(54)
ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛ/ ВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2006 |
|
RU2322332C1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU933327A1 |
| Горелка для дуговой сварки | 1984 |
|
SU1266686A1 |
| Сопло к сварочной горелке | 1990 |
|
SU1729710A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1315192A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
Изобретение касаегся сварки, в частности горелок для дуговой сварки плавяшимся эпектродом в защитных газах.
Известна горелка для сварки плавящимся эпектродом, содержащая корпус, мундщту с токоподводящим наконечником и соппо, в которой налинщие на сопло бпызги оасплаь ленного металла устраняются механическим способом, сбиванием JlJ .
Известная горелка неудобна тем, что
часть брызг расплавленного металла приваривается к поверхности сопла и токове- дущегО наконечника, и механическая очистка исключает возможность их удаления.
Известна горелка для дуговой сварки, в которой согпю и fy}шштyк с токоподводя- щим наконечником изготавливают из гпафита, обладающего свойствами несмачиваемости брызгами расплавгтенного (чтеталла .
Однако в такой горелке графит облада- кт невысокими механическим свойствами, а она имеет небопыиой срок с луж- бы 2,.
Известно устройство для сварки магнито.управпяемой дугой, представляющее собой
1-орепку, содержащую корпус с установпен- ным в нем дер): ателем электрода и укрепленным на корпусе соплом. Ei корпусе горелки выполнены парадлелын.1е оси электрода канапь , в которых установлены постоянные мшниты. Оси мш нитов параллельны электрода, при этом по ториу сопла магниты установлены с чеоедующимися полюсами, а диаметрально противоположные махниты имекэт одинаковую полярность 3.
И о конструкции известное устройство близко .к предлагаемому изобретению, но рещает совершенно другую задачу - упргдвление формой дуги при номощ магнитного попя.
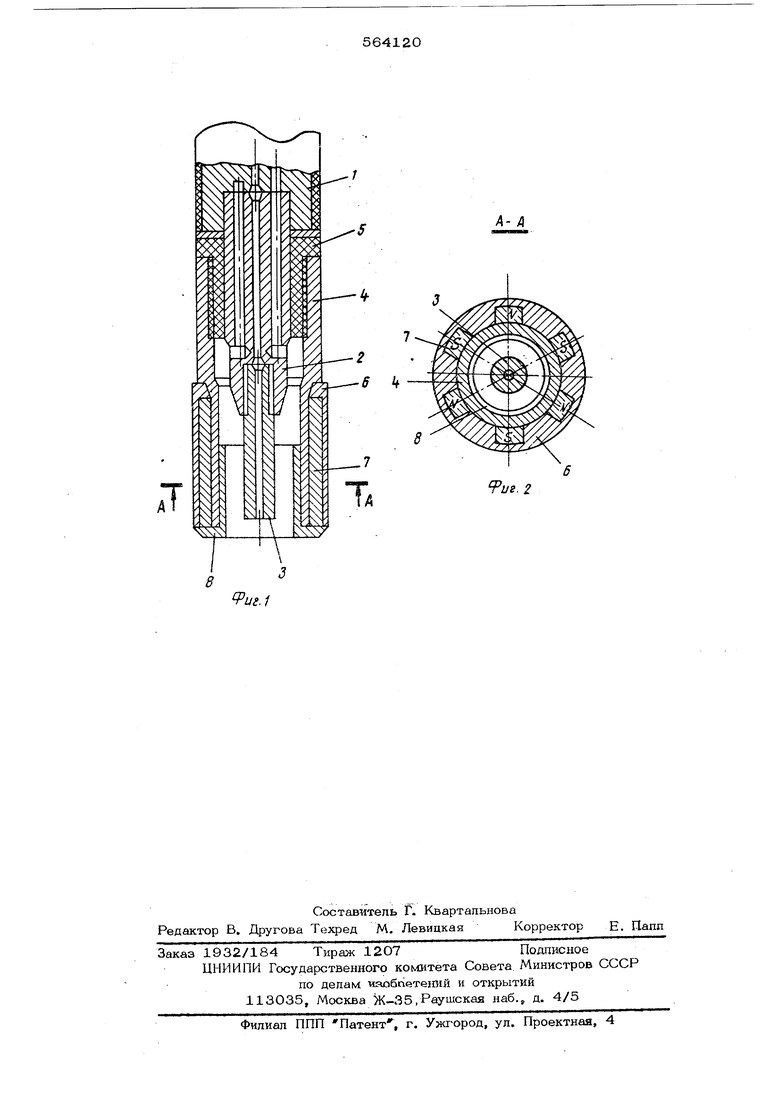
Наиболее близкой по технической сущности и достигаемому результату к предлагаемому изобретению является горелка для сварки llлaвящи cя электродом в защитных газах, содержащая корпус с установ- ле1П1Ь м в нем токонодводящим наконечником и с укрепленным в нем соплом со сменной втулкой, изготсшливаемой из меди или алюминия, которую удаляют по мере забрызгивания ее каплями расплавленного металла для очистки или замены f4j. Недоптаток такой горелки заключается в том, что она защищает от брызг расплав ленного металла только сопло, а токопод-. водящий наконечник совсем; не защищен от брызг расплавленного металла, и поэтому это также ведет к снижению срока службы горелки и повыщенню затрат времени на тзспомогательные операции по зачистке то- коподводящего наконечника., Цель изобретения - устранение забрыз- гйвания соппа и токоподводящего наконечника каплями расплавленного металла для повышения срока службы горелки и повышения производительности труда. Поставленная цель достигается тем, что в предлагаемой горелке на сопле установлена обойма с внутренними продольными пазами, в которых Установлены постоянные магниты с чередующимися полюсами, при этом магниты разноименных полюсов установлены диаметрально противоположно. На фиг. 1 изображена предлагаемая горелка, общий вид; на фиг. 2 схематично изображено расположение магнитов по торцу горелки. Горелка для дуговой сварки плавящимся электродом в защитных газах содержит корпус 1, установленный в нем мундщтук 2, в который ввинчен токоподводящий наконечник 3. Горелка снабжена соплом 4, верхней своей частью связанным с KOpnycO 1 через электроизолирующую втулку 5. На сопле 4 установлена обойма 6 с внутренними пазами, в которых установлены постоянные магниты 7 с чередующимися полюсами.. Постоянные магниты 7 разноиме ных полюсов установлены диаметрально про тивоположно. Внутри сопла 4 по его выходному каналу установлена сменная втулка 8. В процессе работы с такой рорелкой магнитное поле, создававемое постоянными магнитами 7, установленными в обойме 6, 1репятствует проникновению брызг расплавленного металла в. выходной канал сопла 4, при этом, брызги частично осаждаются на нижней кромке сменной втулки 8, откуда их легкоудалить, не разбирая горелку и не снимая ее со сварочного автомата. Использование такой горелки для сварки плавящимся электродом повыщает производительность труда на 12- 15 % ; за счет меньщего количества остановок сварочного процесса на очистку горелки от брызг оасплавленного металла. Предварительные опытные испытания показали, что увеличение срока службы горелки может быть по- выщено в 6 - 8 раз. Формула изобре тения Горелка для дуговой сварки плавящимся электродом в защитных газах, содержащая корпус с установленным в нем мундштуком с токоподводящим наконечником и с укрепленным в нем соплом со сменной втулкой, отличающаяся тем, что, с целые повышения срока службы (горелки и повышения производительности труда путем устранения забрызгивания сопла и токоподводящего наконечника, каплями расплавленного металла.на сопле установлена обойма с внутренними продольными пазами, в которых установлены постоянные магнлты с чередующимся полюсами-, при этом магниты разноименных полюсов установлены диаметрально противоположно. Источники информации, пршмть(е во внимание при экспертизе: 1.Патент ФРГTsfo 1079245, В 23 К S/l9, опубл. 1960 г. 2.Авторское свидетельство СССР 194999, кл. В 23 К 9/16, 1965 г. 3.Патент Франции № 1464349, В 23 К, 1966. 4. Патент США № 3690567, кл; 239591, 1972.
J
Д-/}
5 k
8
иг.2
