Известно, что завертывание баланснрующпх винтов в часовой баланс осуществлялось с помощью ручного патрона, причем каждый винт завертывался в отдельности, что замедляло процесс сборки часов.
Для устранения указанного недостатка в предлагаемом станке предусмотрено одновременное завертывапие в обод баланса всех винтов с помощью двух шпинделей, вращающихся в противоположньге стороны, и дискового кондуктора для направ.гения винтов к гнездам баланса.
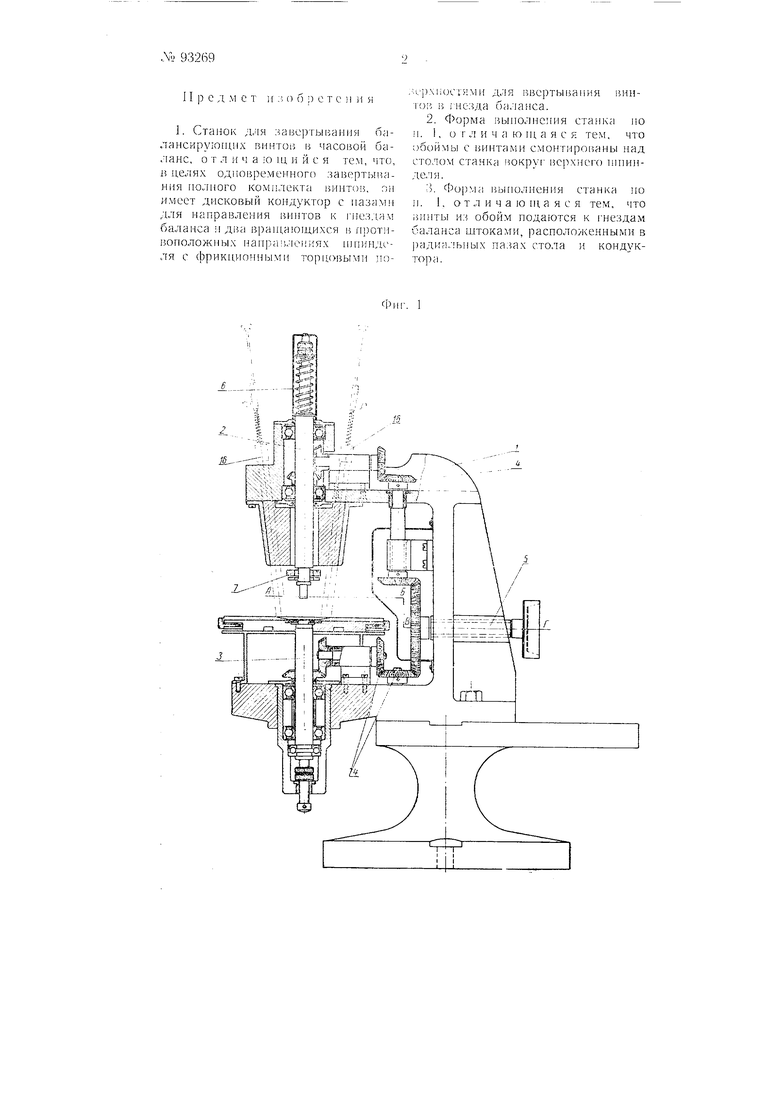
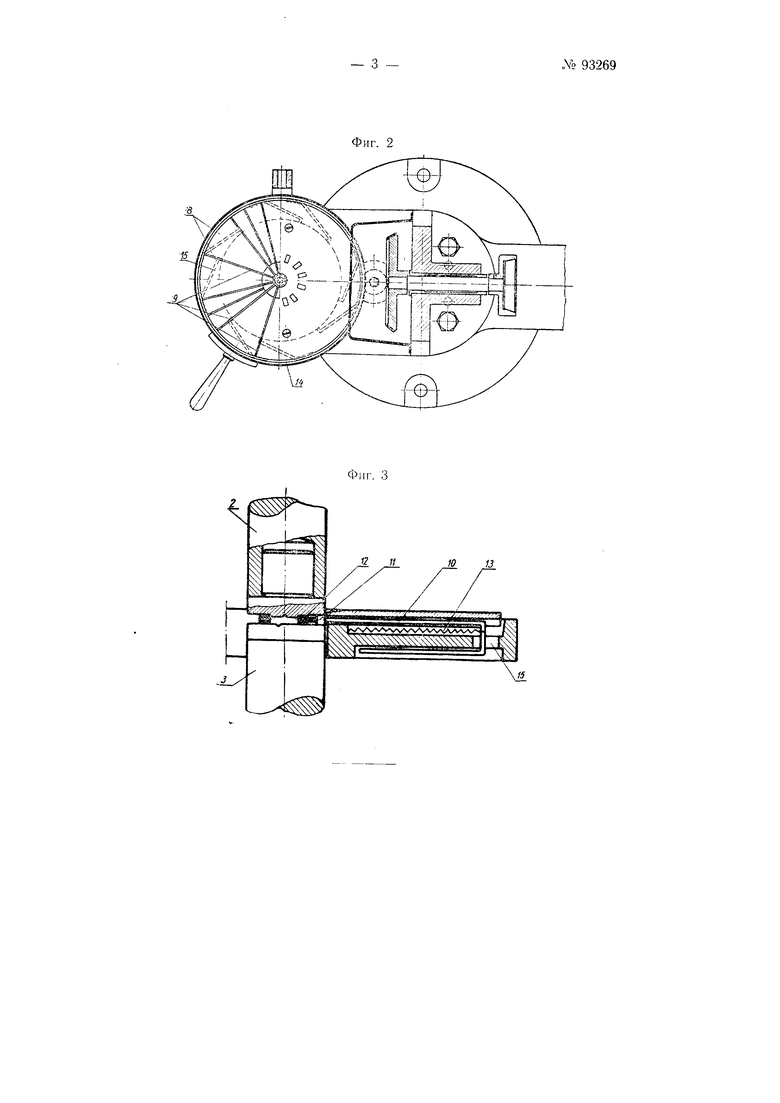
На фиг. 1 изображе/ продольный разрез станка для завертывания балансирующи.х винтов в часовой баланс; на фиг. 2 - вид станка сверху с частичны.м разрезом по АБВГ; на фиг. 3 - устройство для проталкивания винтов к гнездам баланса.
В станине 1 на подшипниках укреплены верхний шпиндель 2 и нижний шпиндель 3, вращаюш.иеся в противоположные стороны при помощи конических шестерен 4 и валика 5, являющегося ручным приводом. Верхний шпиндель 2 под воздействием пружины 6 находится в нерабочем положении, изображенном на фиг. 1. В рабочем же положении он при помощ рукоятки 7 онускается до соприкосновения с головками винтов. Торцы обоих шпппде.чей имеют ме. насечку для лучшего сцепления с вннта пг.
