1
Изобретение относится к технологии производства радиоаппаратуры и технологии производства полупроводниковых приборов.
Известно устройство для рихтовки выводов полупроводниковых приборов, выполненное в виде клинообразной щели, образованной боковыми стенками паза накопителя, ширина которых возрастает по ходу движения приборов на величину не меньшую длины выводов 1.
Перемещение полупроводниковых приборов в таком устройстве осуществляется по криволинейной направляющей при помощи роликов, при этом имеется возможность деформации корпуса прибора, значительное число перегибов выводов в зоне спая (изолятора) приводит к их надлому-скрытому дефекту. При произвольной деформации выводов невозможно получить прямолинейность их образующей поверхности, а также определенное положение выводов, например, относительно базового вывода, для подключения измерительного устройства.
Наиболее близким техническим решением является устройство для рихтовки и обрезки выводов полупроводниковых приборов, механизм подачи приборов и соединенные с приводом пуансон, матрицу с заходными и калибрующими поверхностями и отрезной нож 2.
Однако известное устройство не обеспечивает высокой производительности и ка5 чества рихтовки выводов.
Цель изобретения - повышение произйодительности и качества рихтовки.
Эта цель достигается тем, что устройство
.- для рихтовки и обрезки выводов полупроводниковых приборов, содержащее корпус с гнездом для полупроводниковых приборов, механизм подачи приборов и соединенные с приводом пуансон, матрицу с заходными и калибрующими поверхностями и отрезной
15 нож, снабжено буферной пластиной, установленной на отрезном ноже над пуансоном впереди его рабочих поверхностей, причем линии сопряжения заходных поверхностей центрального паза матрицы с поверхностями калибрующих участков расположены за линиями сопряжений заходных, поверхностей крайних пазов матриц со стороны ножа. Кроме того, пуансон и матрица или отдельньш их участки выполнены, например, из диэлектрического материала.
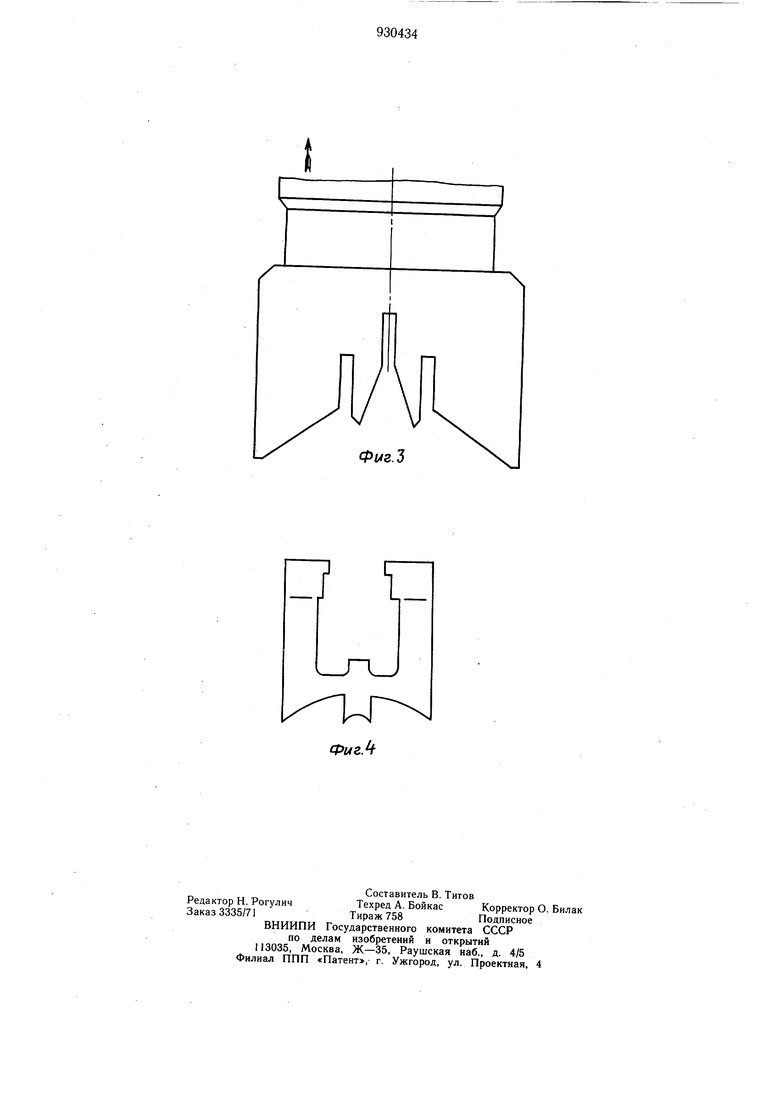
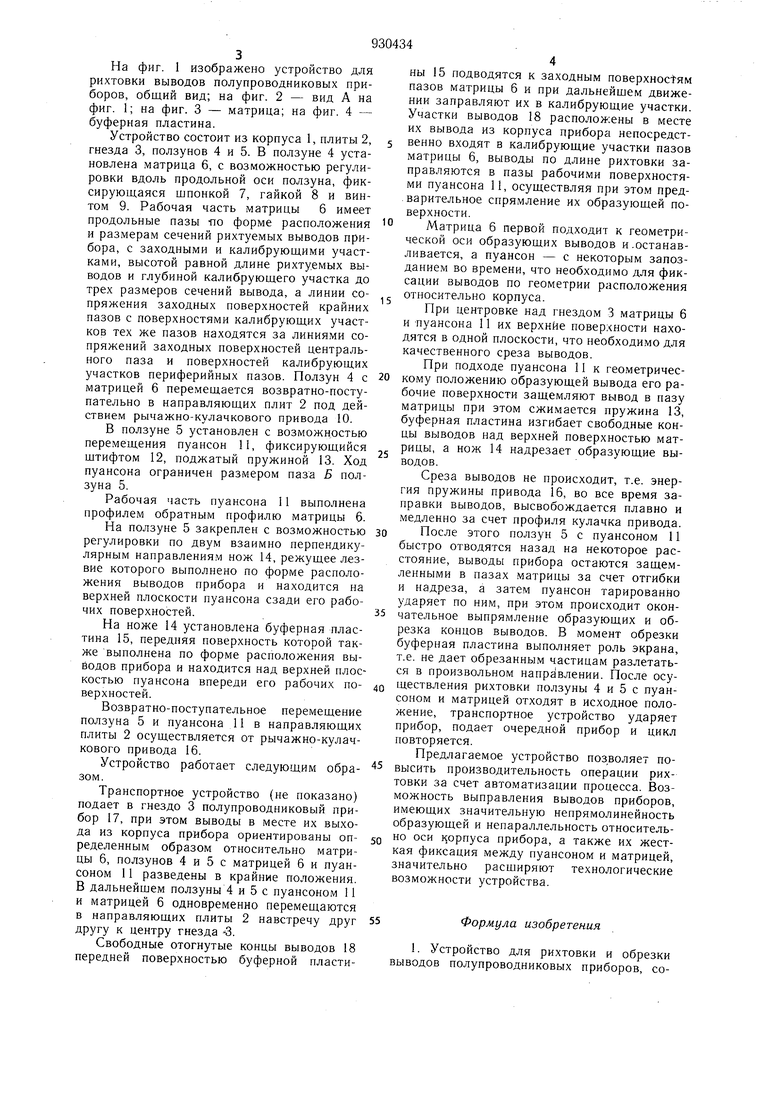
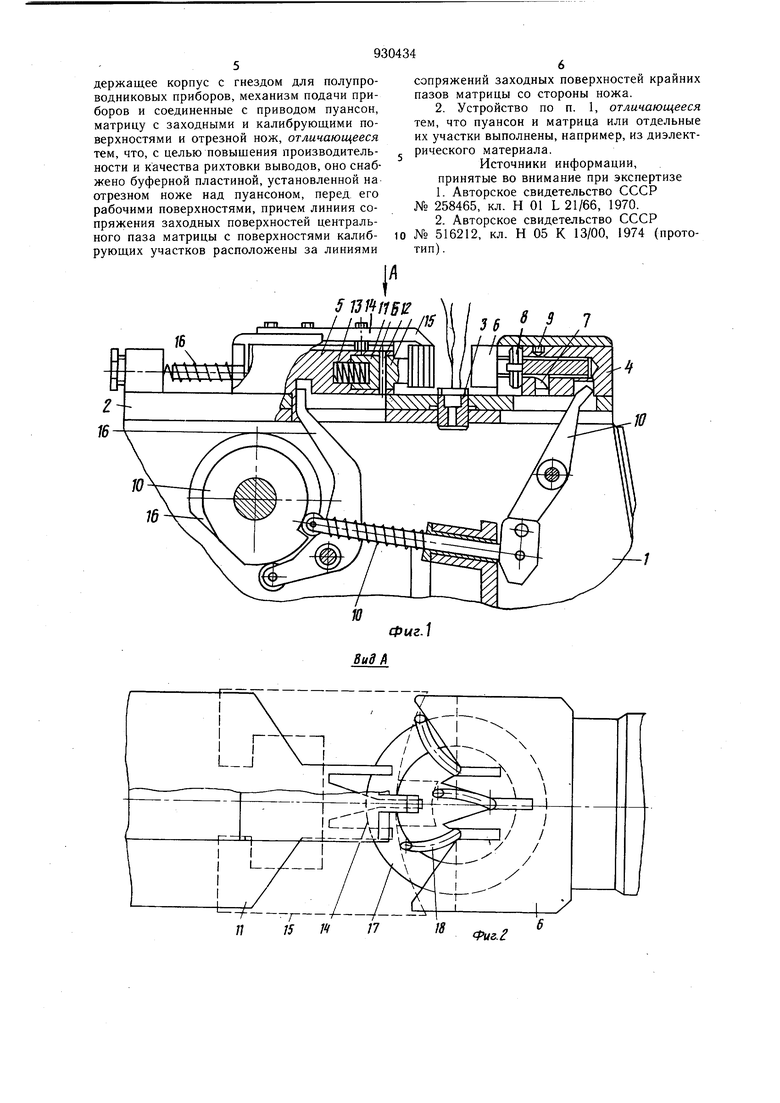
На фиг. 1 изображено устройство для рихтовки выводов полупроводниковых приборов, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - матрица; на фиг. 4 - буферная пластина.
Устройство состоит из корпуса 1, плиты 2, гнезда 3, ползунов 4 и 5. В ползуне 4 установлена матрица 6, с возможностью регулировки вдоль продольной оси ползуна, фиксирующаяся щпонкой 7, гайкой 8 и винтом 9. Рабочая часть матрицы 6 имеет продольные пазы -по форме расположения и размерам сечений рихтуемых выводов прибора, с заходными и калибрующими участками, высотой