(54) СТАКАН ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2137570C1 |
| Устройство для подачи металла в кристаллизатор | 1976 |
|
SU763034A1 |
| Способ непрерывной разливки металла и устройство для его реализации | 1981 |
|
SU1016051A1 |
| Устройство для разливки металлов иСплАВОВ | 1978 |
|
SU835617A1 |
| Устройство для подачи и перемешивания стали в кристаллизаторе установки непрерывной разливки | 2021 |
|
RU2764447C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1975 |
|
RU639189C |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2148469C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| Погружаемый стакан для непрерывного литья сортовых заготовок | 1982 |
|
SU1046005A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 1997 |
|
RU2113935C1 |
1
Изобретение относится к металлургии, в частности к непрерывной раз1Швке металлов и сплавов.
Известен стакан для непрерывной paзJшвки металлов и сплавов, выполненный из огнеупорного материала в виде цилиндра с центральным каналом для подвода металла вертикальной струей под уровень ПЗНедостатком известного стакана является то, что конструктивное выполнение стакана, позволяющее подводить металл в кристаллизатор вертикальной струей, не обеспечивает получения качественного слитка. Объясняется это тем, что при разливке металла через известный стакан длительное время не снимается тепло перегрева, вносимое струей, что приводит к значительному уменьшению скорости затвердевания, снижающей скорость разливки, и развитию лик- вационных процессов, ухудшающих
качество внутреннего строения слитка.
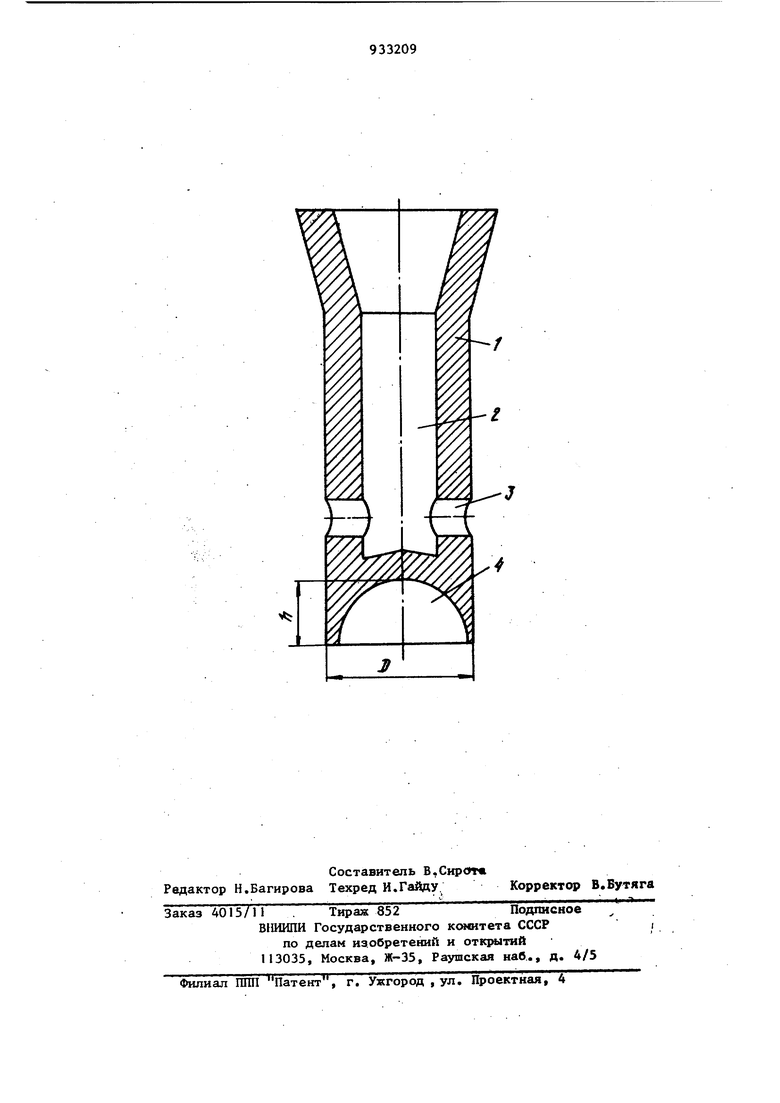
Известен также стакан для непрег рывной разливки стали, выполненный из огнеупорного материала в виде глуходонного цилиндра с отверстиями, расположенными в нижней части перпендикулярно или наклонно к вертикальной оси t23.
