;о
00
Изобретение относится к обработке металлов давлением, а именно к устройствам для высадки деталей стержневого типа с головкой в средней части под молотом свободной ковки, и может найти широкое применение в машиностроении.
Целью изобретения является расширение технологических возможностей устройства.
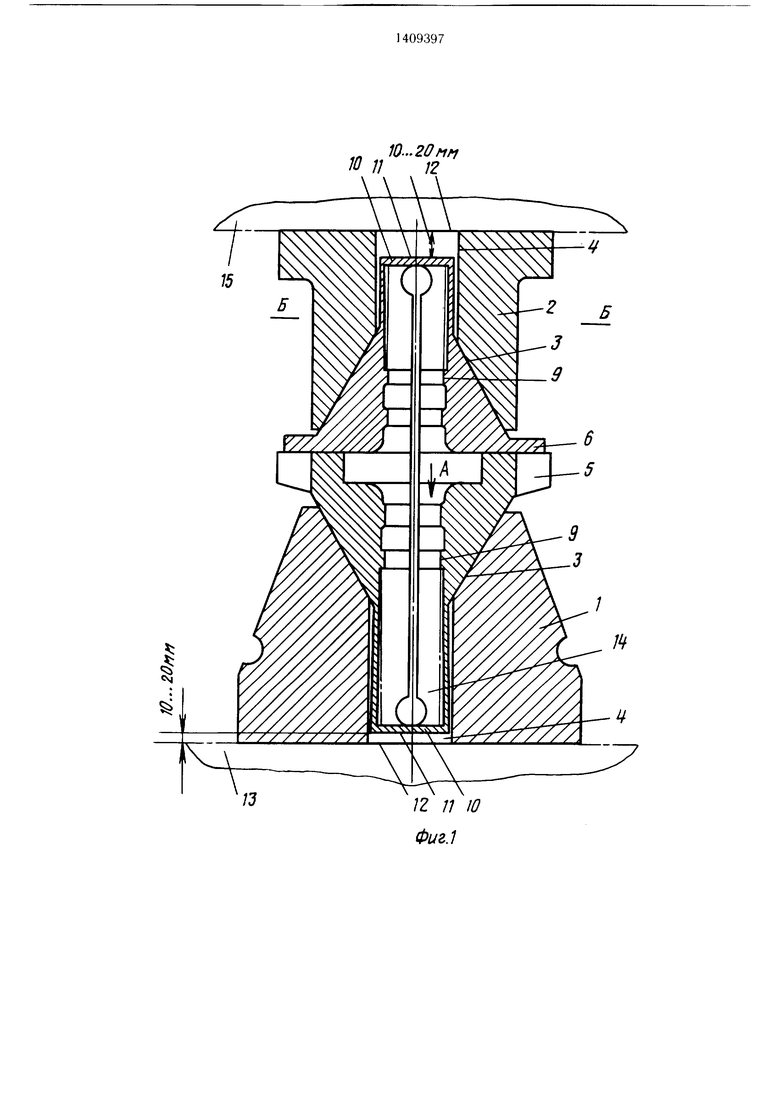
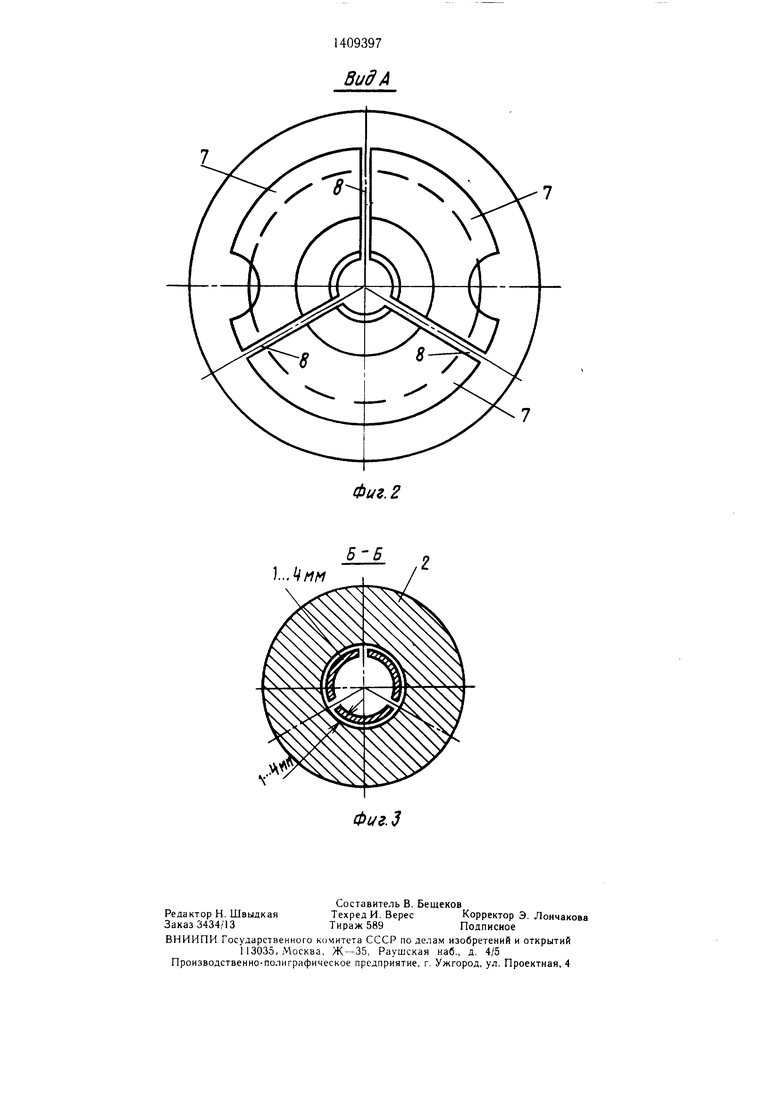
На фиг. 1 изображено устройство, об- ший вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство содержит нижнюю обойму - основание 1, верхнюю обойму - боек 2, выполненные с коническими посадочными полостями 3 и цилиндрическими полостями разрядки 4, в которых размеш.ены нижняя и верхняя разъемные матрицы 5 и 6, каждая из которых выполнена из трех секторов 7, с разъемами между ними 8, дополнительно снабженных кольцевыми пе- режимными поясками 9 и подсоединенных между собой в трехвильчатую деталь упругим элементом 10, исполненным в виде гильзы, охватываюшей стержневую часть заготовки, с прорезями по образующей цилиндра, являющимися продолжением разъемов 8.
Цилиндрические полости разрядки 4 в обоймах 1, 2 выполнены по наружному диаметру гильз 10 с зазором 1...4 мм за счет обойм, кроме того, при полном смыкании секторов 7 в посадочных полостях дно гильзы 11 должно быть уплотненным в обойме на 10...20 мм, относительно плоскостей соударения 12.
