Изобретение относится к прокатному производству и может быть использовано на широкополосных станах холодной и горячей прокатки для поддержания поверхности валков в рабочем состоянии. Наиболее близким к изобретению по технической сущности является устройство для шлифования прокатных валков в клети, содержащее установленный на станине корпус, открытый в сторону валков, внутри которого установлена упругая камера, соединенная с источником давления и взаимодействующая с абразивной лентой, расположенной вдоль бочки валка Ш . При подаче напорной жидкости в камеру последняя увеличивается в размерах И прижимает ленту с абразивом к поверхности вращающегося валка, за счет чего осуществляется шлифование. По мере износа ленты и расхода абразива стравливают давление в камере и протягивают в щель между валком и камерой свежий участок ленты с абразтшом Недостаток этого устройства состоит в низком качестве шлифования, так как отдельные абразивные зерна создают .на поверхности кольцевые царапины, между которыми находятся нешлифованные участ ки поверхности. Кроме того, при шлифовании выпуклых или вогнутых валков участки большого диаметра шлифуются более интенсивно. Целью изобретения является улучшение качества шлифования валка путем исшпочения образования поперечных царапин ва его поверхности. Указанная цель достигается тем, что в устройстве для шлифования прокатных валков в клети, содержащем установпе ный на станине корпус, открытый в сторону валков, внутри которого установлена упругая камера, соединенная с источником давления и взаимодействующая с абразивной лентой, расположенной вдоль бочки валка, корпус установлен с возможностью перемещения вдоль оси валка и снабжен эксцентриковым кулачком, взаимо
39331404
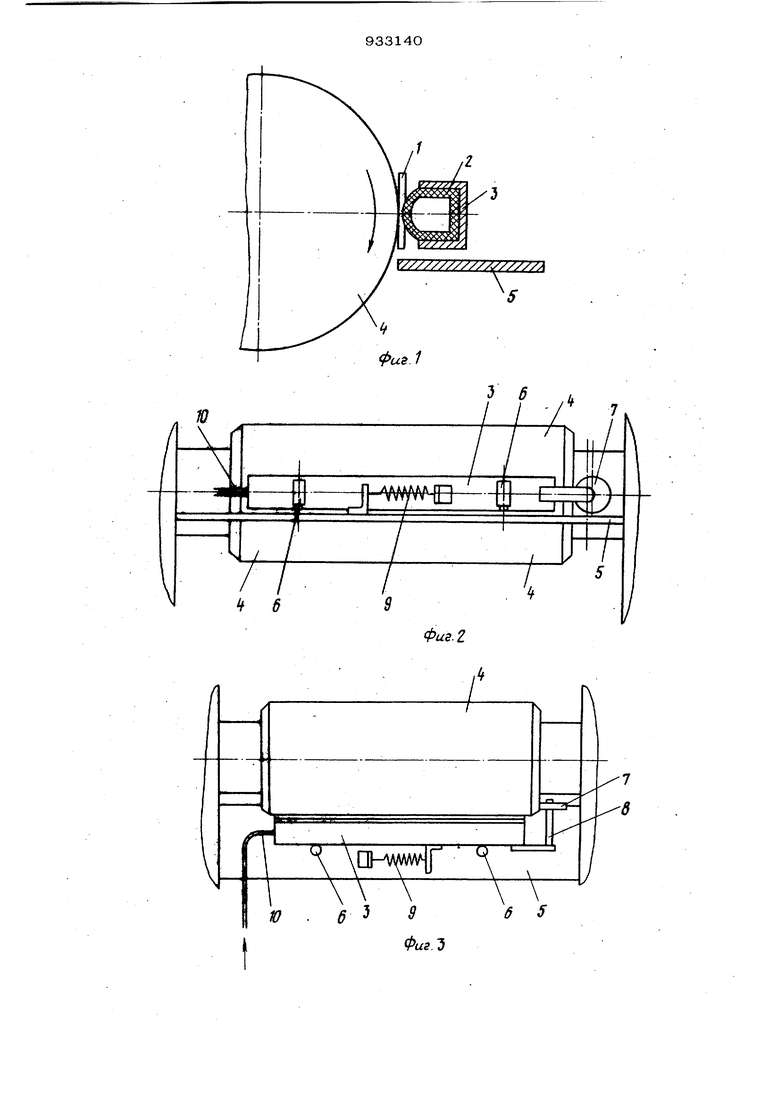
действующим с горцем бочки валка , при- меру 2 с перегородками 11. В каждую чем корпус вьтопнен подпружиненным от- вз секций камеры подают воздух или жи носвтельпо станины в направлении оси валка. Целью Езобретения является также обе спич енпйв шлифования валков с криволинейной бочкой. цель достигается тем, что упругая камера выполнена секционной, а каждая из ое секций связана с независи- ° мым ИСТОЧНИКОМ давления. На фкг. 1 изображено описываемое устройство в разрезе валка) на фиг. 2 устройство в клети, вид спереди; на . фаг. 3 - то же, вид сверху, на фиг. 4 представлен вариант вьтолнегаы упругоэластичной камеры. Устройство содержит абразивную ленту 1, псялешенную в зазор, образованный упруго-эластичной (резиновой) камерой 2, помещенной в корпусе 3 и ориентированной вдоль бочки валка 4. Пластина 5 закреплена на стойках станины и снабжена роликами 6, на которые оперт корпус 3. Корпус 3 снабжен эксцентриковым кулачком 7, насаженным на ось S Устройство снабжено уравновешиваюипм устройством, вьшолненным в виде пружины 9 для прижатия эксцентрикового ку71ачка 7 к торцу валка 4. Камера 2 имеет патрубок 1О, через который она связана с источником аавления{ не Гюказан). Возможен вариант исполнения устройства, по которому камера 2 разделена на секции перегородками 11, причем каждап из секций связана через патруббк : 10 с независимым источником давления. Устройство работает следующим обраВ камеру 2 через патрубки 10 подают сжатый воздух