1 изобретение относится к кузнечн прессовому оборудованию, в частнос ти к устройствам для изготовления изделий с двумя головками на концах стержня, например стержней изоляторов. Известен автомат для двусторонней высадки деталей стержневого ти па, содержащий смонтированные на с нине распределительный вал, высадоч ные пуансоны, один из которых связан с ползуном, блок высадки с подвижными матрицами, приводной штангой и механизмами зажима и переноса а также механизмы подачи и привода 11. Однако известный автомат не обес печивает изготовление широкой номенклатуры изделий с равнообъемными головками из штучных заготовок н калиброванного металла. Кроме того, высадка таких изделий требует синхронизации хода ползунов, что ограничено сложностью регулировок, а в некоторых случаях необходимостью изменения кинематики автомата. При этом неодновременность срабатывания пуансонов приводит к излишнему образованию облоя на одной из головок и недоштамповке - на другой, что снижает качество высадки. Цель изобретения - повьшение качества высадки и расширение номенклатуры изготавливаемых деталей. Указанная цель достигается за счет того, что автомат снабжен закрепленными на станине параллельно ходу ползуна направляющими, связанным с.-вторым пуансоном двуплечим рычагом, другой конец которого подпружинен относительно станины, и механизмом блокировки, выполненным в виде подпр гасиненного фиксатора и установленного в блоке высадки копира, поочередно взаимодействующего с верхней частью приводной штанги и с механизмами зажима и пер носа, при этом блок высадки установ лен с возможностью возвратно-поступательного перемещения в направляющих, ориентирован приводной штанГой вниз, подпружинен относительно станины в сторону ползуна и снабжен клиновыми вставками, взаимодействую щими с подвижными матрицами, механизм-зажима выполнен в виде соединенного с нижней частью приводной 452 штанги рычажно-кулисного механизма, на кулисе которого закреплены со стороны блока высадки упор, а с противоположной стороны - подпружиненная ползушка, механизм подачи выполнен в виде пантографа верхнего и нижнего захватов и системы рычагов, соединенных через распределительный вал с механизмом привода, а второй пуансон смонтирован на станине с возможностью осевого перемещения. На фиг. 1 представлен предлагаемый автомат, продольный разрезJ на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2, на фиг. 4 - узел 1 на фиг. 1. Автомат содержит станину 1, на которой смонтированы все узлы и механизмы автомата, а именно: высадочные пуансоны 2 и 3, один из которых, в частности пуансон 3, связан с ползуном 4, блок высадки 5 с подвижными матрицами 6, приводной штангой 7 и мexaнизмa ш зажима 8 и переноса 9, связанными с ползуном 4, а также механизмы подачи 10 и привода 11. Механизм привода полностью не представлен ввиду его широкой известности, а показан только коленчатый вал с зубчатым колесом. На станине 1 закреплены направляющие 12, на которых с использованием пружины 13 смонтирован корпус блока высадки 14, внутри которого располо ен механизм блокировки 15, выполненный в виде подпружиненного фиксатора 16 и копира 17. Фиксатор взаимодействует с проточкой 18 штанги 7. Нижняя часть штанги соединена через серьгу 19 с механизмом зажима, выполненным в виде рычажнокулисного механизма, кулиса 20 которого содержит регулируемый упор 21, а ползун 22 взаимодействует с пружиной 23, величина рабочего хода которой определяется положением упора 21. Верхняя часть штанги смонтироана с зазором 24 относительно траерсы 25, на которой установлены захаты 26 механизма переноса и клиовые ползуны 27 механизма зажима. ползунами 27 матриц 6 контактирут клиновые вставки 28, скошенные оверхности которых обращены в стоону приводной штанги.
На выступающей части 29 станины 1 соосно пуансону 3 и блоку высадки 5 подвижно смонтирован пуансон 2, через двуплечий рычаг 30 связан с пружиной 31.
В зоне загрузки автомата расположен механизм подачи 10, выполненный в виде пантографа 32, верхнего 33 и нижнего 34 захватов и системы рычагов 35, соединенных через распределительный вал 36 с механизмом привода 11.
