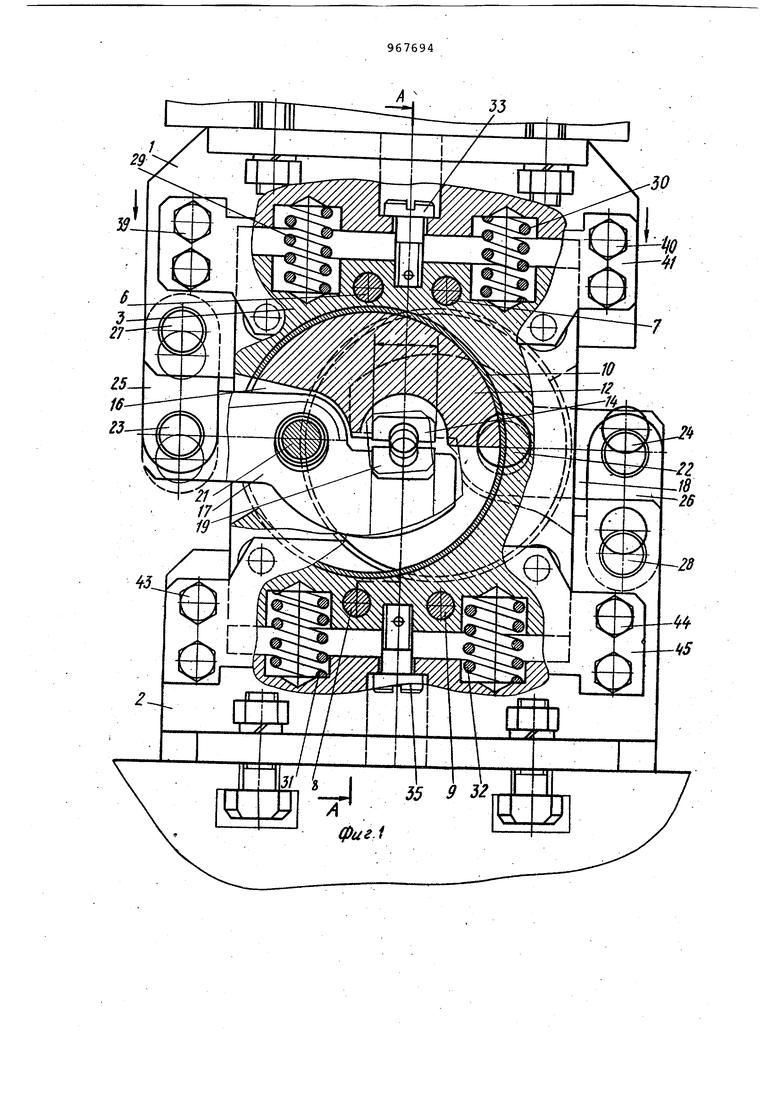
(54) ШТАМП ДЛЯ РЕЗКИ ПРОКАТА 1 . . Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки сортового проката. Известен штамп для резки проката, содержащий верхнюю и нижнюю плиты с закрепленными на них направ ляющими, и узел резки, включающий ножи и прижимы 1. . Недостатком известного штампа является его сложность, вызванная наличием значительного количества клиновых механизмов. Цель изобретения - упрощение кон струкции штампа. Поставленная цель достигается тем, что в штампе для резки проката содержащем верхнюю и нижнюю плиты с закреплецными на них направляющими, и узел резки, включающий ножи и прижимы, узел резки выполнен в ви подпружиненного корпуса, смонтирова ного в направляющих плит и состоящего из двух жестко связанных между собой обойм, в которых выполнены от ве зстия, центры которых смещены относительно, вертикальной оси штампа, дисков, смонтированных в. отверстиях обойм с возможностью вращения и несущих ножи, и двух рычагов, шарнирно установленных на дисках и несущих прижимы, при этом один из рычагов связан с верхней плитой, а другой с нижней ПЛИТОЙ. Для обеспечения возможности регулировки зазоров между корпусом и плитами, штамп может быть снабжен регулировочными винтами, установленными в корпусе с возможностью взаимодействия с плитами. На фиг.1 изображен штамп, общий вид/ на фиг.2 - разрез А-А на фиг.1., Штамп содержит верхнюю 1 и нижнюю 2 плиты, в которых установлен корпус 3, СОСТОЯ1ДИЙ из двух обойм 4 и 5, жестко связанных между собой шпильками 6,7 и 