(54) УСТРОЙСТВО ДЛЯ ПРИКАТКИ К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН
1
Изобретение относится к шинной промышленности и предназначено для прикатки слоев металлокордного брекера и деталей протектора при сборке покрышек типа «Р.
Известно устройство для прикатки деталей покрышек пневматических шин, содержащее установленные на поворотных рычагах прикаточные ролики с приводными пневмоцилиндрами и три электромеханических привода. С помошью системы автоматики эти приводы в процессе прикатки ю позволяют перемешать прикаточные ролики по сложной траектории от центра покрышки к периферии 1.
Однако устройство сложно и при прикатке металлокордного брекера на сформованном каркасе наблюдается смещение нитей металлокорда кромками роликов ари перемещении их от центра покрыщки, .так как угол между плоскостью ролика и нитью брекера мал, что снижает качество сборки.
Наиболее близким к предлагаемому по 20 технической сущности и достигаемому результату является устройство, содержащее смонтированную на основании направляющую, установленную на последней каретку
с приводом ее осевого перемещения в виде винтовой пары и установленный на каретке копирный палец, поворотную опору со смонтированным на ней рычагом с прикаточным элементом, щарнирно связанный с рычагом силовой цилиндр, установленный на поворотной опоре, и копир с профильным пазом для взаимодействия с копирным пальцем 2
Однако при прикатке металлокордного брекера на сформованном каркасе этими устройствами наблюдается смещение нитей металлокорда кромками роликов при перемещении их от центра покрышки, так как угол между плоскостью ролика и нитью брекера мал. При этом один ролик смещает нити металлокорда от центра покрышки, увеличивая угол закроя, а другой - смещает нити корда к центру покрыщки, уменьшая угол закроя, что снижает качество сборки покрышек. Этот недостаток особенно проявляется при сборке больщегрузных покрышек типа «Р, имеющих большой калибр металлокордных нитей (3мм).
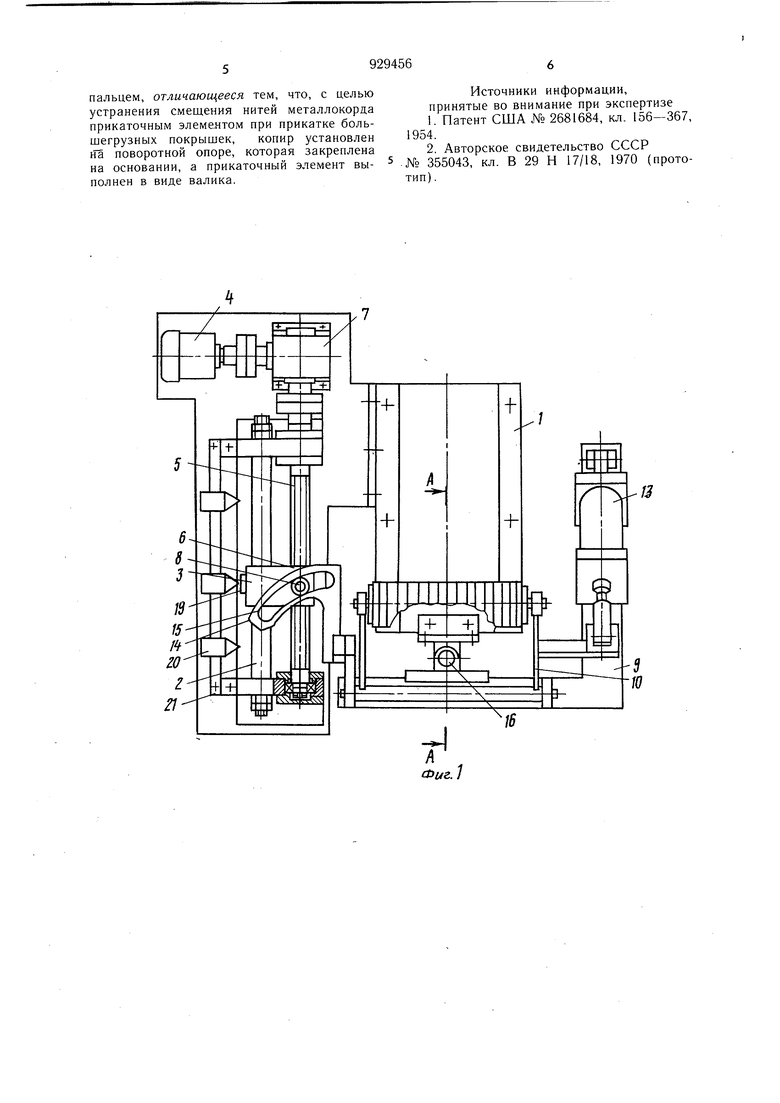
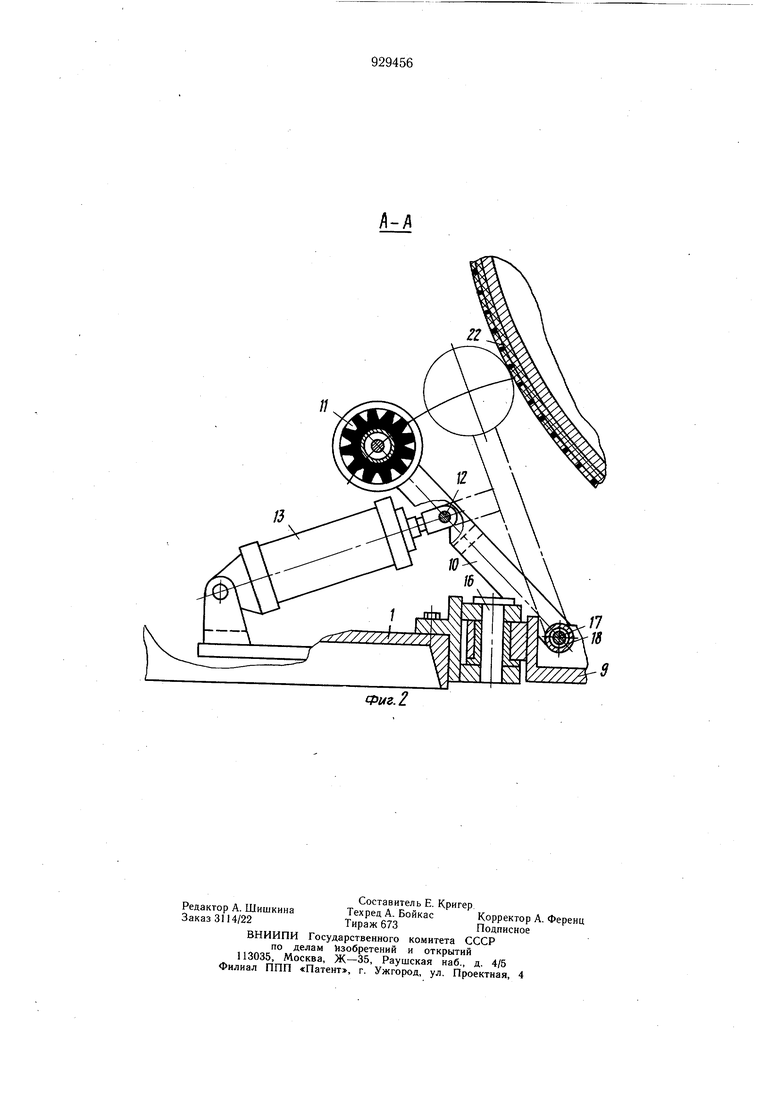
Цель изобретения - устранение смещения нитей металлокорда прикаточным элементом при прикатке большегрузных покрышек. Поставленная цель достигается тем, что в устройстве для прикатки к станку для сборки покрышек пневматических шин, содержашем смонтированную на основании направляющую, установленную на последней каретку с приводом ее осевого перемещения в виде винтовой пары и установленный на каретке копирный палец, поворотную опору со смонтированным на ней рычагом с прикаточным элементом, шарнирно связанный с рычагом силовой цилиндр, установленный на