() СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ
I
Изобретение относится к области обработки металлов давлением и может быть использовано при производстве биметаллической проволоки с оболоч- , кой из сплавов благородных металлов системы серебро-палладий.
Наиболее близким к изобретению решением по технической сущности и достигаемому результату является способ получения биметаллической проволоки, включающийсовместное холодное волочение сердечника и оболочки, диффузионный отжиг в вакууме и последующую калибровку L1 .
Однако существующий способ получения биметаллической проволоки не позволяет достигнуть надежного сваривания слоев меди и сплава серебро3Q% палладия, так как их взаимная . диффузия происходит при температуре выше ЗЗО-+ОО С.
Целью изобретения является повышение качества проволоки за счет надежного сваривания оболочки и сердечника.
Цель достигается за счет того, что в способе получения биметаллической проволоки, включающем совместное холодное волочение сердечника и оболочки, диффузионный отжиг в вакууме и последующую калибровку, холодное волочение осуществляют со степенью деформации 80-95%, а отжиг проводят
10 при 800-850°С в течение мин.
Холодное волочение исходной биметаллической заготовки со степенью деформации 80-95% обеспечивает плот- ную посадку оболочки на сердечник,
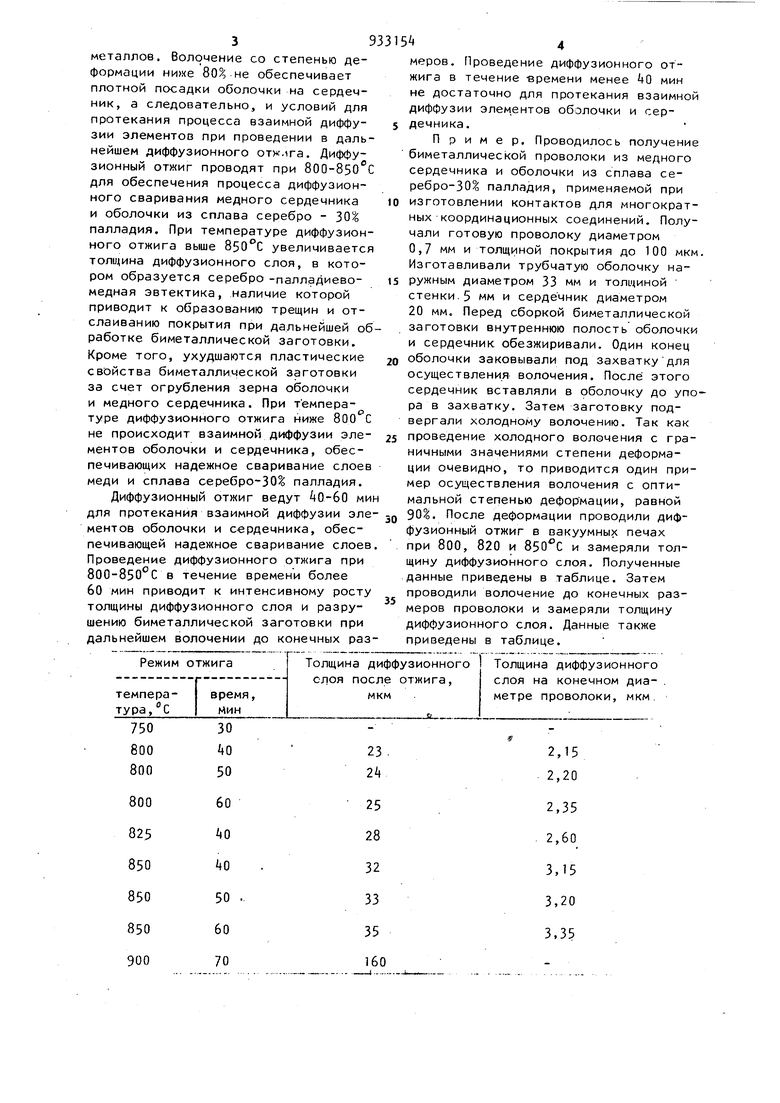
5 что необходимо для дальнейшего процесса взаимной диффузии элементов оболочки и сердечника. Волочение со степенью деформации выше 95% приводит к образованию дефектов и разру20шению оболочки и биметаллической заготовки в целом в связи с накоплением остаточных внутренних напряжений и потерей пластических свойств 3 металлов. Волочение со степенью деформации ниже 80% не обеспечивает плотной посадки оболочки на сердечник, а следовательно, и условий для протекания процесса взаимной диффузии элементов при проведении в даль нейшем диффузионного отхига. Диффузионный отжиг проводят при ЗОО-бЗО для обеспечения процесса диффузионного сваривания медного сердечника и оболочки из сплава серебро - 30 палладия. При температуре диффузион ного отжига выше 850°С увеличиваетс толщина диффузионного слоя, в котором образуется серебро -палладиевомедная эвтектика, наличие которой приводит к образованию трещин и отслаиванию покрытия при дальнейшей об работке биметаллической заготовки. Кроме того, ухудшаются пластические свойства биметаллической заготовки за счет огрубления зерна оболочки и медного сердечника. При температуре диффузионного отжига ниже 800 не происходит взаимной диффузии эле ментов оболочки и сердечника, обеспечивающих надежное сваривание слое меди и сплава серебро-30% палладия. Диффузионный отжиг ведут 40-60 м ДЛЯ протекания взаимной диффузии элементов оболочки и с-ердечника, обеспечивающей надежное сваривание слоев. Проведение диффузионного отжига при BOG-BSO C в течение времени более 60 мин приводит к интенсивному росту толщины диффузионного слоя и разрушению биметаллической заготовки при дальнейшем волочении до конечных размеров. Проведение диффузионного отжига в течение -времени менее 0 мин не достаточно для протекания взаимной диффузии элементов оболочки и сердечника. Пример. Проводилось получение биметаллической проволоки из медного сердечника и оболочки из сплава серебро-30 палладия, применяемой при изготовлении контактов для многократных координационных соединений. Получали готовую проволоку диаметром 0,7 мм и толщиной покрытия до 100 мкм. Изготавливали трубчатую оболочку наружным диаметром 33 мм и толщиной стенки.5 мм и сердечник диаметром 20 мм. Перед сборкой биметаллической заготовки внутреннюю полость оболочки и сердечник обезжиривали. Один конец оболочки заковывали под захваткудля осуществления волочения. После этого сердечник вставляли в оболочку до упора в захватку. Затем заготовку подвергали холодному волочению. Так как проведение холодного волочения с граничными значениями степени деформации очевидно, то приводится один пример осуществления волочения с оптимальной степенью деформации, равной 901. После деформации проводили диффузионный отжиг в вакуумных печах при 800, 820 и и замеряли толщину Диффузионного слоя. Полученные данные приведены в таблице. Затем проводили волочение до конечных размеров проволоки и замеряли толщину диффузионного слоя. Данные также приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2016 |
|
RU2626260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| Способ изготовления стальной проволоки с покрытием | 1991 |
|
SU1808434A1 |
| Способ получения биметаллического проводника с медной оболочкой и сердечником из алюминиевого сплава системы Al-Fe | 2024 |
|
RU2835921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2015 |
|
RU2599947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО ЭЛЕКТРОПРОВОДНИКА | 2001 |
|
RU2216804C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ С ПОВЫШЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 2006 |
|
RU2310250C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ПРОВОЛОКИ | 2013 |
|
RU2557378C2 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
60
0
40
60
70
2,35 2,60 3,15 3,20 3,35
5
Как видно из таблицы, при диффузонном отжиге с температурой менее . и в течение времени менее 40 мин сваривания сердечника и оболочки не происходит, так как не образуется диффузионный слой. При диффузионном отжиге с температурой выше и в течение времени более 60 мин образуется большой толщины диффузионный слой, состоящий из сереоро-палладиево-медной эвтектики, который при волочении до конечных размеров разрушался,и происходило расслоение слоев. Следовательно, проведение диффузионного отжига при температуре выше и в течение времени более 60 мин не обеспечивает надежного качества проволоки.
Предлагаемое изобретение обеспечивает, по сравнению с существующими способами, надежное сваривание оболочки из сплава серебро-30 палладия и медного сердечника за счет образования диффузионного слоя снижение расхода благородных метал5 6
лов путем получения диффузионного слоя минимальной толщины при сохранении надежного сваривания.
Формула изобретения
Способ получения биметаллической проволоки, включающий совместное холодное волочение сердечника и оболочки, диффузионный отжиг в вакууме и последующую калибровку, отличающийся тем, что, с целью повышения качества проволоки за счет надежного сваривания оболочки и сердечника, холодное волочение осуществляют со степенью деформации 80-95 а отжиг проводят при температуре 800-850С в течение мин.
Источники информации, принятые во-внимание при экспертизе