равной длине рихтуемых выводов и глубиной калибрующего участка до трех размеров сечений вывода, а линии сопряжения заходных поверхностей крайних пазов с поверхностями калибрующих участков тех же пазов находятся за линиями сопряжений заходных поверхностей центрального паза и поверхностей калибрующих участков периферийных пазов. Ползун 4 с матрицей 6 перемещается возвратно-поступательно в направляющих плит 2 под действием рычажно-кулачкового привода 10.
В ползуне 5 установлен с возможностью перемещения пуансон 11, фиксирующийся щтифтом 12, поджатый пружиной 13. Ход пуансона ограничен размером паза Б ползуна 5.
Рабочая часть пуансона 11 выполнена профилем обратным профилю матрицы б.
На ползуне 5 закреплен с возможностью регулировки по двум взаимно перпендикулярным направлениям нож 14, режущее лезвие которого выполнено по форме расположения выводов прибора и находится на верхней плоскости пуансона сзади его рабочих поверхностей.,
На ноже 14 установлена буферная пластина 15, передняя поверхность которой также выполнена по форме расположения выводов прибора и находится над верхней плоскостью пуансона впереди его рабочих поверхностей.
Возвратно-поступательное перемещение ползуна 5 и пуансона 11 в направляющих плиты 2 осуществляется от рычажно-кулачкового привода 16.
Устройство работает следующим образом.
Транспортное устройство (не показано) подает в гнездо 3 полупроводниковый прибор 17, при этом выводы в месте их выхода из корпуса прибора ориентированы определенным образом относительно матрицы 6, ползунов 4 и 5 с матрицей 6 и пуансоном 11 разведены в крайние положения. В дальнейщем ползуны 4 и 5 с пуансоном 11 и матрицей 6 одновременно перемещаются в направляющих плиты 2 навстречу друг другу к центру гнезда 3.
Свободные отогнутые концы выводов 18 передней поверхностью буферной пластины 15 подводятся к заходным пoвepxнoctям пазов матрицы 6 и при дальнейщем движении заправляют их в калибрующие участки. Участки выводов 18 расположены в месте их вывода из корпуса прибора непосредственно входят в калибрующие участки пазов матрицы 6, выводы по длине рихтовки заправляются в пазы рабочими поверхностями пуансона 11, осуществляя при этом предварительное спря.мление их образующей поверхности.
Матрица 6 первой подходит к геометрической оси образующих выводов и.останавливается, а пуансон - с некоторым запозданием во времени, что необходимо для фиксации выводов по геометрии расположения относительно корпуса.
При центровке над гнездом 3 матрицы 6 и -пуансона 11 их верхние поверхности находятся в одной плоскости, что необходимо для качественного среза выводов.
При подходе пуансона 11 к гео.метрическому положению образующей вывода его рабочие поверхности защемляют вывод в пазу матрицы при этом сжимается пружина 13, буферная пластина изгибает свободные концы выводов над верхней поверхностью матрицы, а нож 14 надрезает образующие выводов.
Среза выводов не происходит, т.е. энергия пружины привода 16, во все время заправки выводов, высвобождается плавно и медленно за счет профиля кулачка привода.
После этого ползун 5 с пуансоном 11 быстро отводятся назад на некоторое расстояние, выводы прибора остаются защемленными в пазах матрицы за счет отгибки и надреза, а затем пуансон тарированно ударяет по ним, при этом происходит окончательное выпрямление образующих и обрезка концов выводов. В момент обрезки буферная пластина выполняет роль экрана, т.е. не дает обрезанным частицам разлетаться в произвольном направлении. После осуществления рихтовки ползуны 4 и 5 с пуансоном и матрицей отходят в исходное положение, транспортное устройство ударяет прибор, подает очередной прибор и цикл повторяется.
Предлагаемое устройство поз,воляет повысить производительность операции рихтовки за счет автоматизации процесса. Возможность выправления выводов приборов, имеющих значительную непрямолинейность образующей и непараллельность относительно оси корпуса прибора, а также их жесткая фиксация между пуансоном и матрицей, значительно расщиряют технологические возможности устройства.
Формула изобретения
1. Устройство для рихтовки и обрезки выводов полупроводниковых приборов, содержащее корпус с гнездом для полупроводниковых приборов, механизм подачи приборов и соединенные с приводом пуансон, матрицу с заходными и калибрующими поверхностями и отрезной нож, отличающееся тем, что, с целью повышения производительности и качества рихтовки выводов, оно снабжено буферной пластиной, установленной на отрезном ноже над пуансоном, перед его рабочими поверхностями, причем линиия сопряжения заходных поверхностей центрального паза матрицы с поверхностями калибрующих участков расположены за линиями
сопряжений заходных поверхностей крайних пазов матрицы со стороны ножа.
2. Устройство по п. 1, отличающееся тем, что пуансон и матрица или отдельные их участки выполнены, например, из диэлектрического материала.
Источники информации, принятые во внимание при экспертизе
1Авторское свидетельство СССР № 258465, кл. Н 01 L 21/66, 1970.
2Авторское свидетельство СССР
№ 516212, кл. Н 05 К 13/00, 1974 (прототип).
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рихтовки выводов радиоэлементов | 1983 |
|
SU1185665A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1982 |
|
SU1075454A1 |
| Инструментальный блок к штампам для изготовления изделий типа стакана | 1990 |
|
SU1770006A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1977 |
|
SU661879A1 |
| Устройство для рихтовки выводов радиоэлементов | 1983 |
|
SU1166356A1 |
| УСТРОЙСТВО для подготовки выводов | 1967 |
|
SU196137A1 |
| Устройство для монтажа радиоэлементов на печатных платах | 1985 |
|
SU1363545A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |