I
Изобретение относится к области обработки металлов давлением и может быть использовано при высадке деталей стержневого типа с головками различного диаметра.
Мзвестио устройство для высадки деталей стержневого типа, содержащее матрицу, состоящую из двух половин, размещенную с возможностью осевого перемещения в обойме с полым хвостовиком, смонтированной на основании LIJ.
Недостатками известного устройства является то, что оно не позволяе:т производить высадку головок на двух концах стержня, а размер головок регламентирован рабочей полостью -матрицы.
Цель изобретения - расширение номенклатуры получаемых деталей.
Цель достигается за счет того, что в устройстве для высадки дета.лей стержневого типа, содержащем матрицу, состоящую из двух половин
и размещенную с возможностью осевого перемещения в обойме с полым .хвостовиком , смонтированной на основании, половины матрицы размещены с зазором между собой, а внутренний диаметр хвостовика обоймы превышает диаметр формообрузающей полости матрицы.
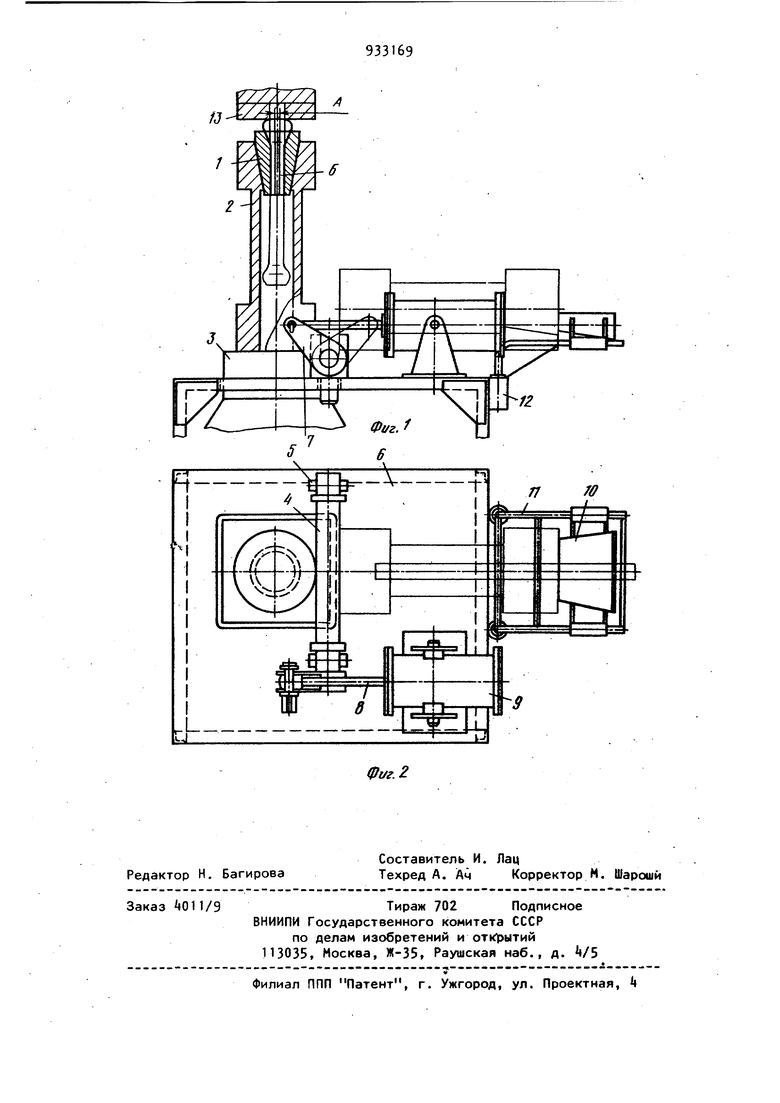
На фиг, 1 изображено устройство, общий вид; на фиг. 2 - то же, вид
10 сверху.
Предлагаемое устройство содержит коническую матрицу 1, состоящую из двух половин, размещенных между собой с зазором А . Матрица 1 уста ISновлена в обойму 2 с хвостовиком с возможностью осевого перемещения. К обойме 2, смонтированной на основании 3, приварена ось , лежащая на цапфах 5, которые свободно уста20новлены в столе 6. Ось при помощи качалки 7 и тяги 8 соединена с пневмоцилиндром 9, закрепленном на столе 6. Лоток 10, установленный на направляющих 11, прикреплен к столу 6 с помощью втулок 12 и служит для установки матрицы 1 с предварительно зажатой заготовкой в обойму 2. Ударный инструмент 13, например боек ковочного молота, служит для нанесения ударов по концу заготовки, обеспечивая высадку головки требуемого размера.
Устройство работает следующим образом.
Обойму 2 с помощью пневмоцилиндipa 9, к которому подведен сжатый воздух от сети, устанавливают в горизбнтальное положение на столе 6; затем в коническую самозажимную матрицу 1, лежащую на лотке 10, укладывают исходную предварительно нагретую заготовку таким образом, чтобы выступающий конец ее позволил получить при высадке головку необходимого размера, и по направляющим 11 с помощью лотка 10 вставляют в ко|4ическую часть обоймы 2; затем обойму 2 со вставленной матрицей 1 и предварительно зажатой заготовкой устанавливают в вертикальное положение на бойке 13 ковочного молота с помощью механизма поворота, состоящего из пневмоцилинд0а 9, установленного на столе 6, тяги 8 и качалки 7, соединенной с осью 4, лежащей на цапфах 5. установленных на столе 6. Ударным инструментом 13 наносят удары по выступающему концу заготовки до получения головки заданного размера. Затем штамп уста.навливают в горизонтальное положение на столе с помощью пневмоцилиндра 9 и механизма поворота, вынимают заготовку с высаженной на одном конце головкой,поворачивают ее и производят аналогичную высадку головки на другом конце стерж ня.
Матрица 1 выполнена из двух половин и является самозажимной за счет
наличия .зазооа А в плоскости оазъема определенной шероховатости (напоимео Ri поверхности Б, зажимающей заготовку, и наружного конуса. Эти основные Факторы создают в матрице усилия, способные удерживать заготовку (стержень) от проскальзывания при высадке головки. При этом матрица 1 охватывает только часть длины высаживаемой детали (стержня), в то время как остальная длина стержня находится в свободном состоянии внутри обоймы 2.
Применение изобретения по сравнению с прототипом позволяет получать без переналадки детали стержневого типа с головками различных диаметров с двух концов стержня различной длины, снизить норму расхода
металла на 30-50, повысить производительность труда на 20 и качество деталей, особенно при повышенных требованиях к герметичности, за счет получения направленного волокна.
Формула изобретения
Устройство для высадки деталей стержневого типа, содержащее матрицу, состоящую из двух половин и размещенную с возможностью осевого перемещения в обойме с полым хвостовиком, смонтированной на основании, отличающееся тем, что, с целью расширения номенклатуры получаемых деталей, половины матрицы размещены с зазором между собой, а внутренний диаметр хвостовика обоймы превышает диаметр
формообразующей полости матрицы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР V 306903, кл. В 21 J 5/08, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| "Штамп для высадки головок деталей стержневого типа | 1978 |
|
SU667309A2 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Устройство для высадки деталей стержневого типа | 1986 |
|
SU1409397A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU306903A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Автомат для двусторонней высадки | 1979 |
|
SU1107945A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |