(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
1
Изобретение относится ,к переработке пластмасс и может быть использовано для изготовления из них резьбовых изделий методом литья под давлением.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литьевая форма для изготовления резьбовых изделий из полимерных материалов, содержащая неподвижную плиту с закрепленной на ней обоймой матриц, опорную и связанные с ней промежуточные плиты, резьбовые знаки со сталкивающими втулками, установленные резьбовыми хвостовиками в промежуточной плите, и механизм вращения резьбовых знаков, вал которого выполнен с одно- или многозаходной винтовой нарезкой, а взаимодействующая с ним втулка установлена в промежуточйых плитах с возможностью вращения 1.
Недостатком известной литьевой формы является больщие осевые нагрузки, возникающие в результате сил трения скольжения в механизме вращения резьбовых знаков в начале раскрытия формы.
Цель изобретения - повыщение надежности работы формы за счет снижения трения в механизме вращения резьбовых знаков.
Поставленная цель достигается тем, что в литьевой форме для изготовления резьбовых изделий из полимерных материалов,
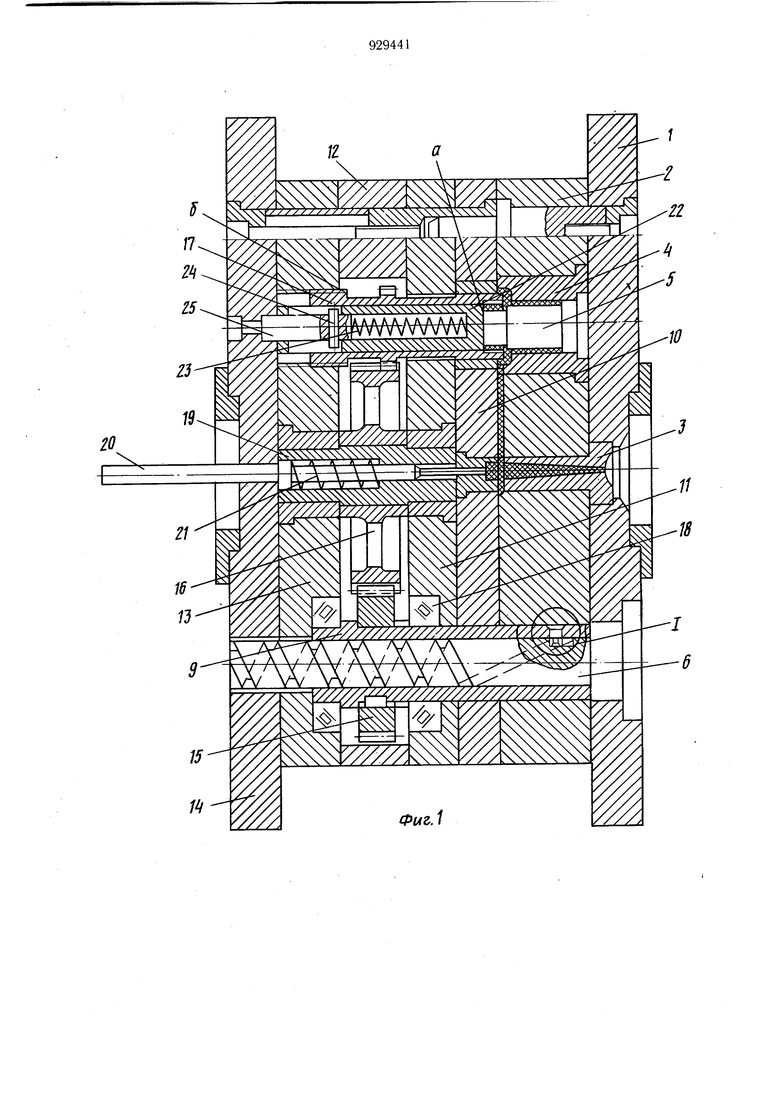
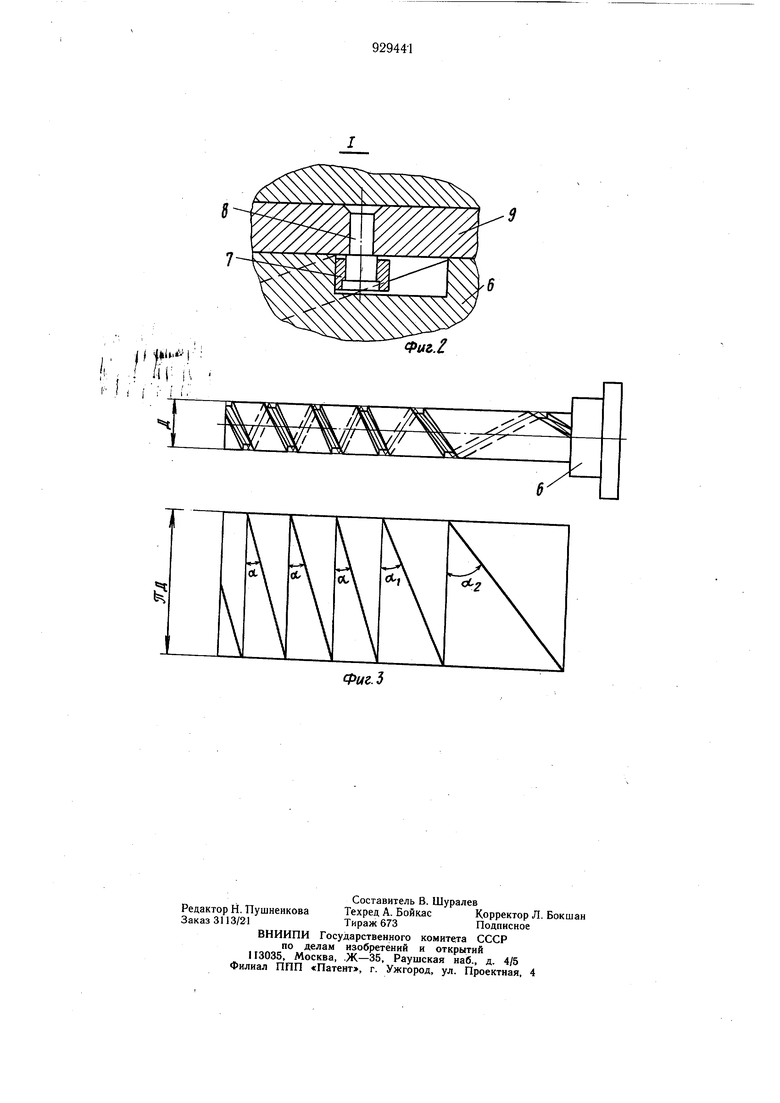
5 содержащей неподвижную плиту с закрепленной на ней обоймой матриц, опорную и связанные с ней промежуточные плиты, резьбовые знаки со сталкивающими втулками, установленные резьбовыми хвостовиками в промежуточной плите, и механизм вращения резьбовых знаков, вал которого выполнен с одно- или многозаходной винтовой 11арезкой, а взаимодействующая с ним втулка установлена в промежуточных плитах с возможностью вращения, винтовая на5 резка вала механизма вращения резьбовых знаков выполнена с переменным углом подъема, а втулка снабжена роликами, взаимодействующими с винтовой нарезкой вала. На фиг. 1 изображен общий вид литьевой формы, разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вал и развертка винтовой канав1(и вала (один заход).
