Для производства асфальтовых плиток смешивают при определенной температуре асбест, битум, кумароновую смолу в лопастных мешалках и в смесительных вальцах до получения однородной пластичной Maccfj. После смешения бесформенная масса каландрируется в ленты (листы) толш,иной 4-6 лиг, затем охлаждается и при определенной температурс поступает под вырубной пресс, где из нее высекаются (штампуются) плитки определенных размеров.
Из кала1 дра асбесто-асфальтовая лента выходит с равномерной скоростью. Вырубной пресс (обычно эксцентриковый) работает периодически; поэтому необходим промежуточный агрегат, который принимал бы равномерно движуш,уюся ленту определенной длины от транспортера после каландра и прерывистым движением подавал ее под вырубной пресс. Для этой цели между транспортером и прессом устанавливают ускорительный питающий рольганг.
Недостатком такой схемы является значительная длина ускорнтельного рольганга и питающего стола, что ведет к увеличению площади помещеимя и объема здания. Кроме того, для ускорительного рольганга и для питающего стола необходимы отдельные приводные и переключающие механизмы и т. д.
Описываемый рольганг прерывистой подачи асбесто-асфальтовой ленты, выходяшей из калаидра, под вырубной пресс для приготовления асфальтовых илнток характеризуется тем, что ось каждого его ролика снабжена двумя свободно вращающимися звездочками с расположенной между ннми муфтой. Одна звездочка связана постоянной передачей с транспортером, а вторая - с вырубным прессом. Муфты периодически приводятся в зацепление то с одной, то с другой звездочкой, и поэтому отдельные ролики рольганга получают то равн01мерное, то прерывистое вращение. Таким образом, рольганг принимает разномерно движущуюся ленту онределенной длины с транспортера от каландра и подает ее прерывистым движением под высечной пресс.
Для периодического сцепления муфт со звездочками применены электромагниты, которые управляются автоматически фотоэлементами, установленными на пути следования ленты по рольгангу.
Такой рольгаиг позволяет уменьшить длину устройства питания высечного пресса.
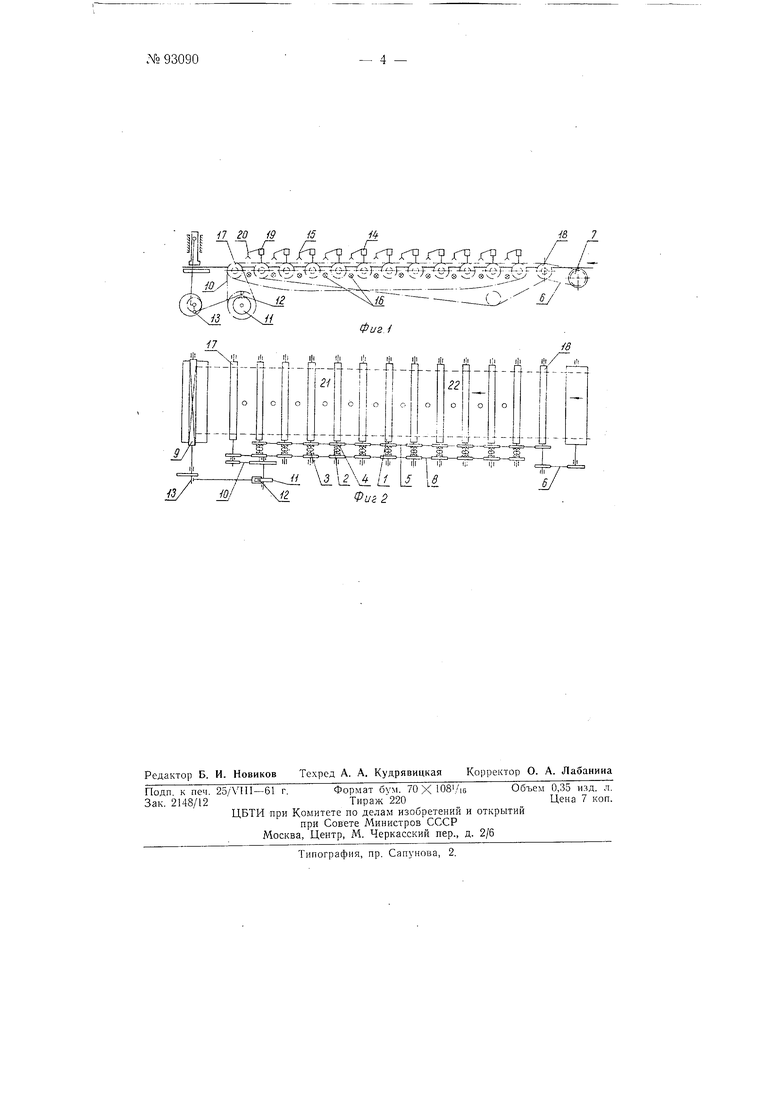
На фиг. 1 изображена кинематическая схема рольганга в вертикальной проекции; фиг. 2 - тоже кинематическая схема рольганга в плане.
Каждый ролик / рольганга несет на одном конце своей оси кулачковую муфту 2 и две расположенные по обе стороны муфты свободно вращающиеся звездочки 3 и 4. Ступицы каждой звездочки имеют кулачки для зацепления с муфтой 2. Все звездочки 4 приводятся в движение общей цепью 5 через цеппую передачу 6 от приводного барабана транспортера 7 и, следовательно, вращаются с одинаковой скоростью; окружная скорость роликов равна скорости ленты транспортера. Звездочки 3 приводятся в движение цепью 8.