Устройство работает следующим образом.
Обойму - основание 1 устанавливают на нижний боек 13 молота свободной ковки. Заготовку 14, нагретую до ковочной температуры, устанавливают в нижнюю разъемную матрицу 5 таким образом, чтобы торец заготовки 14 уперся в дно гильзы 11. При этом сектора 7 разъемной матрицы 5 раздвигаются за счет упругих цилиндрических секторов гильзы 10. Затем
нижнюю разъемную матрицу 5 совместно с заготовкой 14 устанавливают в конической посадочной полости нижней обоймы - основания 3, при этом упругий элемент 10
свободно с зазором размещен в цилиндрической полости разрядки 4. Сектора матрицы 5, скользя по конической поверхности, зажимают заготовку 14, на которую сверху надевают верхнюю разъемную матрицу 6 так, чтобы торец заготовки 14 уперся в
0 дно гильзы 11, а на матрицу 6 устанавливают обойму - боек 2.
Затем производят легкие удары верхним бойком 15 молота свободной ковки по обойме - бойку 2. Разъемные матри5 цы 5 и 6, скользя по коническим поверхностях 3, в первый момент пережимают заготовку 14 пережимными поясками 9, и течение металла в гильзу 10 не происходит. В дальнейщем происходит оформление (набор) головки. После окончания
0 деформации обойму - боек 2 снимают с верхней разъемной матрицы 6 и затем освобождают деталь от разъемных матриц 5, 6.