Торец нижнего шпинделя 3 входит в отверстие дискового кондуктора 8, снабженного радиальны.мн пазами 9 по числу ввертываемых винтов. В рад11альных пазгкх расноложеиы штоки 10 для направлепия винтов 11 к балансу 12, устанавливаемому в центральной части дисксвого кондуктора.
Каждый шток может рад1и1льио пере.мещаться под воздействием пружин 13 и поворотного кольца 14 с рукояткой, снабженного скошенными канавками /5, взаимодейств ющими при повороте кольца со IHTOками. Винты на дпсковьп кондуктор подаются при помощи обойм 16, смонтированных вокруг верхнего шпинделя.
Рабочее положение шпинделей изображено на фиг. 3. При вращении щп1пиелей в противоположные стороны винты; зажатые между их торцами, вывертываться Г5 обод баланса.
11 р с д м с т II:; о б р с т с )i 11 я
1. Станок д.пя занертыиання балансирующих BHHTOi-s в часовой ба.шнс, о т л и ч а ю HJ, и и с я тем, что, в целях одиовремеьгного завертыиания полного комплекта винтов, ги1 имеет дисковый кондуктор с пазами для направления винтов к гнездам баланса н два ,а ощихся к противоположных паправлеииях шпинделя с фрИКПИО}П1ЫМИ торцовыми ;10,ч-)лг;оетимн для 15Берты15ания ВИНТОР, 1 гнезда ба.чанса.
2.Форма р ы1юлие;гия станка но и. 1, or л и ч а ю HI а я с я тем, что ;)боймы с 15иитами смонтнро ,аны над столом станка вокруг верхнего нншнде.тя.
3.Форма выполнения станка по п. 1, о т л и ч а ю HI а я с я тем, что винты из обойм подаются к гнездам баланса штоками, расположенными в раднм. цазах стола и кондуктора.