1
Изобретение относится к оборудованию для сборки покрышек пневматических шин, в частности для сборки крупногабаритных покрышек радиальной конструкции.
Известен станок для сборки покрышек пневматических шин, содержащий смонтированный на приводном валу сборочный барабан в виде аксиально подвижных вдоль приводного вала фланцев с закрепленной на их торцах эластичной диафрагмой, линию подачи рабочей среды в эластичную диафрагму, концевые выключатели для контроля раздвига фланцев и взаимодействуюш,ий с ними профильный копир, подвижный вдоль приводного вала.
В известном станке скорость сведения фланцев и скорость подачи рабочей среды в эластичную диафрагму постоянны в процессе всего цикла формования. Это приводит к тому, что величина натяжения и скорость разрежения нитей корда в каркасе покрышек при увеличении диаметра каркаса в процессе формования получаются неодинаковыми н неконтролируемыми в течение всего цикла и зависят от размера и профиля покрышки. Этот недостаток особенно заметен при сборке крупногабарнтных покрышек радиальной конструкции и приводит к неравномерному но периметру распределению нитей корда в сформованном каркасе, что снижает качество сборки и
отрицательно сказывается на ходимости покрышек.
Целью изобретения является обеспечение равномерного распределения нитей корда в каркасе за счет регулированной подачи рабочей среды в эластичную диафрагму в зависимости от перемещения фланцев.
Это достигается за счет того, что на линии подачи рабочей среды в эластичную диафрагму установлен дроссель, взаимодействующий своим регулятором с профильным копиром.
Профильный копир смонтирован на гайке ходового винта, установленного параллельно приводному валу и связанного с ним посредством цепной передачи.
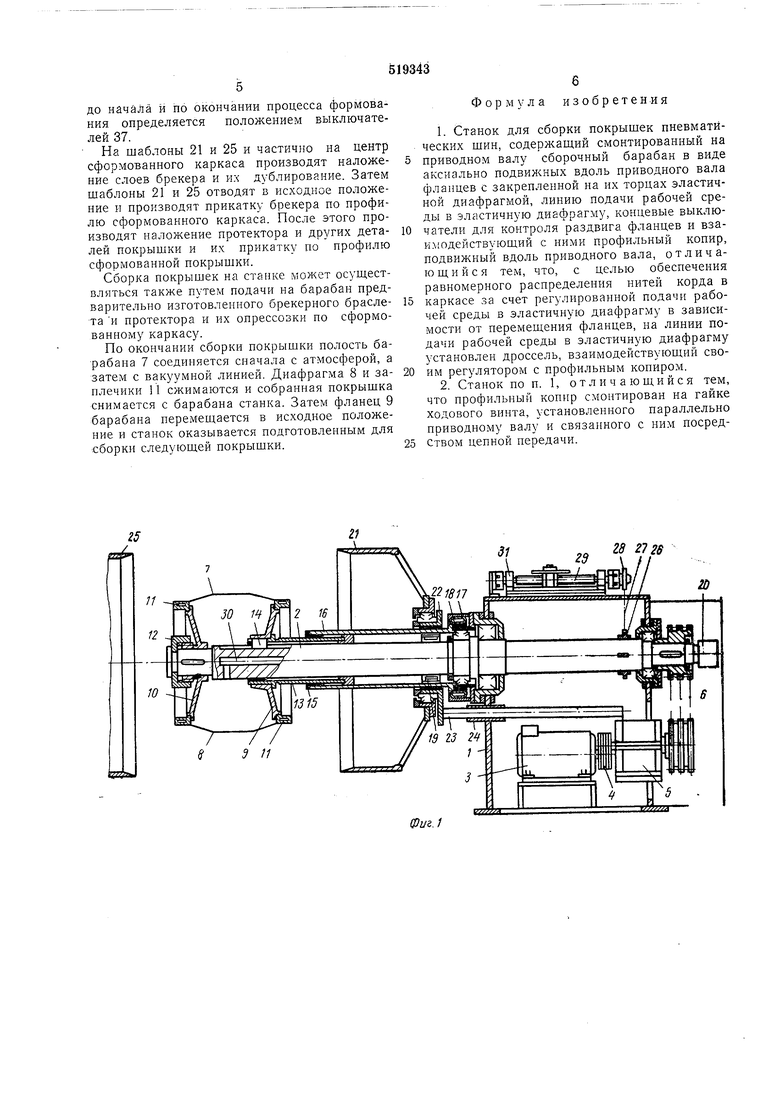
На фиг. 1 изображен общий вид предлагаемого станка в разрезе; на фиг. 2 - дроссель и профильный копир, вид сверху.
Станок содержит станину 1, на которой установлен полый вал 2, приводимый во вращение с помощью электродвигателя 3 через клиноременную передачу 4, редуктор 5 и цепную передачу 6, со смонтированным на нем сборочным барабаном 7. Сборочный барабан 7 выполнен в виде эластичной диафрагмы 8, закрепленной на правом фланце 9 н левом фланце 10. На фланцах установлены разжимные заплечики И, служащие для установки на барабане каркаса покрышкн. Левый фланец 10 жестко закреплен на приводном валу 2 с помощью шпонки. Для регулировки положения фланца 10 вдоль приводнЬго вала 2 он связан с последним посредством резьбовой гайки 12, установленной с возможностью вращения.
Правый фланец 9 укреплен на трубе 1-3, с помощью шпонки 14 связан с приводным валом 2 и может перемещаться вдоль последнего.
На наружной поверхности трубы 13 выполнена резьба. Труба 13 соединена гайкой 15 с тормозной трубой 16. На станине 1 закреплен тормоз 17, который взаимодействует со шкивом 18, укрепленным на тормозной трубе 16. Для предотвращения проворачивания тормозной трубы 16 относительно приводного вала 2 при вращении барабана 7 во время наложения деталей покрышки и их прикатки между валом 2 и тормозной трубой ) 6 установлен дополнительный тормоз 19. К приводному валу 2 крепится воздухоподводящая муфта 20. Шаблон 21, установленный на подшипниках на ступице 22, перемещается на тормозной трубе 16 от отдельного привода. Направляющая 23 перемещается во втулке 24 станины 1 и служит для предотвращения проворачивания ступицы 22 вместе с тормозной трубой 16. С левой стороны сборочного барабана 7 установлен левый шаблон 25.
На верхней стенке станины 1 параллельно приводному валу 2 установлен связанный с ним с помощью закрепленной на нем звездочки 26, цепной передачи 27 и звездочки 28 ходовой винт 29. В валу 2 выполнен канал 30 для подачи рабочей среды в эластичную диафрагму 8. Ходовой винт 29 посредством подшипников смонтирован на раме 31, установленной на станине 1. Звездочка 28 выполнена за одно целое с поводком электромагнитной фрикционной муфты 32. На другом конце ходового винта 29 установлен поводок электромагнитной тормозной муфты 33, которая предназначена для надежного затормаживания винта 29.
На последнем с возможностью перемещения установлена гайка-кулачок 34, на которой закреплен профильный копир 35. На раме 31 закреплены липейки 36, на которых установлены концевые выключатели 37, взаимодействующие с гайкой-кулачком 34. На линии подачи рабочей среды в эластичную диафрагму 8 установлен дроссель 38, взаимодействующий своим регулятором 39 с профильным копиром 35.
Станок работает следующим образом.
Собранный каркас покрышки устанавливается на фланцах 9 и 10 сборочного барабана 7, центрируется и закрепляется на разжимных заплечиках 11 барабана. Через воздухоподводящую муфту 20 и канал 30 в барабан 7 подается сжатый воздух.
В тормоз 17 также подается сжатый воздух, в результате чего тормозная труба 16 со щкивом 18 затормаживается, а из дополнительного тормоза 19 стравливается воздух. Включается электромагнитная муфта 32, а тормозная электромагнитная муфта 33 отключается. Затем включается электродвигатель 3 привода вала 2. Последний приводится во вращение при неподвижной тормозной трубе 16, происходит вывинчивание трубы 13 из гайки 15 и перемещение правого фланца 9 к левому фланцу 10. Эластичная диафрагма 8 раздувается и при сближении фланцев барабана 7 происходит формование каркаса покрышки.
С помощью цепной передачи 27 и электромагнитной муфты 32 винт 29 приводится во вращение и гайка-кулачок 34 с установленным на нем профильным копиром 35 перемещается
вдоль винта.