или жидкость под давлением. В результате увеличения объе ма камеры 2 абразивная лента 1 прижт мается к поверхности валке 4. При враще ши валка 4 от главного привода ста- на приходит во вращение эксцентриковый кулачок 7 вокруг оси 8, прижатый к торцу валка 4 пружиной 9. Корпус 3 с камерой 2 и абразивной лентой 1 приходит в колебательное движение вдоль бочки вплка 4 в направляющих роликах 6 установленных на пластине 5. При этом происходит шлифование бочки валка 4 без образования кольцевых следов от абразивных зерен И нешлифованных участков бочки. Если валок 4 имеет вьшукдую или вог нутую форму образующей применяют ка-. 5 кость под разными i давлениями, обеспечивающими разное увеличение объема секций и прижатия с постоянным усилием oiw дельных участков камеры 2 к бочке валка 4, что обеспечивает равномерное шли фование всей бочки валка 4. Технико-экономические преимущества предлагаемого устройства перед извест ными состоят в том, что, во-первых, оно обеспечит повышение качества шлифования за счет ycTpaHejnra нешлифованных участков бочки валка, которые образо вались Ьы при неодинаковых размерах и форме абразивных зерен, неравномерном износе и разрушении, а, во-вторых, в повышении качества шлифования валков выпуклой и вогнутой форм, так как появляется возможность по разному разду Ь отдельные участки камеры и обесп чивать одинаковое усилие прижатия абразивной ленты к частям бочки валка с разными диаметрами. Экономический эффект использования устройства, на дрессировочном стане 12ОО Магнитогорского металлургического комбината составит 35 тыс.рублей в гоа. Формула изобретения 1.Устройство пля шлифования прокатных валков в клети, содержащее установленный на станине корпус, открытый в сторону валков, внутри которого размещены упругая камера, соединенная с источн№ком давления и взаимодействующая с абразивной лентой, расположенной вдоль бочки валка, отличающееся тем, что, с целью улучшения качества шлифования валка за счет исключения о&разования поперечных царапин на его поверхности, корпус установлен с возможностью перемещения вдоль оси валка и снабжен эксцентриковым .-кулачком, взаимодействующим с торцем бочки валка, причем корпус выполнен подпружиненным относительно станины в направлении оси валка. 2.Устройствопоп.1,. отличающ е е с я тем, что, с целыо обеспечения шлифования валков с криволинейной бочкой, упругая камера выполнена секцио ной, а каждая из ее секций связана с независимым источником давления. Источники информации. принятые во внимание при экспертизе 1. Патент Японии № 55-4003, кл. В 21 В 28/О4, опублик. 198О (прототип).
3 б
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
| Устройство для очистки и смазки рабочей поверхности прокатного валка | 1985 |
|
SU1301499A1 |
| Клеть вакуумного прокатного стана | 1981 |
|
SU1009542A1 |
| Способ обработки шеек прокатных валков в клети | 1989 |
|
SU1745384A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| Устройство для подачи жидкости к валкам прокатной клети | 1981 |
|
SU980885A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 2012 |
|
RU2492948C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| Вакуумная прокатная клеть | 1977 |
|
SU662169A1 |

ДДОИдум Ц Д
6 3 9
7
//
Ю
1 а
Статыи воздух
ю
Ю
фиг.
