ми выполнена с возможностью вращательного и возвратно-вращательного движения вокруг вертикальной оси кристаллизатора, а также возвратно-поступательного движе ния в вертикальной плоскости совмещенного с вращательным движением. При этом вращение плиты может быть выполнено как в одну сторону, так и в противоположную вращению металлопровода.
Предел расположения стержней-ограничителей 15-120° по окружности выбран по конструктивным и качественным по отношению слитка соображениям.
При расположении стержней-ограничителей через 15° потребуется 24 стержня. Увеличение же количества стержней значительно усложняет конструктивное выполнение данного устройства и приводит к снижению жесткости плиты.
При расположении стержней-ограничителей через 120° потребуется 3 стержня, что минимально допустимо с точки зрения эффекта по достижению равномерного температурного поля по сечению отливаемого слитка.
Расстояние, равное 1/4-3/4 радиуса отливаемого слитка, выбрано из следующих соображений. Менее 1/4 радиуса неприемлемо из-за того, что в этой части будет вращаться металлопровод, а более 3/4 радиуса нецелесообразно из-за охлаждающего воздействия стенки кристаллизатора и создания необходимого зазора между стержнемограничителем и стенкой кристаллизатора.
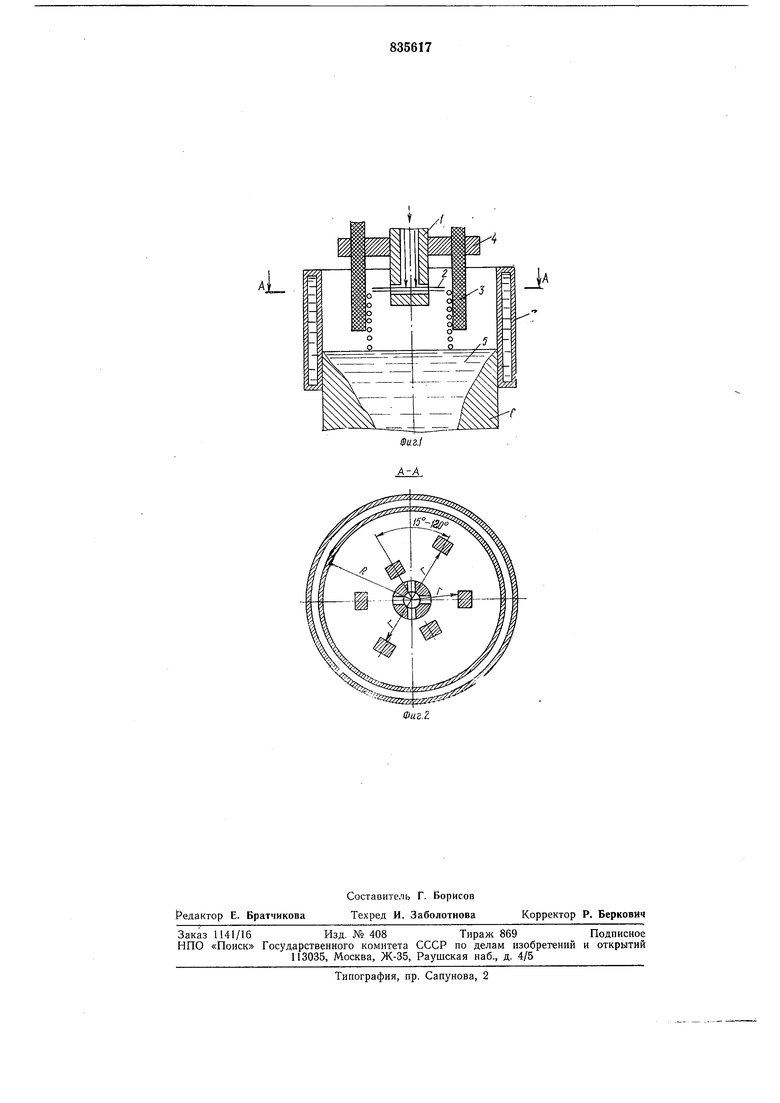
На фиг. 1 представлен продольнь1й разрез устройства для разливки металлов и сплавов; на фиг. 2 - разрез А-А фиг. 1.
Устройство для разливки металлов и сплавов содержит вращающийся металлопровод, стержни-ограничители, плиту, кристаллизатор, / -радиус отливаемого слитка, г - радиус переменного значения, равный расстоянию от центра слитка до ограничителя и определяемый г (1/4-3/4) R.
Предлагаемое устройство для разливки металлов и сплавов работает следующим образом.
Жидкий металл из разливочного ковша (на чертежах не показан) поступает во вращающийся металлопровод 1. Горизонтальное распространение выходящих струй 2 ограничивается стержнями-ограничителями 3, смонтированными на плите 4.
Струи по стержням-ограничителям 3 стекают в жидкую сердцевину 5 слитка 6, который формируется в кристаллизаторе 7.
При таком конструктивном выполнении ограничителя распространения струи в горизонтальном направлении в виде отдельных стержней, вмонтированных в плите и расположенных на различном расстоянии как по окружности, так и в радиальном направлении, с одновременным вращением плиты достигается равномерное распределение металла по сечению и тем самым создаются условия для равномерного температурного поля по сечению отливаемого слитка.