Так в процессе формования осуществляется кинематическая связь равномерно перемещающегося с помощью трубы 13 и гайки 15 фланца 9 с профильным копиром 35 через шпонку
14, вал 2, звездочку 26, цепную передачу 27, звездочку 28, электромагнитную муфту 32, винт 29 и гайку-кулачок 34.
Копир 35, воздействуя на регулятор 39 дросселя 38, изменяет скорость подачи сжатого воздуха в эластичную диафрагму 8 барабана 7, а следовательно, и скорость формования. При этом для определенного размера покрышки можно подобрать такой оптимальный профиль копира 35, что скорость разрежения
нитей в каркасе будет почти равномерной в течение всего процесса формования. В конце формования шаблоны 21 и 25 перемещают к барабану 7 и каркас касается их внутренней поверхности. Гайка-кулачок 34 нажимает на
выключатель 37, барабан 7 останавливается, воздух из тормоза 17 стравливается. Одновременно в дополнительный тормоз 19 подается сжатый воздух и тормозная труба 16 оказывается плотно соединенной с валом 2 станка
и вращается вместе с ним.
Муфта 32 отключает винт 29 от вала 2 станка, а муфта 33 затормаживает его. В дальнейшем расстояние между фланцами 9 и 10
барабана, а следовательно, и центр сформованного каркаса остаются в процессе сборки неизменными и соответствуют положению центров питающих, прикаточных и других устройств.
В процессе сборки при переходе на другой вид корда или на другой размер собираемых покрышек иногда возникает необходимость изменить расстояние между фланцами 9 и 10 барабана, сохрацяя на станке постоянным
центр сформованного каркаса. Для этого с помощью поворота резьбовой гайки 12 производят перемещение левого фланца 10 вдоль оси вала 2 и, следовательно, изменяют расстояние фланца от центра станка на второй
стадии сборки. Положение правого фланца 9
до начала и по окончании процесса формования определяется положением выключателей 37.
На шаблоны 21 и 25 и частично на центр сформованного каркаса производят наложение слоев брекера и их дублирование. Затем шаблоны 21 и 25 отводят в исходное положение и производят прикатку брекера по профилю сформованного каркаса. После этого производят наложение протектора и других деталей покрышки и их прикатку по профилю сформованной покрышки.
Сборка покрышек на станке может осуществляться также путем подачи на барабан предварительно изготовленного брекерного браслета и протектора и их опрессозки по сформованному каркасу.
По окончании сборки покрышки полость барабана 7 соединяется сначала с атмосферой, а затем с вакуумной линией. Диафрагма 8 и заплечики 11 сжимаются и собранная покрышка снимается с барабана станка. Затем фланец 9 барабана перемещается в исходное положение и станок оказывается подготовленным для сборки следующей покрышки.
Формула изобретения
1.Станок для сборки покрышек пневматических шин, содержащий смонтированный на приводном валу сборочный барабан в виде аксиально подвижных вдоль приводного вала фланцев с закрепленной на их торцах эластичной диафрагмой, линию подачи рабочей среды в эластичную диафрагму, концевые выключатели для контроля раздвига фланцев и взаимодействующий с ними профильный копир, подвижный вдоль приводного вала, отличающийся тем, что, с целью обеспечения равномерного распределения нитей корда в каркасе за счет регулированной подачи рабочей среды в эластичную диафрагму в зависимости от перемещения фланцев, на линии подачи рабочей среды в эластичную диафрагму установлен дроссель, взаимодействующий своим регулятором с профильным копиром.
2.Станок по п. 1, отличающийся тем, что профильный копир смонтирован на гайке ходового винта, установленного параллельно приводному валу и связанного с ним посредством цепной передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| Станок для сборки покрышек пневма-ТичЕСКиХ шиН | 1979 |
|
SU837897A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1980 |
|
SU899361A1 |
| Станок для сборки покрышек пневматических шин | 1976 |
|
SU735432A1 |
| Привод к станку для сборки покрышек пневматических шин | 1979 |
|
SU927548A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1980 |
|
SU925666A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1974 |
|
SU524706A2 |
| ПРИВОД К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2153418C1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1063625A1 |
29 2128 дi-n.
