(54) УСТРОЙСТВО ДЛЯ ПОДВОДА МЕТАЛЛА ПОД УРОВЕНЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты струи при непрерывной разливке металла | 1976 |
|
SU863159A1 |
| Устройство для защиты струи металла при непрерывной разливке | 1982 |
|
SU1097439A1 |
| Устройство для соединения составных стаканов | 1975 |
|
SU529894A1 |
| Устройство для вакуумирования жидких металлов | 1974 |
|
SU556184A1 |
| Устройство для подвода металла при непрерывной его разливке | 1976 |
|
SU563216A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕЖКОЛОННОГО ПРОСТРАНСТВА НА УСТЬЕ СКВАЖИНЫ | 2011 |
|
RU2502859C2 |
| Устройство для подвода металлапРи НЕпРЕРыВНОй РАзлиВКЕ | 1979 |
|
SU829325A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2200645C2 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| Катапульта для открытия выпускного канала металлургического ковша с донным шиберным затвором | 2019 |
|
RU2751946C2 |
Изобретение относится к метал- лургии, в частности к непрерывному литью стали. Известно устройство для подвода металла под уровень, включающее составной стакан, верхняя часть которого соединена с разливочным ковшом, а нижняя выполнена отъемной 1 Наиболее близким к из|)бретению по технической сущности является устройство для подвода металла под уровень, состоящее из составного стакана, верхняя часть которого соединена с разливочным ковшом, а, нижняя выполнена отъемной и снабжена механизмом поджатия к верхней С2 Недостатком этого устройства является окисление струи металла всле ствие подсоса воздуха в стакан через стык верхней и отъемной частей, при этом в стакане создаетсялраз- ряжение 600-650 мм вод. ст. Целью изобретения является умень шение окисления струи металла пу- тем повышения надежности герметизации составного стакана и повышения эксплуатационных качеств. Цель достигается тем , что устройство для подвода металла под уровень, содержащее составной стакан, верхняя часть которого соединена с разливочным ковшом, а нижняя, отъемная, соединена с механизмом поджатия к верхней, причем поверхности контакта выполнены фасонными и заполнены уплотнителем из мелкодисперсного неорганического материала, в нижней части стакана, в месте контакта, выполнен ксхпьцевой треугольный цаз, а в верхней - выступ клиновидной формы, при этом отношение глубины треугольного паза к его ширине составляет 0,3-1,0, а угол между образуюЕЦими паза и выступа клиновидной формы в поперечном сечении уплотнения равен 5-25, верхняя фасонная поверхность снабжена штуцером и в ней выполнена кольцевая проточка с отверстиями для-подвода газа в стакан.
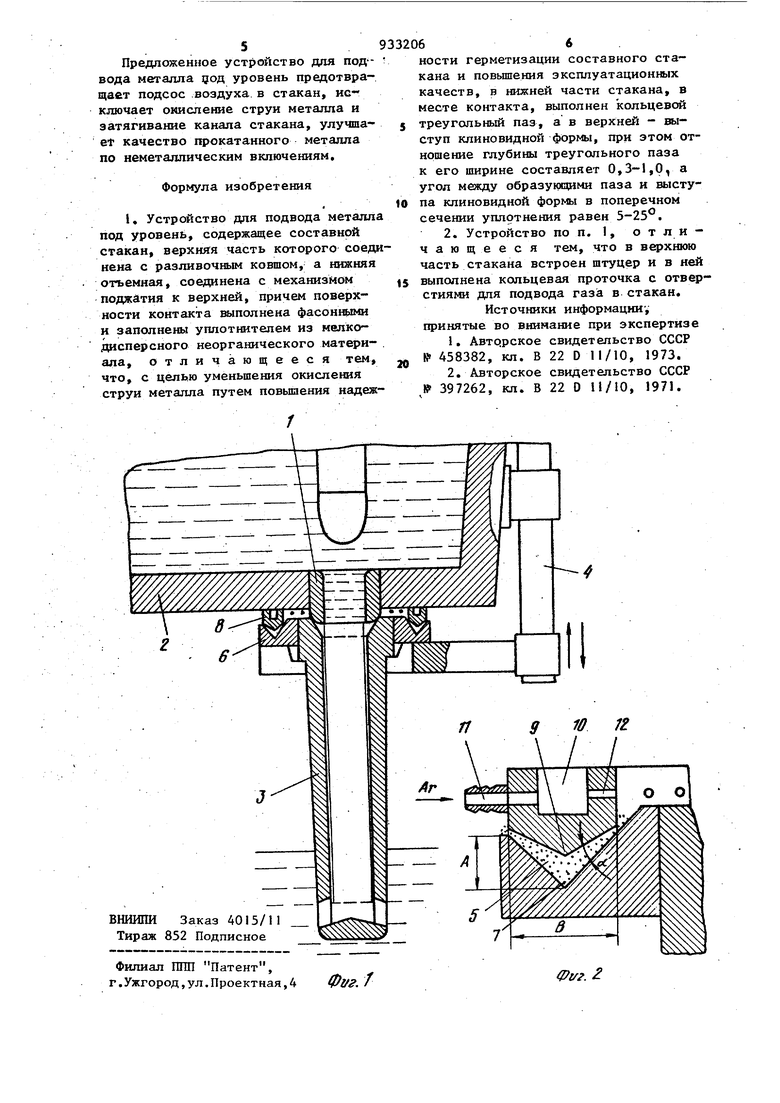
На фиг, 1 представлено устройство для подвода металла под уровень, продольный разрез} на фиг, 2 - уплот китель, поперечное сече1ше.