25
Формула изобретения
Устройство для высадки деталей стержневого типа преимущественно с утолщением в средней части, содержащее верхнюю обойму - боек, нижнюю обойму -
Q основание и размещенные в них разъемные матрицы с полостями, образующими гравюру устройства, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено упругим элементом в виде цилиндрической гильзы с проре5 зями по образующим, каждая матрица выполнена состоящей из радиально размещенных секторов с пережимными кольцевыми поясками, образующими рабочую гравюру, при этом упругий элемент установлен с возможностью взаимодействия с торцовыми поверхностями секторов матриц, а его прорези выполнены в зонах разъемов секторов.
0
, Ю.,.20м1
0 /; 12
/5
;j
Y
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ковки стержневых поковок с фланцем | 1986 |
|
SU1400749A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| Штамп для двусторонней закрытой высадки | 1984 |
|
SU1315093A1 |
| Устройство для высадки деталей стержневого типа | 1979 |
|
SU933169A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
| Подкладной штамп | 1988 |
|
SU1613236A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для высадки деталей стержневого типа с утолщением в средней части, и может быть использовано в машиностроении. Цель- расширение те.хнологических возможностей устройства. Устройство снабжено упругим элементом в виде цилиндрической гильзы с прорезями, являющимися продолжением плоскостей разъема секторов матриц. Гильза взаимодействует с торцами секторов матриц, позволяя в процессе высадки оформлять утолшение в средней части заготовки. 3 ил.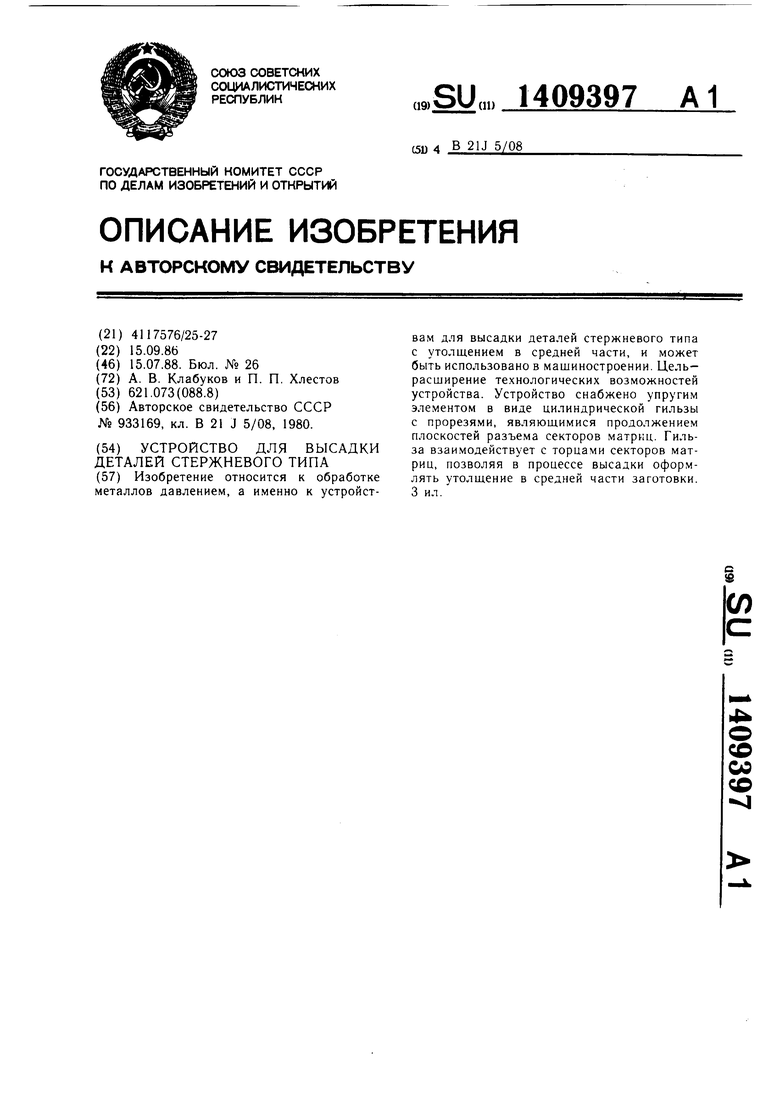
ФигЛ
5 В
N
Фиг. 2
| Устройство для высадки деталей стержневого типа | 1979 |
|
SU933169A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
