(54) ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА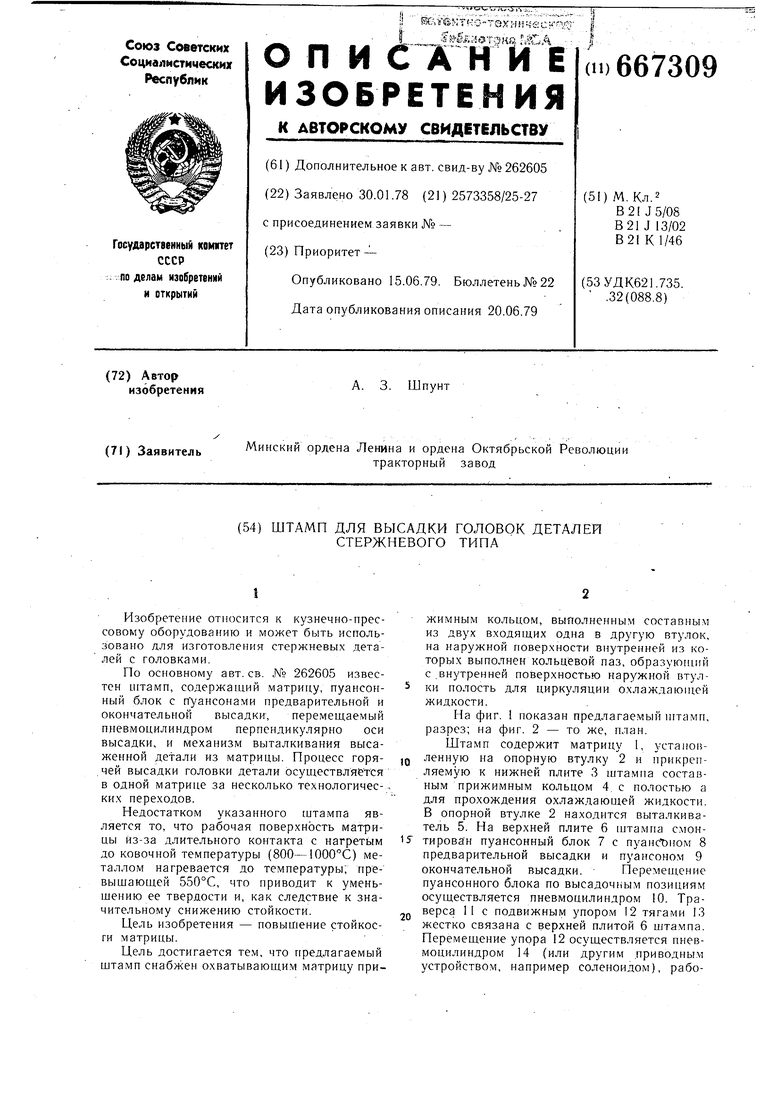
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК ДЕТАЛЕЙ СТЕРЖНЕВОГОТИПА | 1970 |
|
SU262605A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для двусторонней высадки | 1979 |
|
SU774752A1 |
| Штамп для высадки головок деталей стержневого типа | 1980 |
|
SU994095A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано для изготовления стержневых деталей с головками.
По основному авт. св. № 262605 известен штамп, содержащий матрицу, пуансонный блок с пуансонами предварительной и окончательной высадки, перемещаемый пневмоцилиндром перпендикулярно оси высадки, и механизм выталкивания высаженной детали из матрицы. Процесс горячей высадки головки детали осуществляется в одной матрице за несколько технологически.х пере.ходов.
Недостатком указанного штампа является то, что рабочая поверхность матрицы Из-за длительного контакта с нагретым до ковочной температуры (800-ЮООС) металлом нагревается до температуры; превышающей 550°С, что приводит к уменьшению ее твердости и, как следствие к значительному снижению стойкости.
Цель изобретения - повышение стойкосги матрицы.
Цель достигается тем, что предлагаемый штамп снабжен охватывающим матрицу прижимным кольцом, выполненным составным из двух входящих одна в другую втулок, на наружной поверхности внутренней из которых выполнен кольцевой паз, образующий с.внутренней поверхностью наружной втулки полость для циркуляции охлаждающей жидкости.