Ближайшая к прессу 9 звездочка 3 связала со второй звездочкой, которая получает вращение от цепи JO, перекинутой на третью звездочку, сидящую на одном валу с храповиком /У. Собачка J2 последнего жестко сидит на кривошипе, укрепленном с переменным радиусом на эксцентриковом валу 13 вырубного пресса 9. При движении траверсы (со штампом) пресса вниз собачка 12 храпового механизма движется вправо (холостой ход). Храповик }1, а следовательно цепь 10 и звездочки 3 остаются неподвижными. В это время происходит высечка плиток на прессе. При движепии штампа пресса вверх собачка 12 получает рабочий ход влево и приводит во вращение всю систему, включая звездочки 3. Передача от храповика к звездочкам рассчитывается так, чтобы за один оборот эксцентрикового вала пресса обеспечить подачу асбесто-асфальтовой ленты на длину, необходимую для высечки одного ряда плиток.
Регулировка хода подачи в зависимости от требуемого размера плиток осуществляется путем изменения радиуса кривошипа храпового механизма.
Переключение кулачковых муфт 2 осуществляется электромагнитами 14. Электромагниты включаются от фотоэлементов 15. Каждый фотоэлемент имеет осветительную лампу 16.
При включепных электромагнитах 14 кулачковые муфты 2 находятся в зацеплении со звездочками 4. При выключенных электромагнитах 14 кулачковые муфты 2 входят в сцепление со звездочками 3.
Первый от пресса ролик 17 приводится во вращение только от вала пресса и всегда имеет только прерывистое движение.
Первый от транспортера ролик 18 приводится во вращение только от транспортера и всегда вращается с равномерной окружной скоростью, равной скорости ленты транспортера.
Электрическая система включения и выключения электромагнитов осуществлена таким образом, что до тех пор, пока не включен последний электромагнит 19, не могут включиться все остальные электромагниты 14. Включение же электромагиитов осуществляется от фотоэлементов 15 при освещении лампочкой 16.
Работа рольганга происходит следующим образом. До поступления асбесто-асфальтовой ленты .на рольгаиг все фотоэлементы 15 освещены, электромагниты 14 выключены, кулачковые муфты 2 находятся в зацеплении со звездочками 4. Все ролики / вращаются равномерно с определенной скоростью, равной скорости ленты транспортера 7. .При поступлении асбесто-асфальтовой ленты на рольганг фотоэлементы 15 затемниются, электромагниты М подготовлены для включення. При подходе ленты к последнему по пути фотоэлементу 20 и при его затемнении срабатывает соответствующий электромагнит п одновременно с ним срабатывают все остальные магниты. Все кулачковые муфты 2 входят в зацепление со звездочками 3, и ролики / получают прерывистое вращение с приводом от пресса. Асбесто-асфальтовая лепта прерывистым движением подается в пресс под вырубку.
Длина куска асбесто-асфальтовой ленты должна равняться пли быть меньще длииы рольганга. Это достигается пли питанием каландра определенными иорциями асбесто-асфальтовой массы, или установкой ножа для разрезания ленты на куски.
При прохождении задпего конца ленты по рольгангу фотоэлементы 15 последовательно освещаются, включая соответствующие электромагниты, при этом кулачковые муфты 2 входят в зацепление со звездочками 4 и ролики опять пачипают вращаться с постояпной скоростью с приводом от транспортера.
На фиг. 2 показано положение, когда одна асбесто-асфальтовая лента 21 частично прощла через вырубной пресс и находится на рольганге, а задняя лента 22 сходит с транспортера на рольганг. В таком положении первые пять электромагнитов от транспортера и соответствующие им ролики выключены, остальные электромагниты включены, кулачковые муфты находятся в зацеплении со звездочками 3, ролики, соответствующие этим электромагнитам, имеют прерывистое вращение. Лента 21 прерывистым движением подается в вырубной пресс.
Предмет изобретен и я
1.Рольганг для прерывистой подачи под вырубной пресс ленты, поступающей с транспортера с равномерной скоростью в виде отрезков (полос), отличающийся тем, что для возможности сообщения отдельным роликам равномерного или прерывистого вращения ось каждого ролика снабжена двумя свободно вращающимися звездочками и помещенной между ними муфтой, периодическп приводимой в зацепление с той или другой из звездочек, одна из которых связана постоянной передачей с транспортером, а вторая - с npeccOiM.
2.В рольганге по п. 1 для периодического введения муфт в зацепление со звездочками применение электромагнитов, управляемых автоматически с помощью фотоэлементов, установленных на пути следования ленты по рольгангу.
- 3 -: 93090
т i Д
/S 7
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| АВТОМАТИЧЕСКИЙ НАКАТ ДЛЯ РУЛОННЫХ МАТЕРИАЛОВ | 1972 |
|
SU324753A1 |
| Гидравлический пресс для вырубки деталей обуви из ленты | 1975 |
|
SU558046A1 |
| Станок для резки кирпича и блоков | 1950 |
|
SU92241A1 |
| Транспортирующее устройство для передачи, например, книжных блоков, в полиграфическом производстве | 1957 |
|
SU114516A1 |
| Валковая автоматическая подача листового материала в прессах | 1931 |
|
SU27929A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Устройство для передачи заготовок из штампа в носители конвейера | 1972 |
|
SU492334A1 |
| АВТОМАТ ДЛЯ СЧЕТА И УПАКОВКИ ЛИСТОВЫХ МАТЕРИАЛОВ, НАПРИМЕР МИПЛАСТОВЫХ СЕПАРАТОРОВ | 1964 |
|
SU166233A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ НАПЛАСТОВАНИЯ | 1969 |
|
SU250704A1 |