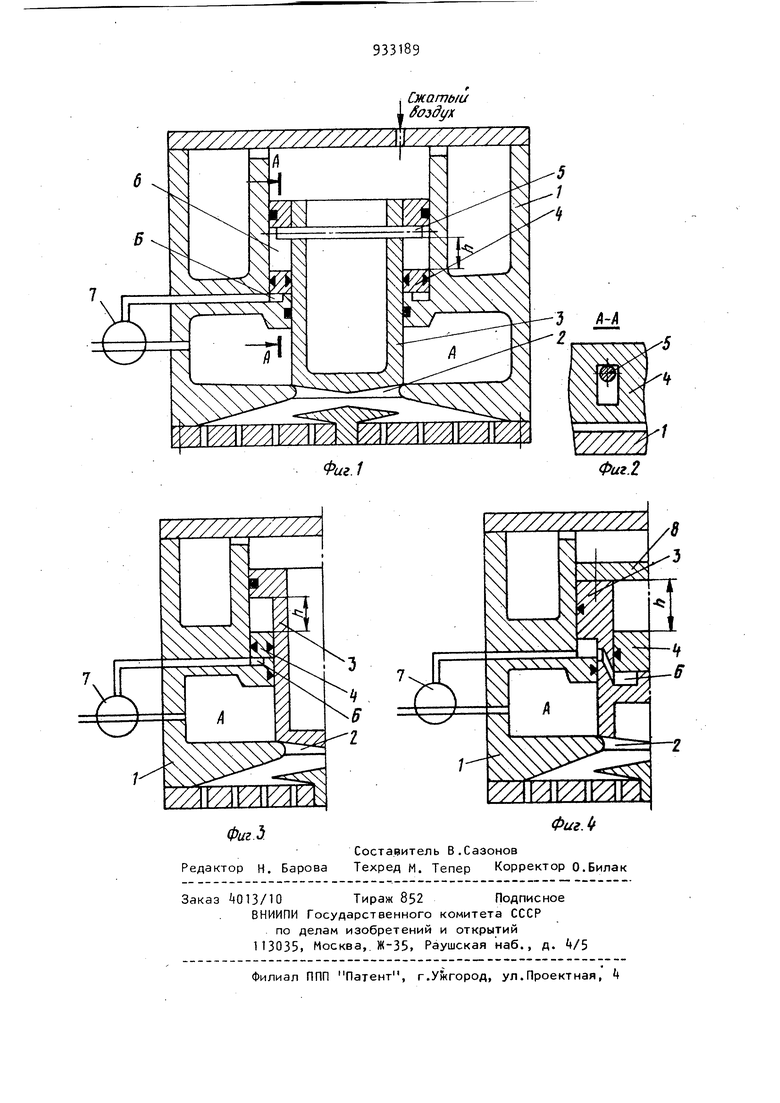
Предлагаемое изобретение относитс к области литейного производства, в частности к машинам для изготовления литейных форм. Известна импульсная головка, соде жащая корпус с рабочей полостью и вы пускным отверстием, перекрываемым клапаном, и перфорированную плиту, закрепленную в донной части корпуса lj . Сжатый воздух, поступая в. подпоршневую часть клапана, поднимает его, осуществляя выход воздуха в выпускное отверстие головки. При этом в начальный момент времени ско рость подъема клапана равна нулю, а затем, по мере возрастания подъемного усилия, скорость подъема клапана .увеличивается. В связи с этим сжатый воздух через выпускное отверстие головки поступает неравномерным потоко т.е. с увеличемим высоты подъема кла пана поток воздуха, устремляющегося в выпускное отверстие, возрастает, и период нарастания потока протекающего воздуха относительно продолжительный. Поэтому смесь деформируется с возрастающим по времени усилием, что снижает эффективность импульсного способа уплотнения. Кроме того, воздух, проникающий в поры смеси в начальной фазе процесса, препятствует сближению частиц и, соответственно, уплотнению смеси. В результате этого верхний слой смеси в опоке получается слабо уплотненным. Известна также конструкция импульсной головки, являющаяся наиболее близкой к изобретению по технической сущности и достигаемому при использовании результату 2 J. Она содержит корпус с расположенным в донной части выхлопным отверстием, поршень и клапан, перекрывающий это отверстие. При этом запирающая часть поршня-клапана выполнена в виде сутпени с диаметром, равным диаметру выпускного отверстия, и с высотой, равной пути разгона поршня-клапана. Эта конструкция позволяет открывать выпускное отверстие поршнем-клапаном после того, как он приобретет некоторую начальную скорость, открывание при этом происходит практически мгновенно, и поток воздуха, устремляющийся в выхлопное отверстие головок. Недостатком данной конструкции является то, что удлиненная цилиндрическая часть поршня-клапана, объединенного в одну деталь, увеличивает его массу, уменьшая ускорение и увеличивая время открывания выпуск ного отверстия. При этом не исключаете полностью преждевременное истечение воздуха в зазор между удлиненной цилиндрической частью клапана и отверстием седла в момент начала дви жения, клапана. Целью изобретения является повыше- го пан ние эффективности воздействия ударной волны потока сжатого воздуха на формовочную смесь. Цель достигается тем, что в импульсной головке, содержащей корпус с выполненным в донной части выхлопным отверстием, поршень и клапан, перекрывающей это отверстие, поршень и клапан размещены телескопически, причем клапан снабжен ограничителями независимого перемещения поршня, выполненными в виде упоров установленных, диаметрально противоположно на верхней части клапана в проемах окон, выполненных в стенках поршня, На фиг. 1 показана предлагаемая импульсная головка, разрез; на фиг.2 разрез на фиг. 1, на фиг. 3 и 4варианты конструктивного выполнения импульсных головок с раздельным порш нем и клапаном. Импульсная