8,9. В каждой из обойм 4 и 5 выполнено отверстие, смещенное относительно вертикальной -оси на эксцентриситет е в противоположные стороны. В отверстиях- обойм 4 и 5 в качестве поЭдаипников запрессованы бронзовые втулки 10 и 11, в которых, установлены диски 12 и 13. В дисках 12 и 13 закреплены верхний 14 и нижний 15 ножи, соответственно, а геометрические оси симметрии отверстий ножей 14 и 15 смещены относительно оси симметрии дисков 12 и 13 на эксцентриситет жив исходном положении
штаюта совпадают с геометрической осью корпуса 3. В дисках 12 и 13 выполнены фигурные пазы 16 для разме1це.ния в них зажимных рычагов 17 и 18 с закрепленными в них прилсимами 19 и 20. Зажимные рычаги 17 и 18 уставовлены в пазах 16 на осях 21 и 22, закрепленных в дисках 12 и 13. Свободные концы зажимных рычагов 17 и 18 шарнирно связаны посредством осей 23 и 24 с серьгами 25 и 26, установленыыми на осях 27 и 28, смонтированных в рхней 1 и нижней 2 плитах соот- . ветственно. .
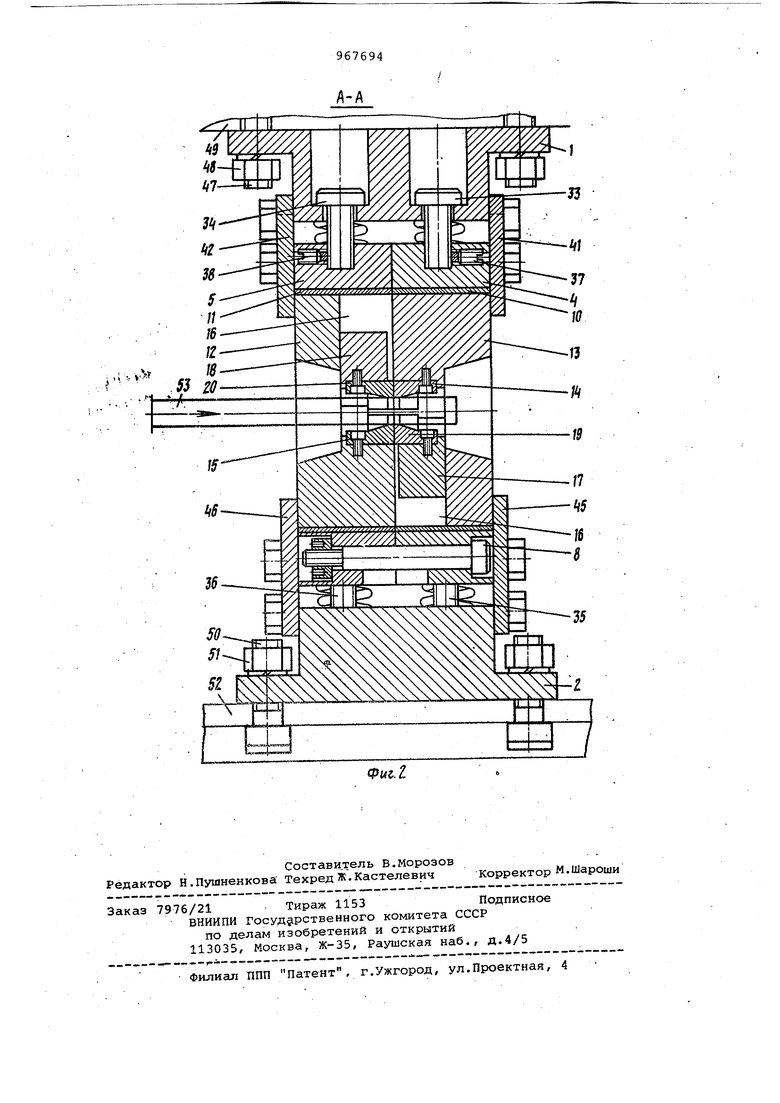
Между корпусом 3, верхней 1 и нижней 2 плитами размещены пружины 29, 30 и 31, 32 возврата деталей штампа в исходное положение. Зазор между корпусом 3 и плитами I и 2 устанавливается при помощи регулировочных винтов 33, 34 и 35, 36. Винты 37. и 38 стопорят положение винтов 33 и 34. Для прещотвращёния смещения дисков 12, 13 и корпуса 3 на верхней плите 1 при помощи болтов 39 и 40 закреплены направляющие планки 41 и 42, а на нижней плите 2 при помощи болтов 43 и 44 закреплены направляющие планки 45 и 46 соответственно.
Верхняя плита 1 крепится при помощи винтов 47 и гаек 48 к ползуну 49 .пресса, а нижняя плита 2 крепится при .помощи винтов 50 и гаек 51 на столе 52 прэсса.
Штамп для резки сортового проката работает следующим образом.
Сортовой- прокат в виде прутка 53 подается в штамп до упора (не показан при верхнем положении ползуна пресса. lii)H ходе ползуна 49 и плиты 1 вниз движение от ползуна через ось 27 передается на рычажную систему, включающую в себя рычаг 17 и серьгу 25. При этом рычаг 17, поворачиваясь вокруг оси 21, взаимодействует прижимом 19 с прутком 53, Одновременно ползун 49 нажатием на плиту 1 воздействует на пружины 29 и 30, передаюдие давление на корпус 3, КОТОЕ4ДЙ в свою очередь перемещается вниз, сжимая пружины 31 и 32. Движением вниз корпуса 3 перемещаются установленные в нем диски 12 и 13 - происходит вэaймoдeйствие прутка 53 с прижимом 20 рычага 18. после этого движение ползуна 49 , посредством рычагов 17 и 18 через оси 21 и 22 передается на диски 12 и 13, расположенные в эксцентричных отверстиях корпуса 3. Диски 12 и 13, поворачиваясь в противоположные стороны, выбиргиот зазор между ножами 14 и.15, а корпус 3 продолжает движение вниз совместно с верхней плитой 1 и ползуном 49, сжимая пружины 31 и 32. Происходитвозрастание усилий зажима отрезаемой заготовки и прутка пропорционально сопротивлению прутка сразу с одновременным перемещением вниз корпуса 3 и поворотом дисков 12 и 13, в результате чего совершается разрезание прутка 53.
Характерным является совмещение процессов поперечного зажима заготовки и реза, происходящих синхронно. После прихода в крайнее нижнее положение ползун пресса начинает подниматься вверх, увлекая за собой кор- нус 3. Пруток 53 освобождается от зажима. Исходное положение штампа при крайнем верхнем положении ползуна устанавливается пружинами 29, 30 и 31, 32.
По сравнению с известным предлагаемый штамп имеет простую конструкцию и надежен в работе.
Формула изобретения
Штамп для резки проката, содержащий верхнюю и нижнюю плиты с закрепленными на них направляющими, и узел резки, включающий ножи и прижимы,т ли чающийся тем, что, с целью упрощения конструкции, узел резки выполнен в виде подпружиненного корпуса, смонтировс нного в направлякяцих плит и состоящего из двух жестко связанных между собой обойм, в которых выполнены отверстия, центры которых смещеныотносительно вертикальной оси штампа, дисков, смонтированных в отверстиях обойм с возможностью вращения и несущих ножи, и двух рычагов, шарнирно установленных на дисках и несущих прижимы, при этом один из рычагов связан с верхней плитой, а другой - с нижней плитой,
2. Штамп поп.1 о т л и- ч а ю щ и и с я тем, что, с целью обеспечения возможности регулировки зазоров между корпусом и плитс1ми, он снабжен регулировОчн&ми винтами, установленными в корпусе с возможностью взаимодействия с плитами.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР Ю 354948, кл. В 23 D 23/00, 1970 iпрототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Установка для резки изоляционныхпРОКлАдОК | 1978 |
|
SU845939A1 |
| Штамп для резки проката с отбраковкой немерных концов | 1986 |
|
SU1409414A1 |
| Устройство для резки проката на мерные заготовки | 1986 |
|
SU1338982A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ | 1992 |
|
RU2109602C1 |
| Штамп для резки проката на мерные длины | 1981 |
|
SU988472A1 |