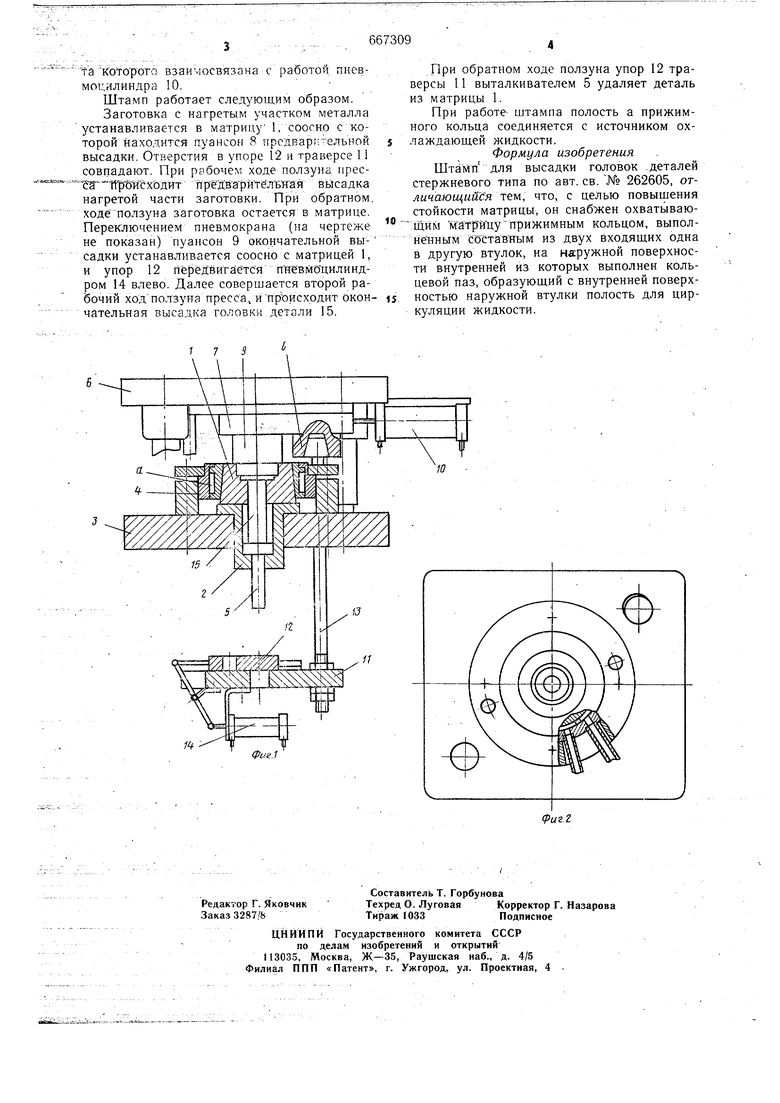
На фиг. 1 показан предлагаемый штамп, разрез; на фиг. 2 - то же, план.
Штамп содержит матрицу 1, установленную на опорную втулку 2 и прикрепляемую к нижней плите 3 штампа составным прижимным кольцом 4. с полостью а для прохождения охлаждающей жидкости. В опорной втулке 2 находится выталкиватель 5. На верхней плите 6 нтампа смонтирован пуансонный блок 7 с пуанСЪном 8 предварительной высадки и пуансоном 9 окончательной высадки.Перемещение
пуансонного блока по высадочным позициям осуществляется пневмоцилиндром 10. Траверса П с подвижным упором 12 тягами 13 жестко связана с верхней плитой 6 штампа. Перемещение упора 12 осуществляется пневмоцилиндром 14 (или другим приводным устройством, например соленоидом), работакоторого взаимосвязана с работой пневмоцилиндра 10.
Штамп работает следующим образом. Заготовка с нагретым участком металла
устанавливается в матрицу ,соосно с которой находится пуансон 8 прсдвар Г: ельной высадки. Отверстия в упоре 12 и траверсе 11 совпадают. При рабочем ходе ползуна, пресба Йр5ШхЬдит прГдва рйтёлыяая высадка нагретой части заготовки. При обратном, ходеползуна заготовка остается в матрице. Переключением пневмокрана (на чертеже не показан) пуансон 9 окончательной высадки устанавливается соосно с матрицей 1, и упор 12 передвигается пневмОцилиндром 14 влево. Далее совершается второй рабочий ходползуна пресса, и прЪисхрдит окончательная высадка головки детали 15.
При обратном ходе ползуна упор 12 траверсы 11 выталкивателем 5 удаляет деталь из матрицы 1,
При работе штампа полость а прижимного кольца соединяется с источником охлаждающей жидкости.
Формула изобретения ШтаМп для высадки головок .деталей стержневого типа по авт. св. № 262605, отличающийся тем, что, с целью повышения стойкости матрицы, он снабжен охватьшаю щйм матрицу прижимным кольцом, выполнетнным с:тетавным из двух входящих одна в другую втулок, на наружной поверхности внутренней из которых выполнен кольцевой паз, образующий с внутренней поверхностью наружной втулки полость для циркуляции жидкости.
