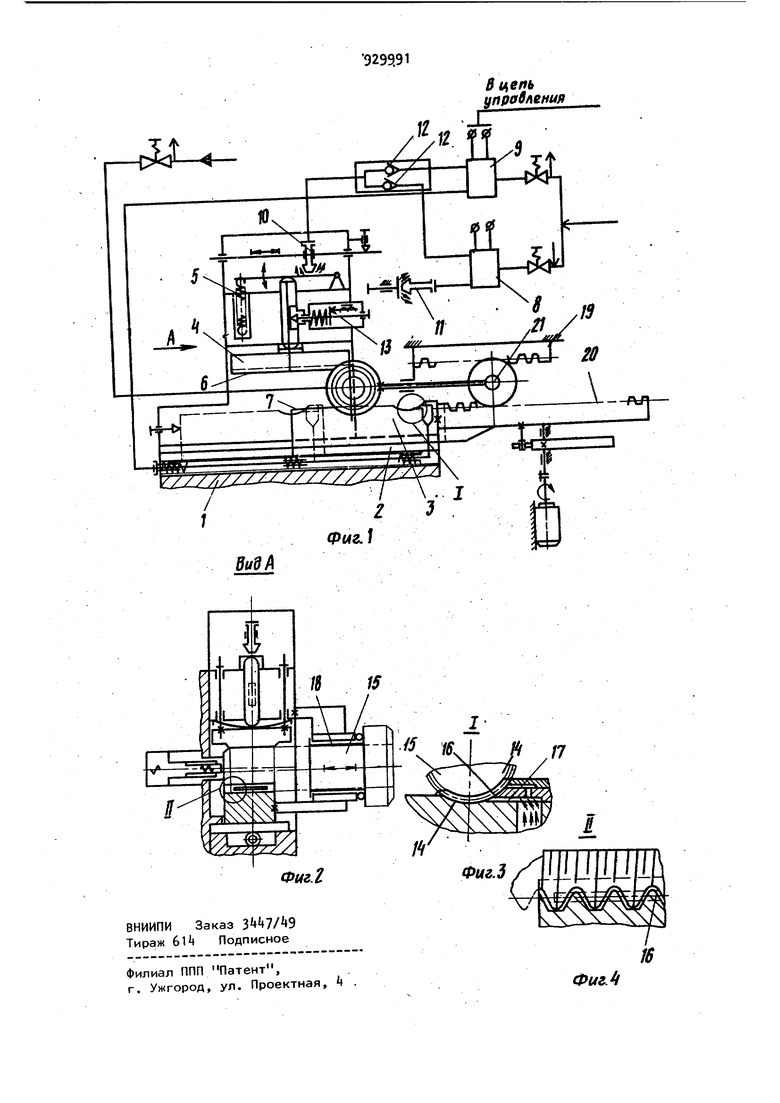
C5t) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ДИАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ ДЕТАЛЕЙ Изобретение относится к измерител ной технике, а именно к устройствам автоматического контроля параметров наружной цилиндрической резьбы. Известно устройство для автоматического контроля диаметров наружной резьбы деталей, содержащее основание каретку, базовую резьбовую гребенку, установленную на каретке, и измерительную резьбовую гребенку, расположенную на основании и подпружиненную в направлении к базовой, рабочие плоскости которых параллельны, и пневматический измеритель наружного диаметра резьбы tl. Однако устройство предназначено для контроля одного параметра pe3b6bt и имеет невысокую надежность контроля из-за возможного перекоса детали при измерении. Целью изобретения является повышение производительности контроля. Эта цель достигается тем, что устройство снабжено пневматическим измерителем среднего диаметра резьбы, связанным с измерителем наружного диаметра, и стопором для автоматического запоминания показаний измерителя наружного диаметра, а в базовой гребенке выполнена выемка для размещения контролируемой детали в конце хода гребенки и щель сопла измерителя среднего диаметра, расположенная в этой выемке параллельно рабочим плоскостям гребёнок Кроме того, устройство снабжено втулкой для ориентации контролируемой детали, расположенной на свободном конце детали и перемещаемой в направлении движения каретки со скоростью, вдвое меньшей скорости движения последней. На фиг. 1 изображена схема устройства; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. - узел II на фиг. 2. Устройство содержит основание 1, на котором помещена подвижная карет3. на 2 с,установленной на ней базовой резьбовой гребенкой 3-. На основании 1 расположена измерительная резьбова гребенка А, подпрухчиненная с помощью пружины 5 в направлении к базовой гребенке 3. Рабочие плоскости 6 и 7 гребенок параллельны между собой. На основании i размеще пневматичес кий измеритель 8 наружного диаметра резьбы и пневматический измеритель 9 среднего диаметра, связанный между собой пневматическими элементами 1t)-12o В цепь пневматического измерителя 8 наружного диаметра включен электромеханический стопор 13 для автоматического запоминания показаний измерителя 8. В базовой резьбовой гребенке 3 выполнена выемка I для размещения в ней контролируемой детали 15 в конце хода гребенки 3. В выемке 14, кроме того, расположена щель 16 сопла 17 измерителя 9 среднего диаметра. Щель 16 в выемке выполненэ параллельно рабочим плоскостям 6 и 7 гребенок 3 и i. Для ориентации контролируемой детали 15 устройство снабжено втулкой 18, расположенной на свободном конце детали 15. Втулка 18 связана с механизмом привода, состоящим из рейки 19, закрепленной жестко на ос новании 1, рейки 20, связанной с кареткой 2, и зубчатого колеса 21, находящегося в зацеплении с рейками Устройство работает следующим об разом. Контролируемую деталь 15 помещают резьбовым концом на базовой гребенке 3, а свободным KOHttoM во втулке 18„ Затем