Устройство содержит составной стакан, верхняя часть 1 которого соединена с разливочным ковшом 2, а нижняя часть 3 выполнена отъемной и снабжена механизмом 4 поджатия к верхней части I, Уплотнитель выполнен из двух взаимодействукщих через уплотняющий материал 5 колец: нижнего кольца 6 с кольцевым: треугольным пазом 7, установленного на отъёмной части 3 стакана,- и верхнего кольца 8 с кольцевым выступом 9 клиновидной , герметично закрепленного вокруг верхней части 1 составного стакана. Отношение глубины паза (л) к его ширине (В) составляет 0,3-1,0, а угол (d) между образукяцими паза и и 1ступа в поперечном сечении равен 5-25°, Дпя подвода инертного газа в стакан в одном из колец уплотнителя, например верхнем, выполнена кольцевая проточка 10, снабженная штуцером 11 для подвода инертного газа и отверстиями 12 для йодачи газа в стакан, В качёцуве уплотняющего материала использован мелкодисперсный неорганический материал, например графит или.цемент.
Устройство работает слёдугацим образом.
После разогрева отъемной части
3стакана кольцевой паз 7 нижнего кольца 6 уплотнителя наполняется мелкодисперсным неорганическим материалом 5, Далее отъемная часть 3 составного стакана соединяется с верхней частью I при помощи механизма
4поджатия при этом кольцевой выступ 9 клиновидной формы состыковывается с кольцевым треугольным пазом 7, нижнего кольца 6, и мелкодисперсный материал уплотняется между образующими кольцевого паза и кольцевого выступа. Между образуюшлми кольцевого паза и кольцевого выступа в поперечном сечении .-образуется два клина из уплотненного мелкодисперсного материала, которые и препятствуют подсосу воздуха . в стакан. При разливке металла в стакан через шту.цер II, кольцевую проточку 10 и отверсхия 12 подают инертный газ, который создает газовую прослойку меж ду струей металла и огнеупорным материалом, что предотвращает затягивание стакана,
Испытания показали, что отношение глубины паза (А) к его ширине (в), равное 0,3, и угол между образующими паза и выступа, равный 25, обеспечивают минимально допустимое
спрессовывание мелкодисперсного материала, а отнсяпение, равное 1,0, к угол .между образующими паза и выступа, равный , дают максимальное спрессовывание. Минимальное
спрессовывание меи кодисперсвого материала объясняется Малым объемным сжатием и малой массой спрессовываемого материала, а максимальное спрессовывание мелкодисперсного
материала обеспечивается увеличением объемного сжатия и массы прессуемого материала.
Отношение А к В менее 0,3 и увеличение угла меходу образукицими выступа и паза более 25 исключает спрессовывание мелкодисперсного материала в виду малого объемного сжатия ,
Отношение А к В более I,0 и угол
между образующими выступа и паза меньше 5°исключает образование герметичного стыка вследствие малой конусности клиньев (в поперечном сечении) спрессованного мелкодисперсного материала,
|
. Примеры, Было изготовлено устройство для подвода металла под уровень с уплотнением для защиты струи металла от кисления. Угол между образующими паза и выступа составляет 15, Ширина паза равнялась 34 мм, а его глубина 17 мм. В качестве уплотняющего материала использовался мелкодисперсный порошок графита и сухой цемент,
Испытания показали, что предложенное устройство обеспечивает герметичное соединение составного стакана при перепадах давлений внутренней полости стакана и внешней среды до 0,6-0,7 атм.
По данным исследований в стакане создается разряжение при протекании струи металла до 0,06-0,65 атм,
поэтому предложенное устройство обеспечивает надежную герметизацию стыка с десятикратным запасом надежности.