Литьевая форма содержит неподвижную плиту 1, соединенную с обоймой матриц 2, литниковую втулку 3, матрицу 4 со знаком 5, закрепленным в обойме матриц, вал 6, закрепленный в неподвижной плите, имеющий возможность контактировать с роликом 7 (фиг. 2), установленный на оси 8 во втулке 9, с возможностью вращения относительно оси вала 6. На цилиндрической поверхности вала 6 выполнена винтовая нарезка (фиг. 3), боковые поверхности которой контактируют с цилиндрической поверхностью ролика 7. Винтовая нарезка на цилиндрической поверхности вала 6 выполнена с переменным углом подъема, причем угол подъема нарезки .2. Вначале он, например, может достигать 60° и более, уменьшаясь затем до 20° и менее. При изготовлении деталей с крупной резьбой выполняется многозаходная винтовая нарезка, причем в заиеплении одновременно находятся несколько роликов 7, закрепленных на втулке 8, а число роликов равно числу заходов. Подвижная часть формы содержит промежуточные плиты 10-13, закрепленных на опорной плите 14. На втулке 9 смонтирована ведущая шестерня 15, связанная через промежуточную шестерню 16 с ведомыми шестернями 17, являющимися резьбовыми знаками, выполненными в виде удлиненных втулок, имеющих на концах а и б, последний из которых - хвостовик б закреплен в плите 13, резьбу аналогичную резьбе изделия. Втулка 9 ра.мещена на опорных подшипниках 18. Внутри оси 19, закрепленной в плитах 11 и 13, размещен толкатель 20 с пружиной 21, а внутри резьбового знака 17 - выталкивающая втулка 22 с пружиной сжатия 23, контактирующая с ограничивающим щтифтом 24, установленном на оси 25. Форма работает следующим образом. В сомкнутую форму через литниковую втулку 3 и литниковую систему, выполненную в обойме матриц 2, подается расплав полимерного материала, который заполняет полость формы, образованную матрицей 4, знаком 5, выталкивателем 22 и резьбовым знаком 17. После требуемой технологической выдержки производится раскрытие формы, во