(54) ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| Устройство для калибрования экструдируемых труб из пластмасс | 1974 |
|
SU965795A1 |
| Устройство для регулирования процесса экструзии полимерных материалов | 1980 |
|
SU929446A1 |
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1984 |
|
SU1224162A1 |
| Способ экструдирования полимерных материалов | 1986 |
|
SU1407823A1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХ ПРОДУКТОВ | 2003 |
|
RU2227783C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
| Устройство для регулирования процесса экструзии полимерных материалов | 1980 |
|
SU931476A1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153982C1 |
1
Изобретение относится к экструзионной переработке полимерных материалов в химической промышленности, в частности к переработке материалов с большим коэффициентом трения.
Известна экструзионная головка для полимерных материалов, содержашая корпус с формующим каналом, камеру смазки с входным трубопроводом для подачи смазки в формуюший канал экструзионной головки 1.
Недостатком известной экструзионной головки является отсутствие системы вторичного использования смазки.
Наиболее близким к предлагаемому пО: технической сущности и достигаемому результату является экструзионная головка для полимерных материалов, содержащая корпус с формующим ч калибрующим каналами, камеру смазки с входным и выходным трубопроводами и узел подачи смазки в формующий канал 2.
Недостатком данной головки является больщой расход смазки в связи с отсутствием системы вторичного использования смазки, что особенно важно при применении дефицитных и дорогостоящих смазок.
Цель изобретения - повышение экономичности экструзионной головки за счет вторичного использования отработанной смазки.
Поставленная цель достигается тем, что
5 экструзионная головка для полимерных материалов, содержащая корпус с формующим и калибрующим каналами, камеру смазки с входным и выходным трубопроводами . и узел подачи смазки в формующий канал,
,Q снабжена установленной на выходе калибрующего канала втулкой, выполненной с кольцевой внутренней проточкой и выходным отверстием и соединенным со втулкой трубопроводом для слива смазки, причем диаметр выходного отверстия втулки выбран превыщающим диаметр калибрующего канала экструзионной головки, а диаметр кольцевой внутренней проточки - превышающим диаметр выходного отверстия втулки.
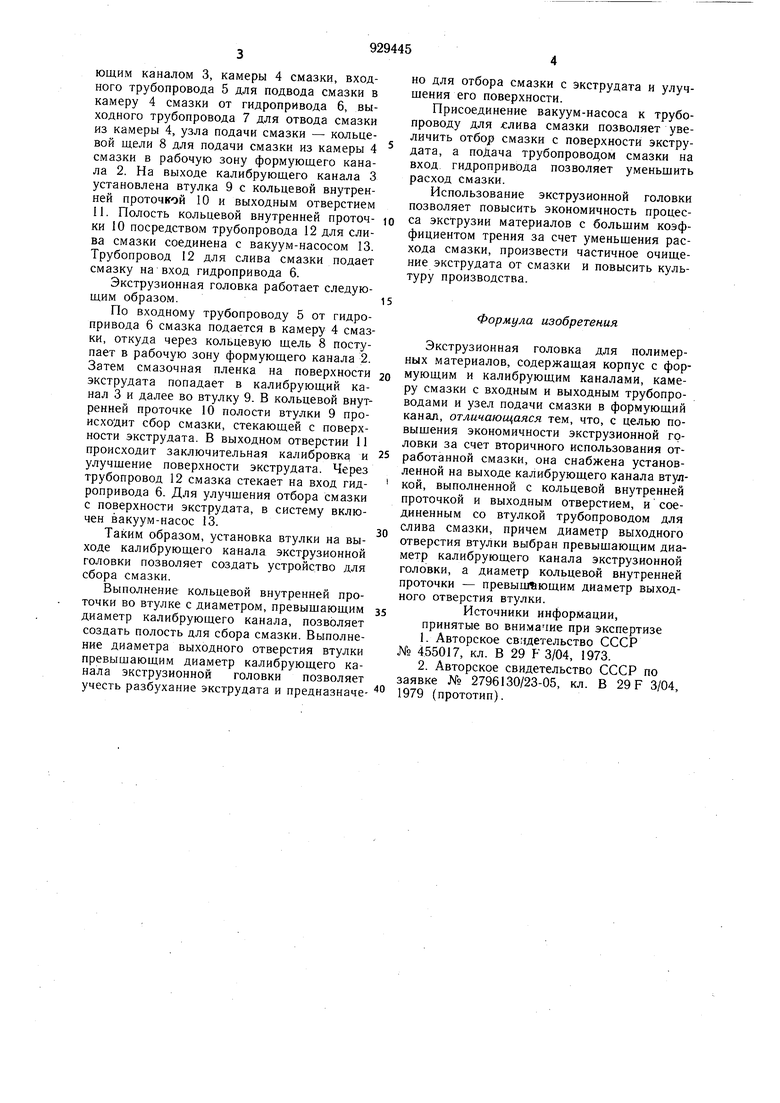
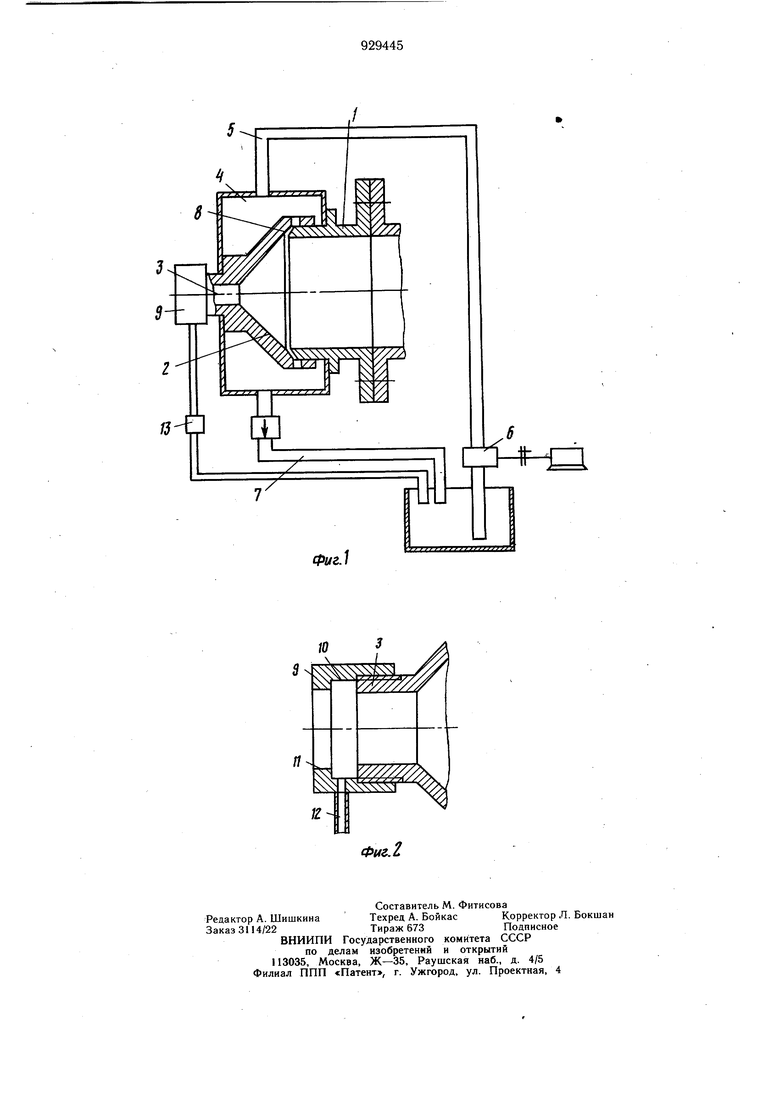
20 На фиг. 1 изображена экструзионная головка, общий вид; на фиг. 2 - втулка, установленная на, выходе калибрующего канала экструзионной головки.