Благодаря этому устраняется развитие ликвационных явлений, увеличивается плотность сердцевины слитка за счет снижения пористости, устраняется вероятность возникновения внутренних трещин и этим самым достигается улучшение качества отливаемого слитка, повышается на 5-10%
изотропность механических свойств.
Формула изобретения
1. Устройство для разливки металлов и сплавов, включающее вращающийся металлопровод и ограничитель распространения струй в горизонтальном направлении, смонтированный на плите и расположенный в пространстве между стенкой кристаллизатора и вращающимся металлопроводом, отличающееся тем, что, с целью повышения качества отливаемого слитка, ограничитель выполнен в виде отдельных стержней, расположенных с чередованием на расстоянии, равном 1/4-3/4 радиуса отливаемого слитка через 15-120° по окружности.
2. Устройство по п. 1, отличающееся тем, что плита с ограничителями выполнена с возможностью возвратно-вращательного движения относительно вертикальной оси кристаллизатора, а также возвратно-постунательного движения в вертикальном направлении, совмещенного с вращательным н возвратно-вращательным движениями как в одном направлении, так и в противоположном относительно движения металлопровода.
Источники информации, принятые во внимание при экспертизе 1. Германн Э. Непрерывное литье, Металлургиздат, 1961, с. 384, рис. 1122, 1123.
2. Германн Э. Непрерывное литье, Металлургиздат, 1961, с. 380, рис. 1107,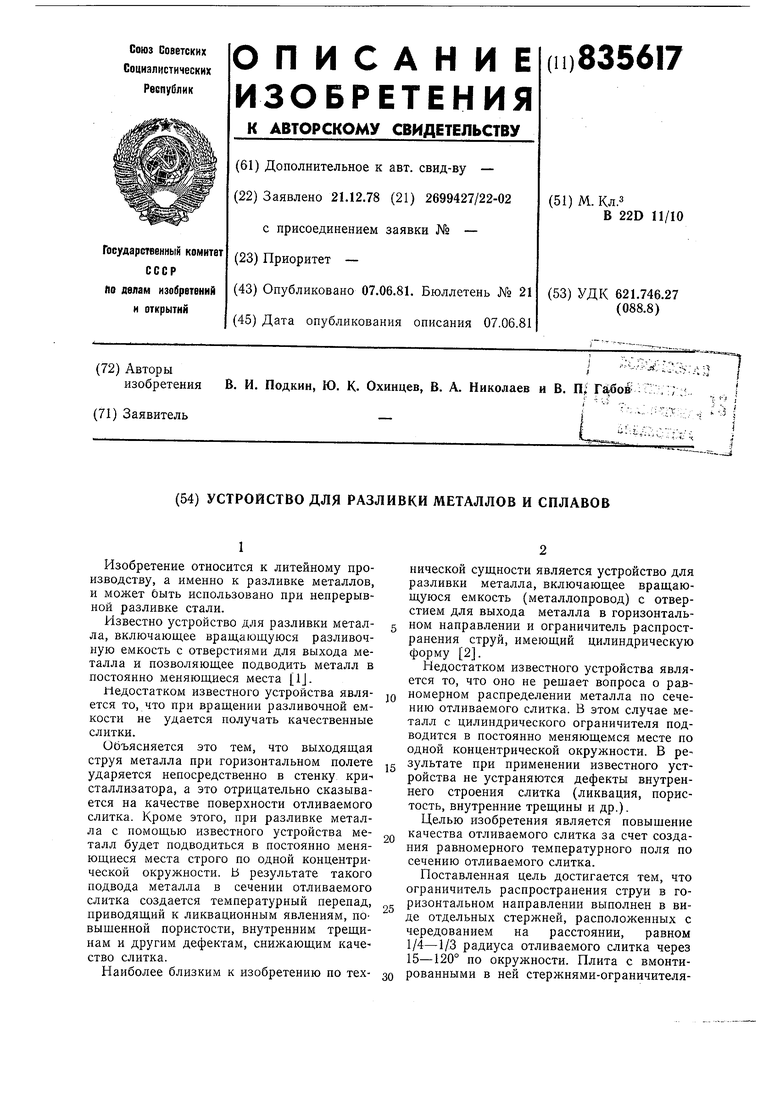
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ТОНКИХ ПОЛОС | 2002 |
|
RU2253541C2 |
| Стакан для непрерывной разливки металлов и сплавов | 1980 |
|
SU933209A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Металлопровод дл подачи металла в кристаллизатор | 1974 |
|
SU599914A2 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| СПОСОБ ПОДАЧИ РАСПЛАВА ПРИ ГРУППОВОЙ РАЗЛИВКЕ | 1992 |
|
RU2038910C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ И УСТРОЙСТВО ПРОИЗВОДСТВА ПРУТКА И ТРУБНОЙ ЗАГОТОВКИ В ГОРИЗОНТАЛЬНОМ КРИСТАЛЛИЗАТОРЕ | 2015 |
|
RU2690255C2 |