время которого вал 6 своей нарезкой взаимодействует с роликами 7, в результате чего втулка 9 вращается относительно вала 6, передавая вращение ведущей шестерне 15, промежуточной щестерне 16 и резьбовым знакам 17. При этом резьбовые знаки 17 ввинчиваются концом б в плиту 13 с одновременным выходом конца а из резьбового отверстия изделия. После окончательного освобождения изделий от резьбовых знаков, под действием пружины 23 выталкивающая втулка 22 сбрасывает готовые изделия в приемник. Литниковая система сбрасывается подпружиненным толкателем 20 при отходе подвижной части формы. При смыкании формы конец б резьбового знака 17 вывинчивается из плиты 13 до исходного положения. Использование предлагаемого технологического решения позволяет обеспечить равномерную нагрузку на элементы механизма вращения резьбовых знаков и тем самым повысить надежность работы литьевой формы. Формула изобретения Литьевая форма для изготовления резьбовых изделий из полимерных материалов, содержащая неподвижную плиту с закрепленной на ней обоймой матриц, опорную и связанные с ней промежуточные плиты, резьбовые знаки со сталкивающими втулками, установленные резьбовыми хвостовиками в промежуточной плите, и механизм вращения резьбовых знаков, вал которого выполнен с одно- или многозаходной винтовой нарезкой, а взаимодействующая с ним втулка установлена в промежуточных плитах с возможностью вращения, отличающаяся тем, что, с цельюповышения надежности работы формы за счет снижения трения в механизме вращения резьбовых знаков, винтовая нарезка вала механизма вращения резьбовых знаков выполнена с переменным углом подъема, а втулка снабжена роликами, взаимодействующими с винтовой нарезкой вала. Источники информации, принятые во внимание при экспертизе 1. Литьевые формы для деталей из термопластов. Каталог - справочник, М., ЦНИИТЭстроймаш, 1978, с. 276-280, рис. 191. . 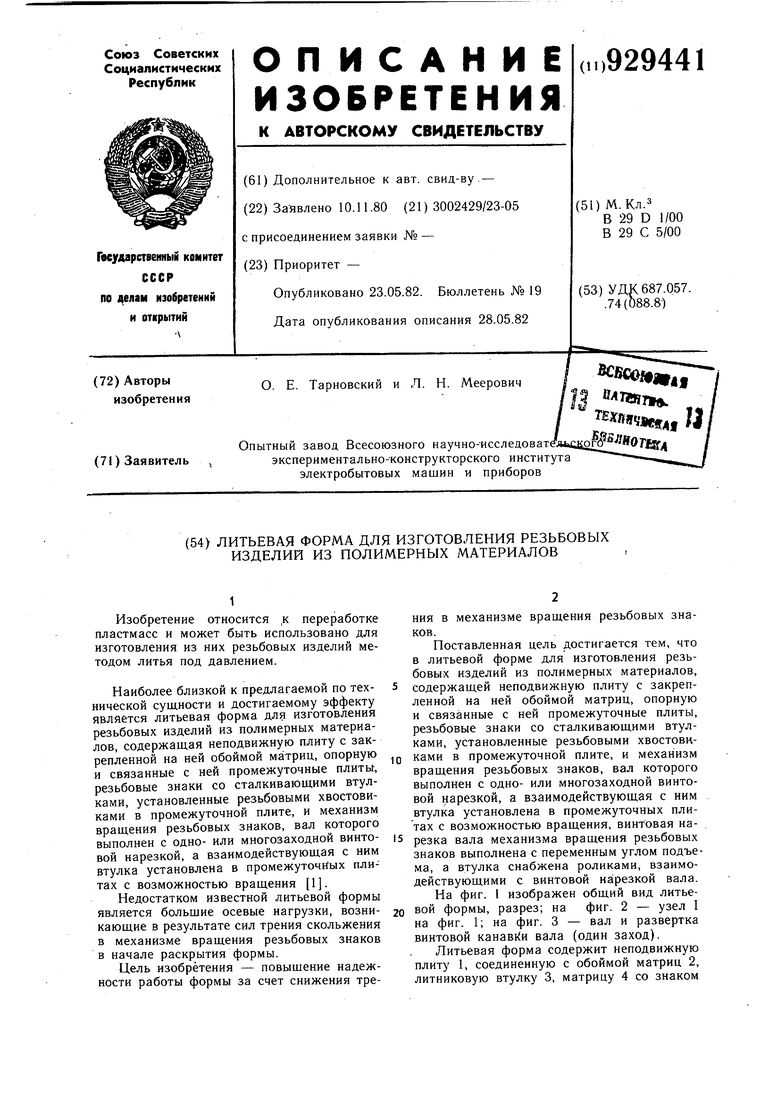
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |