Изобретение относится к измерительной технике, а именно к устройствам для автоматического контроля среднего диаметра наружной резьбы деталей ,
Целью изобретения является повыше- йие надежности контроля. Это достига- фтся тем, что резьбовая плашка, с по- йощью которой производят контроль ре- ;(ьбы детали, установлена на рычаге- наятнике, что уменьшает влияние зазо- в направляющих, по которым осуще- (;твлягот перемещение резьбовой плашки на результат контроля, I На чертеже представлен автомат для контроля наружной резьбы деталей общий вид.
1 Автомат содержит основание 1 с опорной плоскостью 2, установленные :черпендикулярно опорной плоскости 2 направляющие 3, расположенную на на- 1равляющих 3 каретку 4 с резьбовой /ташкой 5, привод 6 для перемещения каретки 4. лоток-питатель 7 для контролируемых деталей 8 и механизм 9 разбраковки, Д1ерпендикулярно опорной плоскости 2 установлена плита 10,, параллельно опорной плоскости 2 - плита 1 К На последней расположен регулируемые кронштейны 12 с общей осью 13, параллельной опорной плоскости 2, На оси 13 установлен рычаг- |маятник 14, помещенньш нижним концом IB опоре 15, закрепленной на плите 110, Опора 15 служит напранляющей для |рычага-маятника 14, повышающей его |жесткость в направлении, параллельном 1ОСИ 13, К нижнему концу рычага-маят- |ника 14 жестко закреплена вторая рез |бовая плашка 16, с которой взаимодей :ствует измеритель 17, имеющий шкальное устройство 18, предназначенное для установки первоначального положения резьбовой плашки 16, Рычаг-маятник 14 подпружинен упругим элементом 19.
Автомат работает следующим образом.
Когда каретка 4 с резьбовой плашкой 5 находится в верхнем положении, контролируемая деталь 8 скатывается из лотка-питателя 7 в положение между резьбовыми плашками 5 и 16 и удерживается между ними за счет действия
ВНИИ11И Заказ 2484/39
упругого элемента 19, При опускании каретки 4 с резьбовой плаи1кой 5 контролируемая деталь 8 своей резьбовой поверхностью прокатывается между плашками 5 и 16. В зависимости от размера резьбы детали 8 рычаг-маятник с резьбовой плашкой 16 отклоняется относительно резьбовой плашки 5 и воздействует на измеритель 17. Сигнал от измерителя 17 поступает на механизм 9 разбраковки, где детали 8 сор-. тируются на годные и брак.
Перед началом контроля деталей 8 на автомате, по резьбовому эталону, аналогичному деталям 8, производят настройку автомата. Настройка заключается в том, что между плашками 5 и 16 указанньи порядком прокатывают резьбовой эталон. За счет регулировки кронштейнов 12 устанавливают резьбовую плашку 16 параллельно резьбовой плашке 5 по показаниям шкального устройства 18. После установки параллельности резьбовых плашек 5 и 16 производят соответствующую настройку измерителя 17,,
Формула изобретения
Автомат для контроля наружной резьбы деталей, содержащий основание с опорной плоскостью, установленные перпендикулярно к опорной плоскости направляющие, расположенную на направляющих каретку с первой резьбовой плашкой, привод для перемещения каретки, верхнюю и боковую плиты, расположенные соо-тветственно параллельно и перпендикулярно к опорной гшос- . кости, лоток-питатель для контролируемых деталей, резьбовую плашку, расположенную параллельно первой, измеритель, связанный с второй, резьбовой плашкой, и механизм разбраковки, отличающийся тем, что, с целью повьщ1ения надежности контро-; ля, он снабжен расположенными на верхней плите регулируемыми кронштейнами с общей осью, параллельной опорной плоскости, рычагом-маятником, установленным на оси кронштейнов, и опорной для нижнего конца рычага-маятника, а вторая резьбовая плашка жестко закреплена на нижнем конце рычага-маят- ник а.
Тираж 680 Подписное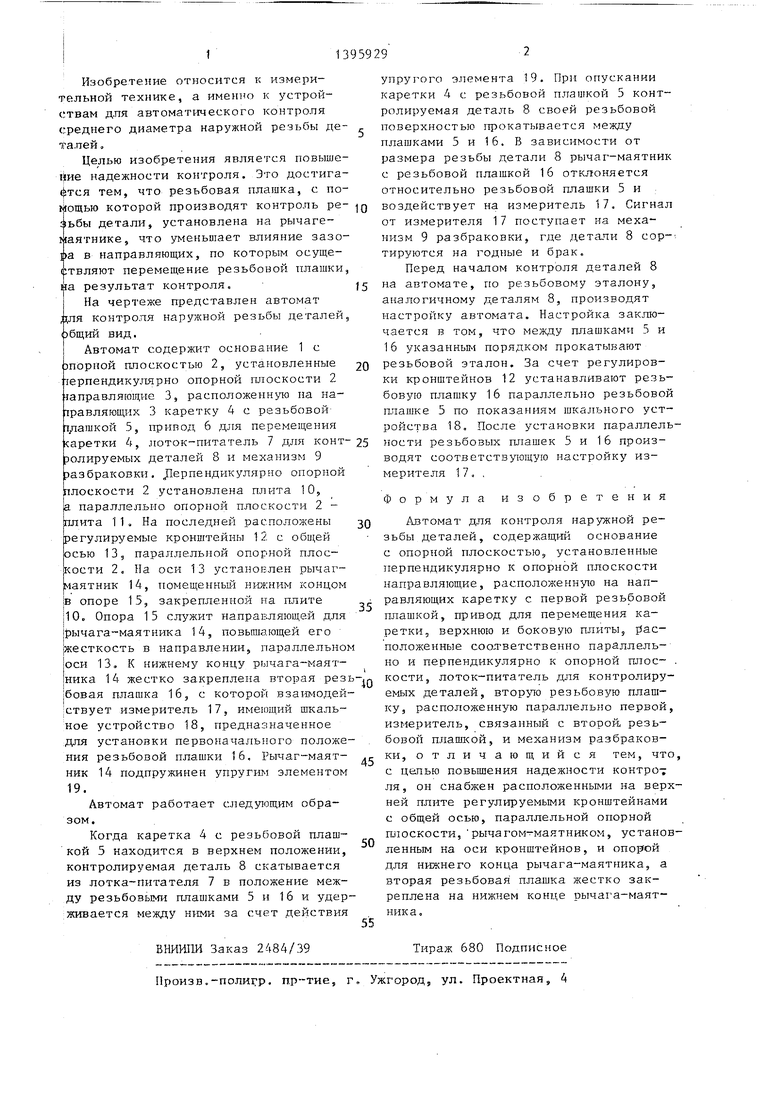
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля резьбы деталей | 1990 |
|
SU1710987A1 |
| Устройство для автоматического контроля диаметров наружной резьбы деталей | 1980 |
|
SU929991A1 |
| Устройство для контроля наружной резьбы деталей | 1989 |
|
SU1618989A1 |
| Автомат для контроля деталей с наружной резьбой резьбовыми полукольцами | 1984 |
|
SU1224543A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Устройство для контроля профиля фасонных поверхностей | 1985 |
|
SU1322075A1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение надежности контроля. Это достигается тем, что резьбовую плашку 16, с помощью которой производят контроль резьбы деталей 8 закрепляют на рычаге-маятнике 14, что уменьшает влияние зазора в направляющих, предназначенных для перемещения резьбовой плашки, на результат контроля. Контроль резьбы деталей производят за счет прокатывания деталей между двумя резьбовыми плашками 5 и 16. Плашка 5 закреплена на движущейся поступательно каретке 4, а плашка 16 - на рычаге-маятнике 14. По сигналу измерителя 17, взаимодействующего с рычагом-маятником, производят разбраковку деталей на годные и брак. Перед началом контроля по резьбовому эталону, прокатываемому между плашками 5 и 16, устанавливают плашки параллельно друг другу за счет регулировки кронштейнов 12, на которых закреплен рычаг-маятник 14. 1 ил. а с (Л со СП 
| Рабинович А.Н | |||
| Приборы и системы автоматического контроля размеров деталей машин | |||
| Киев, 1970, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Счетная таблица | 1919 |
|
SU104A1 |