Экструзионная головка состоит из корпуса 1 с формующим каналом 2 и калибрующим каналом 3, камеры 4 смазки, входного трубопровода 5 для подвода смазки в камеру 4 смазки от гидропривода 6, выходного трубопровода 7 для отвода смазки из камеры 4, узла подачи смазки - кольцевой щели 8 для подачи смазки из камеры 4 смазки в рабочую зону формующего канала 2. На выходе калибрующего канала 3 установлена втулка 9 с кольцевой внутренней проточкой 10 и выходным отверстием И. Полость кольцевой внутренней проточки 10 посредством трубопровода 12 для слива смазки соединена с вакуум-насосом 13. Трубопровод 12 для слива смазки подает смазку на вход гидропривода 6.
Экструзионная головка работает следующим образом.
По входному трубопроводу 5 от гидропривода 6 смазка подается в камеру 4 смазки, откуда через кольцевую щель 8 поступает в рабочую зону формующего канала 2. Затем смазочная пленка на поверхности экструдата попадает в калибрующий канал 3 и далее во втулку 9. В кольцевой внутренней проточке 10 полости втулки 9 происходит сбор смазки, стекающей с поверхности экструдата. В выходном отверстии И происходит заключительная калибровка и улучшение поверхности экструдата. Через трубопровод 12 смазка стекает на вход гидропривода 6. Для улучшения отбора смазки с поверхности экструдата, в систему включен вакуум-насос 13.
Таким образом, установка втулки на выходе калибрующего канала экструзионНой головки позволяет создать устройство для сбора смазки.
Выполнение кольцевой внутренней проточки во втулке с диаметром, превышающим диаметр калибрующего канала, позволяет создать полость для сбора смазки. Выполнение диаметра выходного отверстия втулки превышающим диаметр калибрующего канала экструзионной головки позволяет учесть разбухание экструдата и предназначе
но для отбора смазки с экструдата и улучшения его поверхности.
Присоединение вакуум-насоса к трубопроводу для «лива смазки позволяет увеличить отбор смазки с поверхности экструдата, а поДача трубопроводом смазки на вход гидропривода позволяет уменьшить расход смазки.
Использование экструзионной головки позволяет повысить экономичность процесса экструзии материалов с большим коэффициентом трения за счет уменьшения расхода смазки, произвести частичное очищение экструдата от смазки и повысить культуру производства.
Формула изобретения
Экструзионная головка для полимерных материалов, содержашая корпус с формующим и калибрующим каналами, камеру смазки с входным и выходным трубопроводами и узел подачи смазки в формующий канал, отличающаяся тем, что, с целью повыщения экономичности экструзионной головки за счет вторичного использования отработанной смазки, она снабжена установленной на выходе калибрующего канала втулкой, выполненной с кольцевой внутренней проточкой и выходным отверстием, и соединенным со втулкой трубопроводом для слива смазки, причем диаметр выходного отверстия втулки выбран превышающим диаметр калибрующего канала экструзионной головки, а диаметр кольцевой внутренней проточки - превышающим диаметр выходного отверстия втулки.
Источники информации,
принятые во внимание при экспертизе
