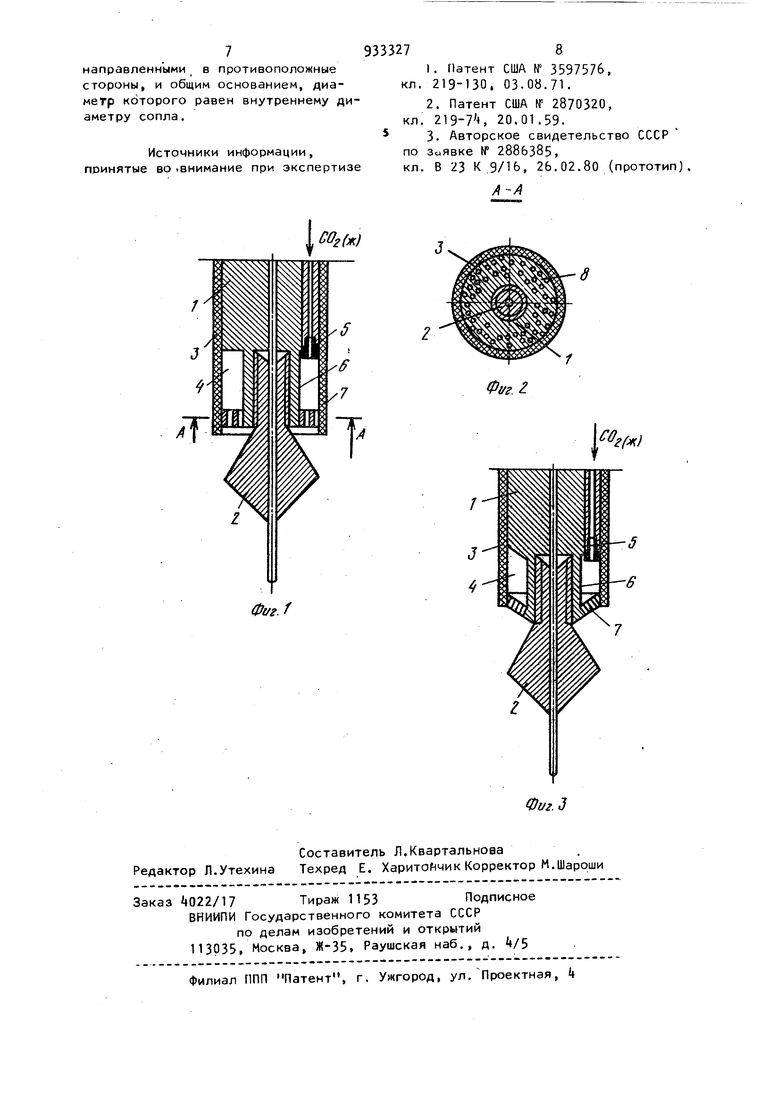
3 9 дуги, и неэффективное использование жидкой COfj дли охлаждения нагревающихся деталей горелки, так как пос редуцирования переохлажденная до , -78°С жидкая CUQ подается в зону го рения дуги. Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является горелка для ду говой сварки плавящимся электродом в среде защитных газов, содержащая сопло и расположенные внутри него токоподводящий мундштук с корпусом, в котором установлен контактный наконечник, выступающий из сопла, и элемент для создания ламинарного истечения потока защитного газа, а также камеру для подогревай гази фикации жидкой COrj , образованную внутренней поверхностью сопла и наружной поверхностью мундштука. В мундштуке горелки выполнена выточка , образующая со стенками сопла, коллектор, расположенный выше камеры для подогрева и газификации жидкой СО л- Коллектор соединен с камерой каналами для редуцирования жидкой СОп. Каналы выполнены в виде пазов на поверхности мундштука 3 Однако в такой горелке забрызгив ние. каплями расплавленного металла газопроницаемого вкладыша сопла при большой продолжительности дуговой сварки ограничивает время непрерывной работы горелки и сокращает срок ее службы, .а брызги металла, приварившиеся к ячейкам газопроницаемо вкладыша сопла, невозможно удалить без разрушения поверхностного слоя газопроницаемого вкладыша. Целью изобретения являетсяповышение срока службы горелки путем уменьшения забрызгивания ее каплями расплавленного металла. Эта цель достигается тем, что в горелке для дуговой сварки плавящим электродом в среде защитных газов, содержащей сопло и расположенные внутри него токоподводящий мундштук с корпусом,в котором установлен кон тактный наконечник, выступающий из сопла, и элемент для создания ламинарного истечения потока защитного газа, а также камеру для подогрева и газификации жидкой COQ, образован ную внутренней поверхностью сопла и наружной поверхностью мундштука, элемент для создания лсзмииарного истечения потока защитного газа выполнен в виде бурта с отверстиями по его периметру, расположенного на рабочем торце мундштука, а выступающий конец контактного наконечника выполнен в виде двух соосных кону сов с вершинами, направленными в противоположные стороны, и общим основанием, диаметр которого равен внутреннему диаметру сопла. На фиг,1 изображена горелка, общий вид первый вариантj; на фиг.2сечение горелки А-А на фиг.1; на фиг.З - горелки (второй вариант. Горелка содержит токоподводящий мундштук с корпусом 1 с каналом для направления плавящегося электрода и ввернутьм в корпус 1 контактным наконечником 2, выступающим из напрессованного на мундштук сопла 3. Выступающий конец контактного наконечника выполнен в виде двух-соосных конусов с вершинами, направленными в противоположные стороны, и общим основанием. Горелка имеет камеру k для подогрева и газификации жидкой СОл,соединенную с системой питания жидкой C0i2 через редуцирующее устройство 5. Камера k для подогрева и газификации жидкой СОпобразоаана кольцевой проточкой 6 на боковой поверхности корпуса мундштука. Рабочий тОрец корпуса 1 мундштука выполнен с буртом 7«выполняющим роль элемента для создания ламинарного истечения потока защитного газа. Кольцевая проточка 6 и бурт 7, мундштука выточены на токарном станке. В.горелке, показанной на фиг. 1 , колы4 йвая проточкая 6 и бурт 7перпёидц} улярны к оси мундштука, в горелке, показанной на фиг.31они раололожены под углом к оси мундштука. Для подачи защитного газа к зоне сварки в стенке бурта 7 высверлены сквозные отверстия 8 диаметром 0,5 1,2 мм по концентрическим окружностям. Газопроницаемый бурт 7 может быть изготовлен методом порошковой металлургии в виде пористого кольца с последующей его на прессовкой на рабочий торец корпуса1 мундштука. Чтобы исключить забрызгивание каплями металла бурта 7 диаметр основания конусообразного конца контактного наконечника 2 выполнен равным внутреннему диаметру сопла 3 ( наружный диаметр бурта равен внутреннему диаметру сопла). 5 Корпус 1 токоподводящего мундшту ка, контактный наконечник 2 и реду.