При разливке металла через известный стакан не снимается в значительной степени тепло перегрева и не предотвращаются ликвационные явления. Из-за этих недостатков непрерывнолитые слитки, особенно из хромоникельмолибденовых сталей, в значительной степени поражены так называемой паукообразной нитевидной травимостью в центральной зоне, что, ограничивает применение проката, полученного из зтих слитков, например, для ттамповок ответственного назначения, так как нитевидная травимость ВТ центре остается и в прокате. Исследованием установлено, что паукообразная нитевидная травимость в центре является результатом ликвационных процессов происходя1цих ,в слитке при затвердевании. Целью изорретения является повышение качества отливаемого слитка и увеличение скорости литья за счет перемешивания жидкой сердцевины формирующего слитка. Цель достигается тем, что в стакане для непрерывной разливки металлов и сплавов, выполненного из огнеупорного материала в виде глуходонного цилиндра с выходными отверстиями в боковых стенках, нижний торец стакана выполнен вогнутым с глубиной 0,8-1,2 радиуса нижнего торца стакана. На чертеже показан стакан, продол ньй разрез. Стакан состоит из огнеупорного к пуса 1, в котором выполнены централ ный канал 2 с отверстиями 3 в бско-вых стенках для подвода металла под уровень. Нижний торец стакана имеет вогнутость 4, (Буквой D на чертеже обозначен диаметр нижнего торца стакана, а буквой h - глубина вогнутости . Пределы вогнутости выбраны по ре зультатам моделирования, которые показали, что при глубине вогнутости меньше 0,8 радиуса нижнего торца ст кана объем жидкости, приводимой в перемещение резко уменьшается и пр цессы массообмена в начальной стади формирования слитка не изменяются, следовательно, качество металла не улучшается. При глубине вогнутости, превыщающей 1,2 половины диаметра нижнего торца стакана, не проявляется дальнейшего увеличения перемепшвания, так как объем жидкости, пoдcacывae в Iй под торец стакана при его перемещениях, остается на прежнем уровне. Увеличение глубины вогнутости сшлпе 1,2 половины диаметра нижнего торца стакана приводит к ув личению габаритов стакана и вероятности его разрушения. Благодаря предлагаемому конструк тивному выполнению разливочного ста кана и приданию ему в процессе разливки возвратно-поступательного движения в жидкой сердцевине по центру слитка (вследствие криволинейности толкающей поверхности стакана) будет происходить концентрирование давления от этой поверхности к вертикальной оси стакана . Пульсирующий характер результирующего давления вызовет ударные волны, распространяющиеся от торца, насадки в глубь слитка и усиление процессов массообмена (перемешивание жидкой сердцевины) в начальной стадии формирования слитка. Это приведет к выравниванию температурного поля и равномерному распределению примесей по сечению отливаемого слитка. Кроме того, возвратно-поступательное движение pa3JUiBO4Horo стакана приведет к размыванию в объеме жидкой фазы выходящей боковой струи из стакана, создавая условия для равномерного фронта затвердевания, Техш ко-экономическая эффективность предлагаемого изобретения заключается в том, что снижение температуры перегрева я начальной стадии формировашш слитка, равномерное распределение примесей и выравнивание температурного поля по сечению слитка приводят к практическому исЮ1Юче-« нию возникновения нитевидной травимости п центре слитка, с одновременным увашчением скорос1и литья на 10-35%. Формула изобретения Стакан для непрерывной разливки металлов и сплавов, выполненный из огнеупорного материала в виде глуходонного цилиндра с выходными отверстиями в боковых стенках, отличающийся тем, что, с целью повышения качества слитка и увеличения скорости ;штья, нижний торец выполнен вогнутым с глубиной 0,8-1,2 радиуса нижнего торца стакана. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 614883, кл. В 22 D 11/10, 1975. 2.Заявка Япоиии № 52-41729, кл. В 22 D П/10, 1977.
