предлагаемые способ и устройства обеспечивают значи0 тельное .повышение производительности. Так, если по способу-прототипу захват одной детали игла распылителя из кассеты осуществляется за 4 с. то по предлагаемому способу - 0,2 с. Кроме того, предлагаемый
5 способ реализуется значительно проще, так как не требуется применять промышленный роботе позиционной системой управления.
Формула изобретения 0 1. Способ извлечения деталей из кассеты, при котором поочередно захватывают и транспортируют детали, отличающийся тем, что, с целью повышения производительности, осуществляют взаим- 5 ное относительно друг друга непрерывное перемещение кассеты и захватного устройства с одновременным захватом и транспортировкой деталей воздушным потоком.
2.Устройство для извлечения деталей 0 из кассеты, содержащее корпус с центральным сквозным каналом, соединенным с пневмосистемой, отличающееся тем, что, с целью повышения производительности, на торцевой рабочей поверхности кор5 пуса выполнен радиальный паз, соединяющий центральный канал с боковой , поверхностью корпуса.
3.Устройство по п.2, отличающее- с я тем, что радиальный паз выполнен
0 сквозным.
4.Устройство по пп. 2 и 3, о т л и ч а ю- щ е е с я тем, что в пазу со стороны боковой поверхности установлены эластичные створки, перекрывающие паз.
5 5. Устройство по пп.2 -4, отличающее с я тем, что в корпусе на стенке центрального канала соосно установлены осветитель, соединенный с источником питания, и фотоприемник, соединенный с управляющим элементом включения пневмосистемы.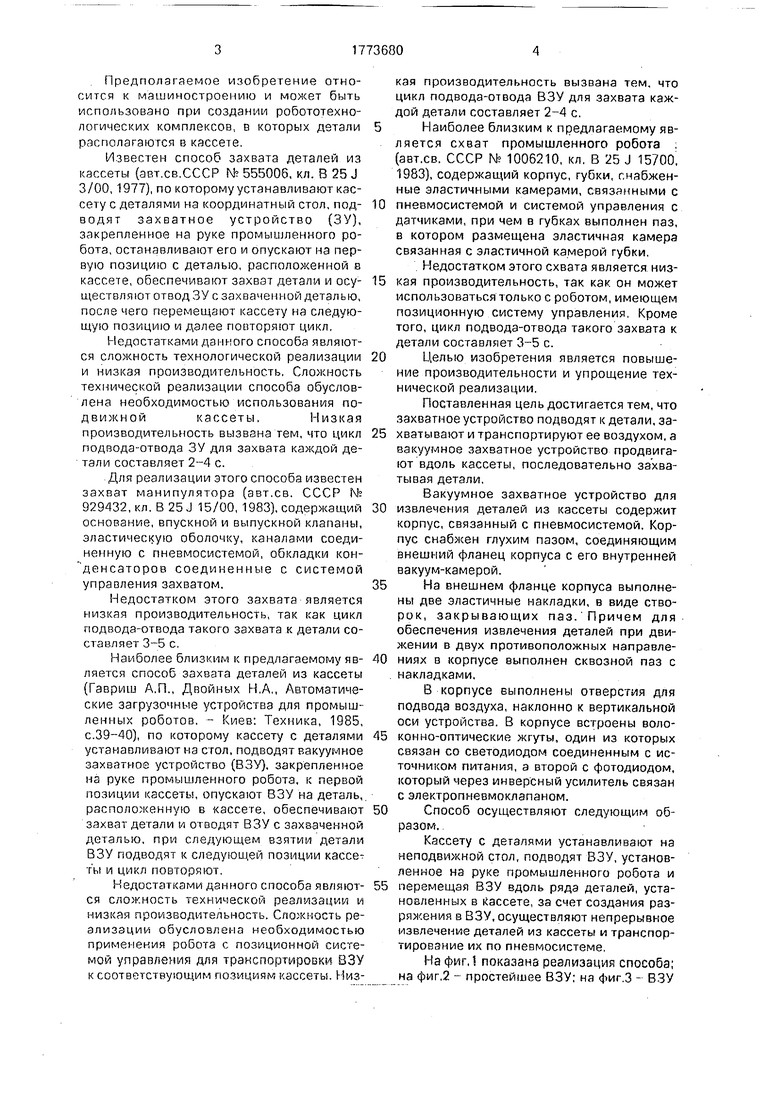
| название | год | авторы | номер документа |
|---|---|---|---|
| Захватный орган | 1986 |
|
SU1433795A1 |
| Групповой схват промышленного робота | 1988 |
|
SU1535714A1 |
| Захватное устройство | 1990 |
|
SU1775290A1 |
| Микроманипулятор для установки узлов механизма часов | 1982 |
|
SU1083154A1 |
| ВАКУУМНЫЙ ЗАХВАТ | 1990 |
|
RU2091208C1 |
| Захват манипулятора | 1988 |
|
SU1794644A1 |
| Схват промышленного робота длябОбиН C пРяжЕй | 1979 |
|
SU806406A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| Захват промышленного робота | 1985 |
|
SU1346421A1 |
| Струйное захватное устройство | 1990 |
|
SU1815218A1 |

Использование: при создании робототехнологических комплексов, в которых детали располагаются в кассете. Сущность изобретения: захватное устройство 4 подводят к детали 2, захватывают и транспортируют ее воздухом, причем захватное устройство продвигают вдоль кассеты 1, последовательно захватывая детали 2. Устройство для извлечения деталей из кассеты содержит корпус с пневмосистемой, корпус снабжен газом, соединяющим внешний фланец корпуса с его внутренним каналом. На внешнем фланце корпуса могут быть выполнены две эластичные накладки в виде створок, закрывающих паз. Для извлечения деталей при движении в двух противоположных направлениях в корпусе выполняют сквозной паз с накладками. В корпус встраивают волоконно-оптические жгуты, один из которых связан со светодиодом, который через инверсный усилитель связан с электро- пневмоклапаном пневмосистемы, 2 с. и 3 з.п. ф-лы, 7 ил. сл С ч ч GO О 00 О
089ЕШ
Фиг. б
Е
ЕЕЭ
Фиг. 7
| Гавриш А.П.Двойных Н.А | |||
| Автоматическая загрузочные устройства для промышленных роботов | |||
| Киев: Техника, 1985, с.39-40 | |||
| Устройство для ориентации деталей | 1984 |
|
SU1273230A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