цирующее устройство 5 изготовлены из меди - или сплавов с высокой электропроводностью, сопло 3 из фоторопласта, углепласта или из других термостойких электроизоляцио ных материалов. Корпус 1 изолирован снаружи слоем термостойкого покрытия, например окиси алюминия, или трубкой из термостойкой резины. Для того чтобы уменьшить забрызгивание горелки и исключить замыкание на изделие контактного нако,нечника 2, его наружная поверхность может быть покрыта слоем термостойкого покрытия, например двуокиси циркония, окиси алюминия. в процессе сварки жидкая СОг поступает в горелку под высоким давлением (до 75 кгс/см)из магистрали питания, проходя через редуцирующее устройство 5, дросселируется до давления 1 кгс/см -и затем переохлажденная до -78°С поступает для подогрева и газификации в камер 4, образованную полостью кольцевой проточки I корпуса мундштука и прилегающей внутренней поверхностью сопла 3- Одновременно от излучения и теплопередачи дуги нагревается наконечник 2 с конусообразным высту пающим концом, от которого вследств его высокой теплопроводности переда ется тепло на бурт 7 и мундштук с проточкой 6. Переохлажденная жидкая СОп сухой лед), контактируя с нагр той поверхностью проточки 6, интенсивно газифицируется и подогревается, отбирая тепло и создавая в каме k избыточное давление, необходимое для преодоления газодинамического сопротивления бурта 7 корпуса мундштука. Под действием избыточного давления СОл проходит через отверстия j Ь бурта 7, дополнительно нагревается формируется в виде многослойного газозащитного потока и поступает к зоне сварки. После обрыва дуги через несколько секунд автоматически прёкращается подача жидкой СО, вследствие заполнения проточки 6 мундштука сухим льдом и перекрытия калиброванного отверстия редуцирующего устройства 5. Чтобы возобновить подачу газа к горелке, достаточно зажечь дугу между плавящимся электродом и изделием. Нагрев контактного наконечника 2 и корпуса 1 мундштука от излучения ду7ги вызовет сублимацию сухого льда и подогрев газообразной СОп в проточке 6 мундштука, и цикл работы горелки начнет повторяться. Таким образом, в предлагаемом устройстве кольцевая проточка на наружной поверхности корпуса мундштука совместно с газопроницаемым буртом, расположенным на нижней концевой части мундштука, и соединенная через редуцирующее устройство с системой питания жидкой C0(j, выполняет функции камеры подогрева и газификации жидкой СОп, устройства- для формирования потока защитного газа и экономизатора COQ. Конструкция предложенной горелки упрощена, а трудозатраты и расход цветных металлов на изготовление быстроизнашивающихся стандартных сопл снижены. Наличие конусообразного конца контактного наконечника и интенсивное его охлаждение жидкой СОо позволяют исключить забрызгивание каплями металла газопроводящих каналов и газопроницаемого бурта мундштука, что дает возможность увеличить время непрерывной работы горелки. Конструкция горелки обеспечивает надежную многослойную защиту зоны сварки от воздействия воздуха. Формула изобретения Горелка для дуговой сварки плавящимся электродом в среде защитных газов, сс ержащая сопло и расположенные внутри него токоподводящий мундштук с корпусом, в котором установлен контактный наконечник, выступающий из сопла, и элемент для создания ламинарного истечения потока защитного газа, а также камеру для подогрева и газификации жидкой 0, образованную внутренней поверхи наружной поверхностью ностью сопла тл ичающаяся мундштука, о тем, что, с целью повышения срока службы горелки путем уменьшения забрызгивания ее каплями расплавленного металла, элемент для создания ламинарного истечения потока защитного, газа выполнен в виде бурта с отверстиями по его периметру, расположенного на рабочем торце корпуса мундштука, а выступающий конец контактного наконечника выполнен в виде двух соосных конусов с вершинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки в среде защитных газов | 1982 |
|
SU1073034A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1975 |
|
SU564120A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