перемещают каретку 2 в направлении измерительной гребенки k. При этом втулка 18 перемещается вместе с деталью в направлении движения каретки 2 со скоростью, вдвое меньшей скорости движения последней. Деталь 15 прокатывают между гребенками 3 и l, осуществляя контроль наружного диаметра резьбы с помощью измерителя Если деталь признают браком, то карет ку 2 и втулку 18 вместе с деталью воз вращают в исходное положение и деталь 15 направляют в брак„ Если деталь признают годной, то результат контроля наружного диаметра автоматически заполняют с помощью стопора 13 для последующего сравнения с показаниями измерителя 9 среднего диаметра. 1 В конце хода каретки 2 контролируемая деталь 15 западает в выемку И на базовой гребенке 3. Включают измеритель 9 и производят контроль среднего диаметра резьбы. Результат контроля среднего диаметра определяют по сигналу рассогласования путем сравнения показаний измерителей 8 и 9, после чего производят разбраковку детали по среднему диаметру, Таким образом, изобретение позволяет повысить производительность измерения за счет контроля на одной позиции контроля двух параметров резьбы. Формула изобретения I.Устройство для автоматического контроля диаметров наружной резьбы деталей, содержащее.основание, каретку, базовую резьбовую гребенку, установленную на каретке, и измерительную резьбовую гребенку, расположенную на основании и подпружиненную в направлении к базовой, рабочие плоскости которых параллельны, и пневматический измеритель наружного диаметра резьбы, отличающееся тем,.что, с целью повышения производительности контроля, оно снабжено пневматическим измерителем среднего диаметра резьбы, связанным с измерителем наружного диаметра, и стопором для автоматического запоминания показаний измерителя наружного диаметра, а в базовой гребенке выполнена выемка для размещения контролируемой детали в конце хода гребенки и щель сопла измерителя среднего диаметра, расположенная в этой выемке параллельно рабочим плоскостям гребенок. 2« Устройство по п. 1, отличающееся тем, что, с целью повышения надежности контроля, оно снабжено втулкой для ориентации контролируемой детали, расположенной на свободном конце детали и перемещаемой в направлении движения каретки СО скоростью, вдвое меньшей скорости движения последней,, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №108863, кл. G 01 В ЗЛО, 7/1. 1955 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| Устройство для автоматического контроля диаметров наружных резьб | 1983 |
|
SU1173150A1 |
| Автомат для контроля наружной резьбы деталей | 1986 |
|
SU1395929A1 |
| Устройство для измерения взаимного положения диаметра конической резьбы | 1980 |
|
SU1085518A3 |
| Автомат для контроля резьбы деталей | 1990 |
|
SU1710987A1 |
| Устройство для контроля внутренней резьбы калибром | 1981 |
|
SU1060930A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2016372C1 |
| Прибор для контроля биения гладких поверхностей деталей относительно наружной резьбы | 1990 |
|
SU1796874A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛ$4 ЁЛОЧНЫХ ПАЗОВ | 1969 |
|
SU242409A1 |