Изобретение относится к механической очистке резьбовых концов труб от смазки и может быть использовано при входном контроле геометрических параметров резьбы.
Известен способ очистки поверхности труб щетками с металлическим ворсом (см. патент на изобретение RU №2026119, МПК В08В1/04, «Способ обработки цилиндрических изделий»), в котором вращающуюся торцовую щетку приводят в контакт с изделием, при этом изделие вращают со скоростью, большей скорости вращения щетки.
Недостатком способа является то, что он позволяет произвести очистку поверхности труб под различные виды покрытий, однако при очистке резьбы труб от смазки ворс щетки забивается смазкой, и она становится неработоспособной.
Наиболее близким по технической сущности является способ очистки резьбы (см. патент на изобретение RU №2106208, МПК B08D 1/04, «Способ иглофрезерной зачистки заусенцев на зубчатых колесах»), заключающийся в том, что к зачищаемой торцовой поверхности зубьев прижимают с натягом вращающуюся иглофрезу (инструмент очистки) с ворсом из стальной пружинной проволоки, рабочая поверхность которой выполнена в виде зубьев треугольного профиля, при этом зубчатое колесо и иглофрезу вращают навстречу друг другу.
Известный способ, как и вышеуказанный аналог, не позволяет качественно производить очистку наружной резьбы труб от смазки по причине засаливания ворса иглофрезы смазкой, в результате чего иглофреза с металлическим ворсом быстро выходит из строя, и требуется ее замена. При этом торцовой иглофрезой с приводом вращения невозможно производить зачистку внутренней резьбы труб.
Техническим результатом является повышение надежности и снижение стоимости инструмента очистки резьбы, а также сбор и использование снятой смазки для последующей консервации резьбы.
Указанный технический результат достигается тем, что способ очистки резьбы цилиндрических изделий от смазки, заключающийся в том, что инструмент очистки прижимают к очищаемой поверхности и производят вращение изделия, согласно изобретению вращение изделия производят реверсивно по сигналу концевых датчиков, при этом инструмент очистки, выполненный из полиуретана в виде гребенки, профиль зубьев которой совпадает профилем резьбы изделия, а рабочая поверхность выполнена с радиусом кривизны, равным радиусу изделия, входит в зацепление с резьбой изделия и совершает возвратно-поступательно перемещение вдоль резьбы, выдавливая смазку с одной или другой стороны инструмента очистки, а отделяемая смазка при помощи механизма отсоса поступает в накопительную камеру для повторной консервации резьбы.
Выполнение инструмента очистки в виде гребенки из полиуретана с резьбовой рабочей поверхностью, профиль которой совпадает с профилем резьбы изделия, позволяет ей плотно входить в зацепление с очищаемой резьбой изделия. Выполнение рабочей поверхности гребенки выпуклой или вогнутой с радиусом, равным радиусу изделия, позволяет производить зачистку внутренней и наружной резьбы соответственно. Реверсивное вращение при зубчатом зацеплении резьбы изделия с рабочей поверхностью гребенки способствует перемещению гребенки на всю длину резьбы, в результате чего происходит выдавливание смазки с одной или другой стороны гребенки. Это позволяет производить удаление смазки в накопительную камеру для последующей консервации резьбы.
Известно устройство для очистки резьбы на зубчатых колесах, выполненное в виде торцовой щетки с металлическим ворсом, скорость вращения которой меньше, чем скорость вращения изделия (см. патент RU №2026119, МПК В08В 1/04). Известное устройство при работе позволяет производить самозаточку кромок ворса, что повышает стойкость щетки, однако оно предназначено только для зачистки заусенцев. Удалить смазку с резьбы известным устройством невозможно.
Наиболее близким по совокупности существенных признаков является устройство для очистки труб (см. патент на полезную модель RU №73237, МПК В08В 9/02, дата публикации 20.05.08, «Щеточный узел машины финишной очистки трубы»), содержащий дисковые щетки (инструмент очистки), закрепленные посредством шпинделя на рычаге, установленном на консоли с возможностью качания, консоль закреплена на роторе (на стойке) тягово-приводного модуля, при этом на одном конце рычага установлены щетки (инструмент очистки), на другом конце - привод вращения щеток (привод перемещения инструмента очистки), а также содержит механизм прижима щеток.
Известным устройством, содержащим узел очистки в виде дисковых щеток, сложно очистить наружную резьбу трубы от смазки, ввиду их быстрого засаливания. А также в связи с большими габаритами щеточного узла, соединенного ременной передачей с приводом, невозможно обеспечить доступ к внутренней поверхности резьбы, а тем более очистить ее от смазки.
Техническим результатом является повышение надежности и снижение стоимости инструмента очистки резьбы от смазки, а также сбор и использование снятой смазки для последующей консервации резьбы.
Указанный технический результат достигается тем, что устройство очистки резьбы труб от смазки, содержащее инструмент очистки, закрепленный на рычаге, установленном на консоли с возможностью качания, и механизм прижима инструмента очистки к изделию, а также привод вращения изделия, согласно изобретению содержит стойку, на которой шарнирно закреплена консоль, инструмент очистки выполнен из полиуретана в виде гребенки, профиль зубьев которой совпадает с профилем резьбы изделия, а рабочая поверхность выполнена с радиусом кривизны, равным радиусу изделия, рычаг выполнен в виде воздуховода, соединенного с механизмом отсоса и накопительной камерой, механизм прижима выполнен в виде пневмоцилиндра, привод вращения изделия выполнен в виде реверсивного вращателя, соединенного с концевыми датчиками.
В частных случаях выполнения устройства очистки резьбы рабочая поверхность гребенки выполнена выпуклой или вогнутой; консоль расположена горизонтально или вертикально; рычаг закреплен вертикально на горизонтально расположенной консоли или горизонтально на вертикально расположенной консоли; шток механизма прижима взаимодействует с нижней поверхностью консоли, закрепленной горизонтально, или с нижней поверхностью горизонтально расположенного рычага; устройство снабжено пневмоцилиндром, взаимодействующим с нижним концом вертикально расположенной консоли, инструмент очистки расположен с торца вертикально расположенного рычага или с торца горизонтально расположенного рычага; консоль выполнена в виде рамы или в виде балки.
Наличие стойки с шарнирно закрепленной на ней консолью, на которой с возможностью качания установлен рычаг, обеспечивает инструменту очистки возможность производить горизонтальные возвратно-поступательные перемещения вдоль изделия, а также под действием механизма прижима обеспечить надежный его поджим к очищаемой поверхности.
Выполнение инструмента очистки из полиуретана в виде гребенки, профиль зубьев которой совпадает с профилем резьбы изделия, позволяет гребенке входить в зацепление с резьбой изделия и производить возвратно-поступательные перемещения вдоль трубы при ее реверсивном вращении. Выполнение рабочей поверхности гребенки с радиусом кривизны, равным радиусу изделия, позволяет надежно прижимать гребенку по всей рабочей поверхности и качественно производить очистку резьбы, а также повысить срок службы гребенки.
Выполнение рабочей поверхности гребенки выпуклой или вогнутой с радиусом, равным радиусу изделия, позволяет производить зачистку внутренней или наружной резьбы соответственно.
Крепление инструмента очистки в виде гребенки на конце рычага, выполненного в виде воздуховода, соединенного с механизмом отсоса и накопительной камерой, позволяет собирать выдавленную смазку в накопительной камере для последующего использования при консервации резьбы.
Наличие концевых датчиков, соединенных с реверсивным приводом вращения изделия, в сочетании с возможностью инструмента очистки производить горизонтальные возвратно-поступательные перемещения вдоль трубы, позволяет при вхождении зубьев гребенки в зацепление с очищаемой резьбой при реверсивном вращении трубы производить качественную очистку резьбы без повреждения инструмента очистки.
Наличие вертикально расположенного рычага с закрепленным на его торце инструментом очистки в виде гребенки и воздействие механизма прижима на нижнюю поверхность горизонтально расположенной консоли позволяет производить очистку наружной резьбы.
Наличие горизонтально расположенного рычага с закрепленным на его конце инструментом очистки в виде гребенки и воздействие механизма прижима на нижнюю поверхность горизонтально расположенного рычага позволяет производить очистку внутренней резьбы.
Выполнение привода вращения изделия в виде реверсивного вращателя при зубчатом зацеплении резьбы изделия с рабочей поверхностью гребенки способствует возвратно-поступательному перемещению гребенки на всю длину резьбы, в результате чего происходит выдавливание смазки с одной или другой стороны гребенки. Это позволяет производить удаление смазки в накопительный бак для последующей консервации резьбы.
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «новизна».
Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
На фигуре 1 изображен общий вид устройства для очистки от смазки наружной резьбы труб.
На фигуре 2 изображен общий вид устройства для очистки от смазки внутренней резьбы труб.
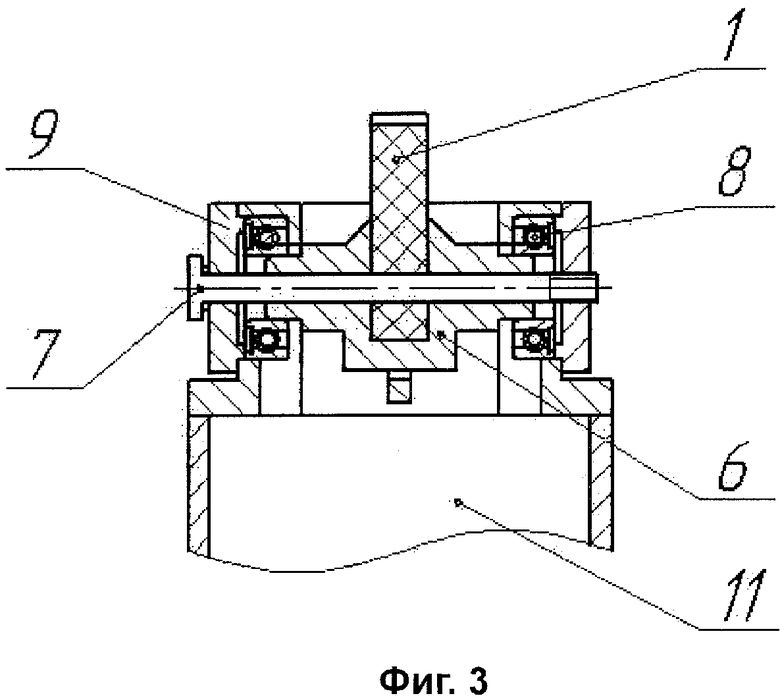
На фигуре 3 изображен узел крепления гребенки на вертикальном рычаге.
На фигуре 4 изображен узел крепления гребенки на горизонтальном рычаге.
Устройство очистки наружной резьбы на концах труб (см. фиг.1) содержит инструмент очистки, выполненный в виде гребенки 1, рычаг 2, расположенный вертикально и шарнирно закрепленный на консоли 3, расположенной горизонтально и шарнирно закрепленной на стойке 4, механизм прижима 5. Гребенка 1 закреплена в держателе 6 при помощи оси 7 (см. фиг.3). Держатель 6 установлен в подшипниках 8, закрепленных крышками 9. Механизм поджима 5 выполнен в виде пневмоцилиндра. Гребенка 1 выполнена из полиуретана. Рабочая поверхность гребенки выполнена вогнутой с радиусом кривизны, равным радиусу трубы 10, при этом профиль зубьев гребенки 1 совпадает с профилем резьбы трубы 10. Шток механизма поджима 5 взаимодействует с нижней поверхностью консоли 3. Рычаг 2 выполнен в виде воздуховода 11, соединенного с патрубком 12 для отсоса смазки. Гребенка 1 сообщается с внутренней поверхностью воздуховода 11. В верхней части стойки 4 установлена рамка 13 для крепления концевых датчиков 14 и шкалы 15 для регулирования расстояния между датчиками 14. Консоль 3 закреплена на стойке 4 при помощи шарнира 16. Рычаг 2 закреплен на консоли 3 при помощи шарнира 17. Привод вращения трубы 10 выполнен в виде реверсивного вращателя 18.
Устройство очистки внутренней резьбы труб (см. фиг.2) содержит инструмент очистки, выполненный из полиуретана в виде гребенки 1 с выпуклой рабочей поверхностью, рычаг 19, установленный горизонтально и закрепленный на консоли 20 при помощи шарнира 21. Гребенка 1 закреплена в держателе 6 при помощи оси 7. Держатель 6 установлен в подшипниках 8, закрепленных крышками 9 (см. фиг.4). Гребенка 1 расположена на конце рычага 19. Консоль 20 расположена вертикально и шарнирно закреплена на стойке 4 при помощи планок 22 и шарнира 23. Шток механизма прижима 5 взаимодействует с нижней поверхностью конца рычага 19. Рычаг 19 выполнен в виде воздуховода 24, соединенного с гребенкой 1 и патрубком 25 для отсоса смазки. В верхней части стойки 4 установлена рамка 13 для крепления концевых датчиков 14 и шкалы 15. Механизм фиксирования гребенки в трубе 10 выполнен в виде пневмоцилиндра 26. Привод вращения трубы 10 выполнен в виде реверсивного вращателя 18.
Патрубки для отсоса смазки 12 и 25 соединены с механизмом отсоса смазки 27 и накопительной камерой 28.
Способ очистки от смазки наружной резьбы трубы осуществляют следующим образом (фиг.1). Настраивают при помощи шкалы 15 расстояние между концевыми датчиками 14 в зависимости от длины участка нарезанной резьбы. Опускают шток механизма поджима 5. При этом консоль 3 поворачивается на шарнире 17, поднимая вверх рычаг 2 и прижимая гребенку 1 к наружной резьбе трубы 10. При этом зубья гребенки 1 входят в зацепление с резьбой трубы 10. Включают реверсивный вращатель 18. При реверсивном вращении трубы 10 гребенка 1 перемещается возвратно-поступательно вдоль трубы туда и обратно на расстоянии длины резьбового участка, а рычаг 2 качается на шарнире 17 в пределах расстояния между концевыми датчиками 14. При этом смазка выдавливается с одной или другой стороны гребенки 1 и поступает в воздуховод 11 и далее через патрубок 12 при помощи механизма отсоса 27 в накопительную камеру 28. Гребенка 1, закрепленная в держателе 6 при помощи оси 7, имеет относительную степень свободы углового поворота, что необходимо при очистке конусного резьбового конца трубы.
Способ очистки от смазки внутренней резьбы трубы осуществляют следующим образом (фиг.2). Штоком пневмоцилиндра 26 воздействуют на консоль 20, верхний конец которой вместе с рычагом 19 перемещается в сторону трубы 10. При вхождении гребенки 1 в трубу 10 поднимают шток механизма поджима 5 (см. фиг.2). При этом рычаг 19 поворачивается на шарнире 21 и прижимает гребенку 1 к внутренней резьбе трубы. При реверсивном вращении трубы 10 рычаг 19 совершает возвратно-поступательные движения вдоль трубы на расстояние, заданное концевыми датчиками 14. При этом консоль 20 качается на шарнире 23. Гребенкой 1, плотно прилегающей к резьбе трубы 10, смазка полностью выдавливается с одной или другой стороны гребенки 1 и поступает в воздуховод 24, а далее через патрубок 25 при помощи механизма отсоса 27 в накопительную камеру 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| СТАНОК ДЛЯ ОБРУБКИ, КЛЕПКИ, ТРАМБОВКИ | 2009 |
|
RU2412783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| СПОСОБ КАЛИБРОВКИ РЫЧАЖНЫХ ПРОФИЛЕМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498212C1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| Устройство для свинчивания-развинчивания труб | 1983 |
|
SU1145118A1 |
| М. И. КОСОБ, 3. И. Перциков и А. А. Греков | 1970 |
|
SU258236A1 |
| Станок для обрезки кромок листового материала | 1973 |
|
SU476158A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |


Изобретение относится к механической очистке резьбовых концов труб от смазки и может быть использовано при входном контроле точности изготовления резьбы. Способ заключается в том, что узел очистки прижимают к очищаемой поверхности и производят при помощи концевых датчиков реверсивное вращение изделия. При этом инструмент очистки совершает возвратно-поступательно перемещение вдоль резьбы, выдавливая смазку с одной или другой стороны инструмента очистки. Отделяемая смазка поступает при помощи механизма отсоса в накопительную камеру для повторной консервации резьбы. Устройство содержит инструмент очистки, расположенный на рычаге, установленном на консоли с возможностью качания, и механизм прижима инструмента очистки к изделию, а также привод вращения изделия. Устройство дополнительно содержит стойку (4), на которой шарнирно закреплена консоль (3). Причем инструмент очистки выполнен из полиуретана в виде гребенки (1), профиль зубьев которой совпадает с профилем резьбы изделия. Рабочая поверхность выполнена с радиусом кривизны, равным радиусу изделия. Рычаг (2) выполнен в виде воздуховода, соединенного с механизмом отсоса и накопительной камерой. Механизм прижима выполнен в виде пневмоцилиндра. Привод вращения изделия выполнен в виде реверсивного вращателя, соединенного с концевыми датчиками. Изобретения обеспечивают повышение надежности инструмента очистки резьбы от смазки и возможность использования снятой смазки для последующей консервации резьбы. 2 н. и 9 з.п. ф-лы, 4 ил.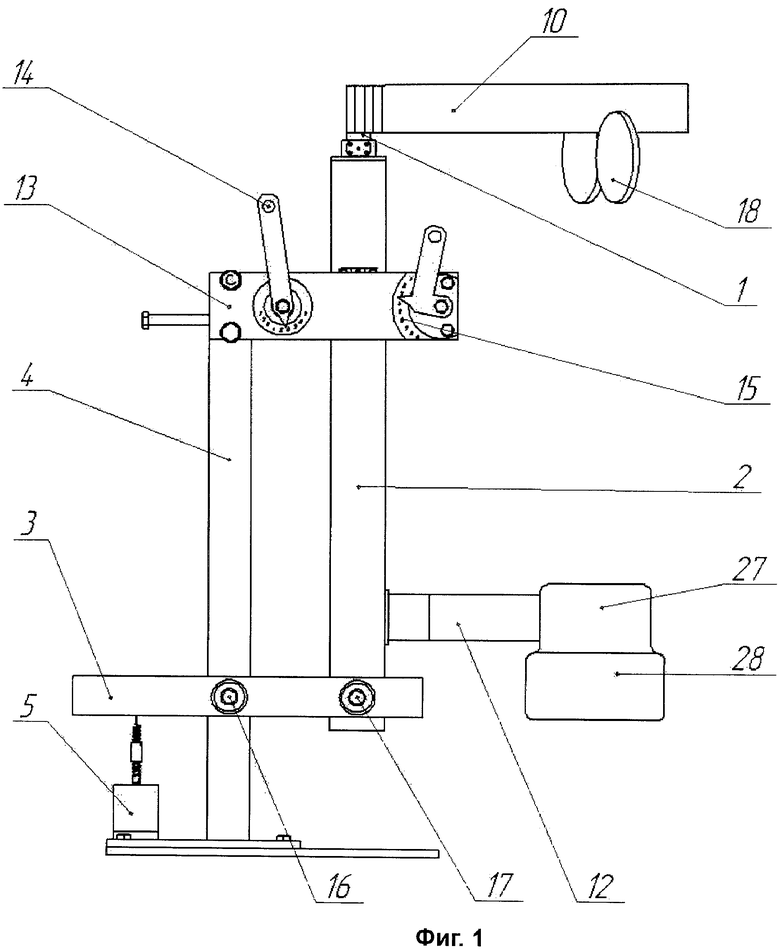
1. Способ очистки резьбы труб от смазки, заключающийся в том, что инструмент очистки прижимают к очищаемой поверхности и производят вращение изделия, отличающийся тем, что вращение изделия производят реверсивно при помощи концевых датчиков, при этом инструмент очистки, выполненный из полиуретана в виде гребенки, профиль зубьев которой совпадает с профилем резьбы изделия, а рабочая поверхность выполнена с радиусом кривизны, равным радиусу изделия, входит в зацепление с изделием и совершает возвратно-поступательно перемещение вдоль резьбы, выдавливая смазку с одной или другой стороны инструмента очистки, причем отделяемая смазка при помощи механизма отсоса поступает в накопительную камеру для последующей консервации резьбы.
2. Устройство очистки резьбы труб от смазки, содержащее инструмент очистки, расположенный на рычаге, установленном на консоли с возможностью качания, и механизм прижима инструмента очистки к изделию, а также привод вращения изделия, отличающееся тем, что оно содержит стойку, на которой шарнирно закреплена консоль, инструмент очистки выполнен из полиуретана в виде гребенки, профиль зубьев которой совпадает профилем резьбы изделия, а рабочая поверхность выполнена с радиусом кривизны, равным радиусу изделия, рычаг выполнен в виде воздуховода, соединенного с механизмом отсоса и накопительной камерой, механизм прижима выполнен в виде пневмоцилиндра, привод вращения изделия выполнен в виде реверсивного вращателя, соединенного с концевыми датчиками.
3. Устройство очистки резьбы труб от смазки по п.2, отличающееся тем, что консоль закреплена на стойке горизонтально.
4. Устройство очистки резьбы труб от смазки по п.2, отличающееся тем, что консоль закреплена на стойке вертикально.
5. Устройство очистки резьбы труб от смазки по п.3, отличающееся тем, что рычаг закреплен вертикально на горизонтально расположенной консоли.
6. Устройство очистки резьбы труб от смазки по п.4, отличающееся тем, что рычаг закреплен горизонтально на вертикально расположенной консоли.
7. Устройство очистки резьбы труб от смазки по п.5, отличающееся тем, что механизм прижима закреплен на стойке с возможностью взаимодействия с нижней поверхностью горизонтально расположенной консоли.
8. Устройство очистки резьбы труб от смазки по п.6, отличающееся тем, что механизм прижима закреплен на консоли с возможностью взаимодействия с нижней поверхностью горизонтально расположенного рычага.
9. Устройство очистки резьбы труб от смазки по п.4, отличающееся тем, что устройство снабжено механизмом фиксирования узла очистки в трубе, взаимодействующим с нижним концом вертикально расположенной консоли.
10. Устройство очистки резьбы труб от смазки по п.5, отличающееся тем, что инструмент очистки с вогнутой рабочей поверхностью гребенки расположен с торца вертикально расположенного рычага.
11. Устройство очистки резьбы труб от смазки по п.6, отличающееся тем, что инструмент очистки с выпуклой рабочей поверхностью гребенки расположен с торца горизонтально расположенного рычага.
| СПОСОБ ИГЛОФРЕЗЕРНОЙ ЗАЧИСТКИ ЗАУСЕНЦЕВ НА ЗУБЧАТЫХ КОЛЕСАХ | 1992 |
|
RU2106208C1 |
| Способ очистки резорцина | 1946 |
|
SU73237A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2026119C1 |
| US 4372003 A, 08.02.1983 | |||
| EP 0359194 A1, 21.03.1990. | |||