К захватам 33 и 34 примыкает приводной рольганг 37, в конечной секции которого рядом с нижним захватом, расположенным мелоду роликами, установлен упор 38 и устройство 39 для контроля параметров заготовок. Нижний захват взаимодействует с верхним, который в свою очередь взаимодействует с захватами 26 механизма переноса.
Внутри блока высадки нижней оси установлены опоры 40 для заготовки 41. Высаженные изделия обозначены . позицией 42.
Автомат работает следующим образом.
Заготовки 41 подают по приводному рольгангу 37 до упора 38 в зону действия механизма подачи 10. Нижний захват 34, перемещаясь вверх от распределительного вала 36, проходит между роликами рольганга, поднимает заготовку, пронося ее через устройство 39 для контроля, и предает в верхние захваты 33. Заготоки, не удовлетворяющие требованиям высадки, например по отклонениям длины, качеству нагрева и пр., сбрсываются в сторону.
Верхние захваты 33, удерживая заготовку подпружиненными губками, перемещаются с помощью пантографа 32, системы рычагов 35 и распределительного вала 3§ к механизму переноса 9, блока высадки 5, который к этому времени вернулся в исходное положение под действием пружин 13.
Под действием механизма зажима 8 штанга 7 опускается вниз, причем перед разжимом матриц 6 срабатывают захваты 26 механизма переноса 9, который и перехватьшает заготовку.
Срабатьшание захватов 26 происходит за счет ликвидации зазора 24. При зтом рычаги захватов, установленные на траверсе 25, поворачиваются, и захваты 26 сходятся.
Дпя предотвращения самопроизвольного разжима захватов, который может произойти в результате свободного падения на величину зазора 24 перемещаемых масс, предусмотрен механизм блокировки 15, фиксатор 16 которого западает в проточку штанги 7, обеспечивая совместное действие механизмов зажима и переноса.
Последующим перемещением матриц вниз заготовка 41 переносится на оыоры 40, отштампованное изделие 42, до зтого находившееся в .матрицах, выгружается, а фиксатор 16 в конце хода взаимодействует с копиром 17 и расцепляет траверсу 25 со штангой 7.
При движении штанги 7 вверх сначала благодаря наличию зазора 24 расходятся захваты 26, а затем начинается перемещение матриц. По мере перемещения вверх матрицы сходятся, захватывают уложенную на опоры 40 заготовку 41 и доставляют ее в зону высадки, где ползуны 27, заклиниваясь относительно вставок 28, зажимают матрицу 6 с находящейся в ее рабочем канале заготовкой посредством механизма зажима 8.
Движение матриц 6 происходит при холостом ходе ползуна 4, когда кулиса 20 совместно с ползуном 22 и пружиной 23 работают, как жесткий злемент. В верхнем положении матриц, когда закончилось ихсмыкание, пружина 23 начинает сжимать- . ся, дифференцированно увеличивая усилие зажима матриц.
Это сжатие продолжается в течение всего периода высадки и достигает максимума при его окончании.
Способность механизма зажима работать как жесткий элемент использована для смены изношенных матриц. При этом клиновые вставки 28 извлекают из корпуса 14 блока высадки, после чего матрицы вместе с механизмом переноса могут быть выведены в верхнюю свободную зону.
После окончания операции по передаче и зажиму заготовки происходит процесс высадки, который условно можно представить двумя этапами.
Сначала оформляется головка стержня со стороны ползуна, затем высадочный пуансон 3 вместе с подпру|жиненным блоком высадки смещается относительно направляющих 12 в сторону второго пуансона 2 (опорного) на величину осадки заготовки, высаживая другую головку.
Практически этот процесс происходит параллельно.