поворотной- опоре, и копир с профильным пазом для взаимодействия с копирным пальцем, копир установлен на поворотной опоре, которая закреплена на основании, а прикаточныи элемент выполнен в виде валика. На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит смонтированную на основании 1 направляющую 2, установленную на последней каретку 3 с приводом 4 ее осевого перемещения в виде ходового виНта 5, гайки 6, закрепленной на каретке 3, редуктора 7, связанного с ходовым винтом 5 и с приводом 4 в виде электродвигателя. На каретке 3 установлен копирный палец 8. Устройство содержит поворотную опору 9 со смонтированным на ней рычагом 10 с прикаточным элементом в виде валика 11. С рычагом 10 шарнирно связан посредCTBOIVI оси 12 шток силового цилиндра 13. Последний шарнирно установлен на поворотной опоре 9. На поворотной опоре 9 установлен копир 14 с профильным пазом 15 для взаимодействия с копирным пальцем 8. Поворотная опора 9 посредством оси 16 установлена на основании 1. Рычаг 10 с помощью оси 17 и подщипНИКОВ 18 установлен на поворотной опоре 9. Профиль паза 15 выбирают в соответствии с профилем покрышки или требуемым законом перемещения валика П. Валик 11 состоит из набора колец или шарикоподшипников, опирающихся на эластичные элементы, укрепленных с помощью подшипников и оси на рычаге 10. На каретке 3 установлен кулачок 19, взаимодействующий с конечными переключателями 20, установленными на раме 21. Устройство работает следующим образом. После наложения слоев металлокордного брекера на сформованный каркас 22 и на ограничительные барабаны станка, расположенные по обе стороны каркаса (не показаны), подают сжатый воздух в силовой цилиндр 13 так что рычаг Ю, поворачиваясь в подшипниках 18, перемещает прикаточныи валик 11 к вращающемуся каркасу 22. Происходит дублирование слоев орекера валиком 11 на цилиндрической поверхности, образованной сформованным каркасом и ограничительными барабанами. После отвода ограничительных барабанов от каркаса производят прикатку слоев брекера по профилю сформованного каркаса 22. Для этого одновременно с подачей сжатого воздуха в силовой цилиндр 13 и подводом валика 11 к каркасу 22 включают электродвигатель 4, который с помощью редуктора 7, ходового винта 5 и гайки 6 перемещает каретку 3 по направляющей 2, при этом копирный палец 8, взаимодействуя с профильным пазом 15, перемещает копир 14 и поворачивает жестко связанную с ним поворотную опору 9. Валик 11, поворачиваясь на ней, плавно прикатывает слои брекера по профилю сформованного каркаса от центра к краям. Подбирая соответствующую форму профильного паза 15 можно добиться качественной прикатки слоев металлокордного брекера и деталей протектора по всему профилю покрышки и особенно в наиболее ответственных местах, например на кромках брекера и протектора. Система автоматического управления прикаткой с помощью конечных выключателей 20 осуществляет поворот прикаточного валика сначала в одну сторону, а затем в другую. Прикатка деталей протектора осуществляется аналогичным образом. При этом плавно поворачивающийся валик осуществляет плавное уплотнение краев деталей протектора и брекера и исключает образование складок материала по их кромкам. По сравнению с известным предлагаемое устройство устраняет при прикатке смещение нитей металлокордного брекера, позволяет постепенно уплотнять кромки деталей брекера и протектора, предотвращая образование складок. Это улучшает качество собираемых покрыщек и увеличивает их ходимость. Вместе с тем конструкция позволяет автоматизировать процесс прикатки брекера и протектора. Формула изобретения Устройство для прикатки к станку для сборки покрышек пневматических шин, содержащее смонтированную на основании направляющую, установленную на последней каретку с приводом ее осевого перемещения в виде винтовой пары и установленный на каретке копирный палец, поворотную опору со смонтированным на ней рычагом с прикаточным элементом, щарнирно связанный с рычагом силовой цилиндр, установленный на поворотной опоре, и копир с профильным пазом для взаимодействия с копирным пальцем, отличающееся тем, что, с целью устранения смещения нитей металлокорда прикаточным элемелтом при прикатке большегрузных покрышек, копир установлен на поворотной опоре, которая закреплена на основании, а прикаточный элемент выполнен в виде валика. Источники информации, принятые во внимание при экспертизе 1.Патент США № 2681684, кл. 156-367, 1954. 2.Авторское свидетельство СССР № 355043, кл. В 29 Н 17/18, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прикатки к станкам для сборки покрышек | 1978 |
|
SU710826A2 |
| Устройство для прикатки деталей покрышки на сборочном барабане | 1985 |
|
SU1310244A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
| УСТРОЙСТВО для ПРИКАТКИ к СТАНКАМ ДЛЯ СБОРКИПОКРЫШЕК | 1972 |
|
SU355043A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС ПОКРЫШКИ | 1982 |
|
SU1078794A1 |
| Устройство для прикатки деталей покрышки на сборочном барабане | 1990 |
|
SU1703491A2 |
| Способ изготовления покрышекпНЕВМАТичЕСКиХ шиН | 1976 |
|
SU806462A1 |
| Прикаточное устройство к станку для сборки покрышек пневматических шин | 1980 |
|
SU899363A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU267056A1 |
па
//
Фиг.2