головка, изобра кенная на фиг. 1, включает корпус 1 с рабочей полостью А, подпоршневой полостью Б и расположенным в его донной части выхлопным отверстием 2 клапан 3, перекрывающий отверстие 2 и поршень t. Клапан 3 снабжен упором 5 концы которого входят в прое мы сквозных окон 6, предусмотренных в цилиндрической поверхности поршня. Полости А и Б соединены с воздухораспределительным устройством 7. Устройство, изображенное на фиг. 1, работает следующим образом. При зарядке импульсной головки сжатый воздух высокого давления через распределительное устройство 7 .поступает в полость А. Когда давле9ние достигает требуемой величины, полость А этим же распределительным устройством 7 соединяется с подпоршневой полостью Б. Поршень k под действием давления воздуха перемещается вверх, приобретая на пути h, равном высоте проема сквозного окна 6, ускорение, в то время как сам клапан 3 в этот момент остается неподвижным. После разгона поршень через упорь 5 взаимодействует с клапаном 3, последний с большим ускорением перемещается вверх, и сжатый воздух потоком постоянного давления устремляется в выпускное отверстие 2. Импульсная головка, изображенная на фиг. 3, отличается от импульсной головки изображенной на фиг. 1 тем, что поршень воздействует на кла3 через фланцы, выполненные на клапане и заменяющие упоры 5, а в импульсной головке, изображенной на фиг. А, поршень Ц воздействует на клапан 3 через его крышку 8. Использование изобретения позволяет увеличить эффективность воздействия ударной аолны сжатого воздуха на формовочную смесь за счет сокращения длительности импульса и улучшить, уплотнение смеси.. При этом сокращается высота неуплотненного слоя смеси со стороны контрлада, что позволяет сократить расход формовочной смеси при изготовлении.полуформ за счет .уменьшения удаляемого излишка смеси по контрладу полуформы при срезке, фомрула изобретения Импульсная головка для уплотнения формовочных смесей путем воздействия ударной волны сжатого воздуха, содержащая корпус с выполненным в донной части выхлопным отверстием, поршень и к.папан, перекрывающий это отверстие, отличающаяся тем, что, с целью повышения эффективности воздействия ударной волны, поршень и клапан размещены телескопически, причем к.папан снабжен ограничителями независимого перемещения поршня, выполненными в виде упоров, установленных диаметрально противоположно на верхней части клапана в проемах окон, выполненных в стенках поршня. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 395158, кл. .В 22 С 15/22, 1970,. 2.Авторское свидетельство СССР № ,, кл. В 22 С 15/0, 1971 .
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2026133C1 |
| Импульсная головка | 1986 |
|
SU1371760A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
| Импульсная головка | 1986 |
|
SU1397152A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Импульсная головка для изготовления литейных форм | 1986 |
|
SU1475763A1 |
| Импульсная головка | 1983 |
|
SU1282953A1 |
| Импульсная головка | 1990 |
|
SU1764779A1 |
| Импульсная головка | 1989 |
|
SU1643140A1 |
| Формовочная машина | 1990 |
|
SU1773551A2 |