Высадочный пуансон 2, подпружиненный относительно станины 1, настраивается на оптимальные усилия высадки. При возрастании этого усилия пуансон может незначительно смещаться в осевом направлении, предупреждая резкое вытекание металла в облой.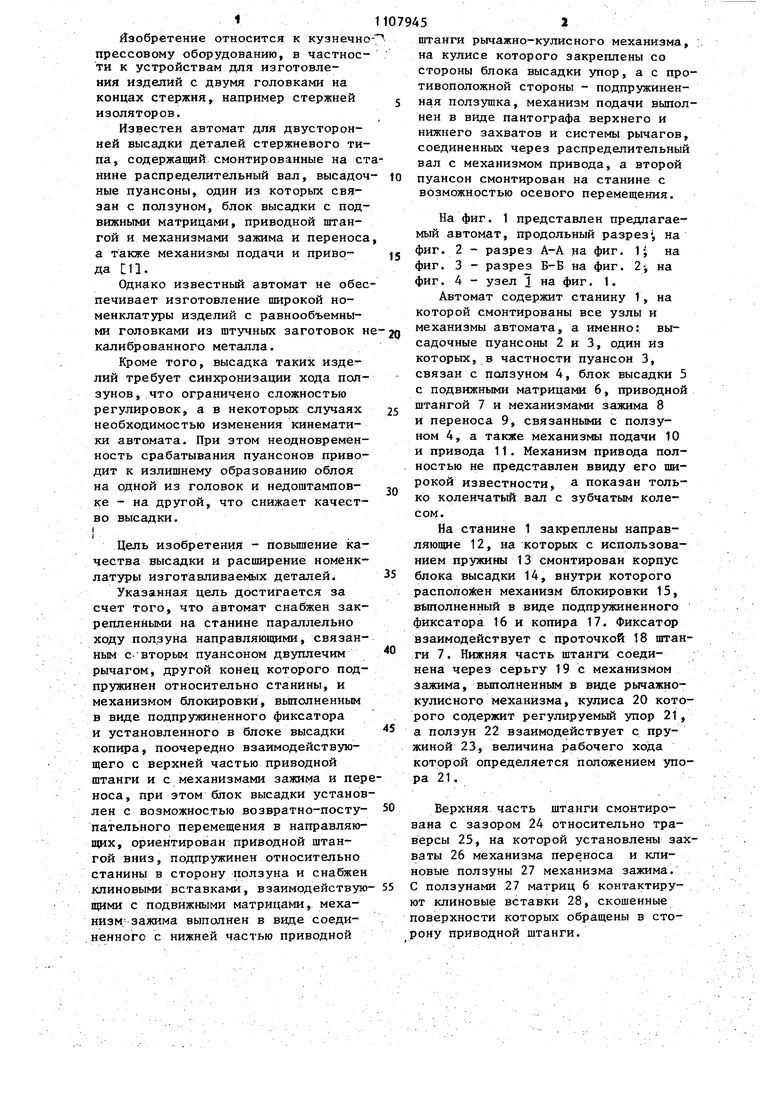

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |


АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ деталей стержневого типа, содержащий смонтированные на станине распределительный вал, высадочные пуансоны, один из которых связан с ползуном, блок высадки с подвижными матрицами, приводной штангой и .механизмами зажима и переноса, а также механизмы подачи и привода, отличающийся тем, что, с целью повьпиения качества высадки и расширения номенклатуры изготавливаемых деталей, автомат снабжен закрепленными на станине параллельно ходу ползуна направляющими, связанным с вторым пуансоном двуплечим рычагом, другой конец которого подпружинен относительно станины, и механизмом блокировки, выполненным в виде подпружиненного фиксатора и установленного в блоке высадки копира, поочередно взаимодействующего с верхней частью приводной штанги и с механизмами зажима и переноса, при этом блок высадки установлен с возможностью возвратнопоступательного перемещения в направляющих, ориентирован приводной штангой вниз, подпружинен относительно станины в сторону ползуна и снабжен клиновыми вставками, взаимог действующими с подвижными матрицами, механизм зажима выполнен в виде соединенного с нижней частью приводной штанги рычажно-кулисного механизма, на кулисе которого закреплены со стороны блока высадки упор, а с противоположной стороны - подпружиненная ползушка, механизм подачи выполнен в виде пантографа верхнего и нижнего захватов и системы Ч рычагов, соединенных через распредех лительный вал с механизмом привода, а второй пуансон смонтирован на ста4 нине с возможностью осевого переме:л ,щения.
Л
22
J
«w
фиг.З
12
12
Zlf
17
(Риг, if
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 0 |
|
SU307841A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
