(5) ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки и ГРУНТОВКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Механизированная поточная линия обработки листовых материалов | 1980 |
|
SU874227A1 |
| Защитное устройство для дробеметной установки | 1984 |
|
SU1296389A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| ОСЕСОЙЗНАЙ p^t^ASfiiaBO!':- | 1972 |
|
SU329258A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Многокамерный агрегат для струйной очистки и пассивирования листовой стали | 1960 |
|
SU144358A1 |
| Устройство для поперечной передачи круглого проката | 1990 |
|
SU1759493A1 |
1
Изобретение относится к очистке стального листового и профильного проката от ржавчины, окалины и других загрязнений и нанесения на поверхность металла защитных покрытий, может найти применение в различных отраслях народного хозяйства, в частности в судостроении, для защиты поверхности корпусной стали на межоперационный период.
Известна поточная линия для очистки и грунтовки изделий, содержащая снабженное поддерживающими роликами для изделий последовательно установленное технологическое оборудование, включающее входной кантователь, печь для температурного обжига, дробеметный агрегат, окрасочную установку, камеру сушки и выходной кантователь ГП.
Недостатком известной линии является раздельная обработка листового проката и .профильного проката на от- дельных поточных линиях, котооая
связана с большими дополнительными материальными затратами и потерями производственных площадей на организацию двух линий, низким коэффициентом загрузки оборудования линий, особенно для заводов, которые имеют относительно небольшой объем металла, подлежащего обработке.
Цель изобретения - расширение технологических возможностей линии за счет обеспечения очистки и грунтовки листового и профильного проката.
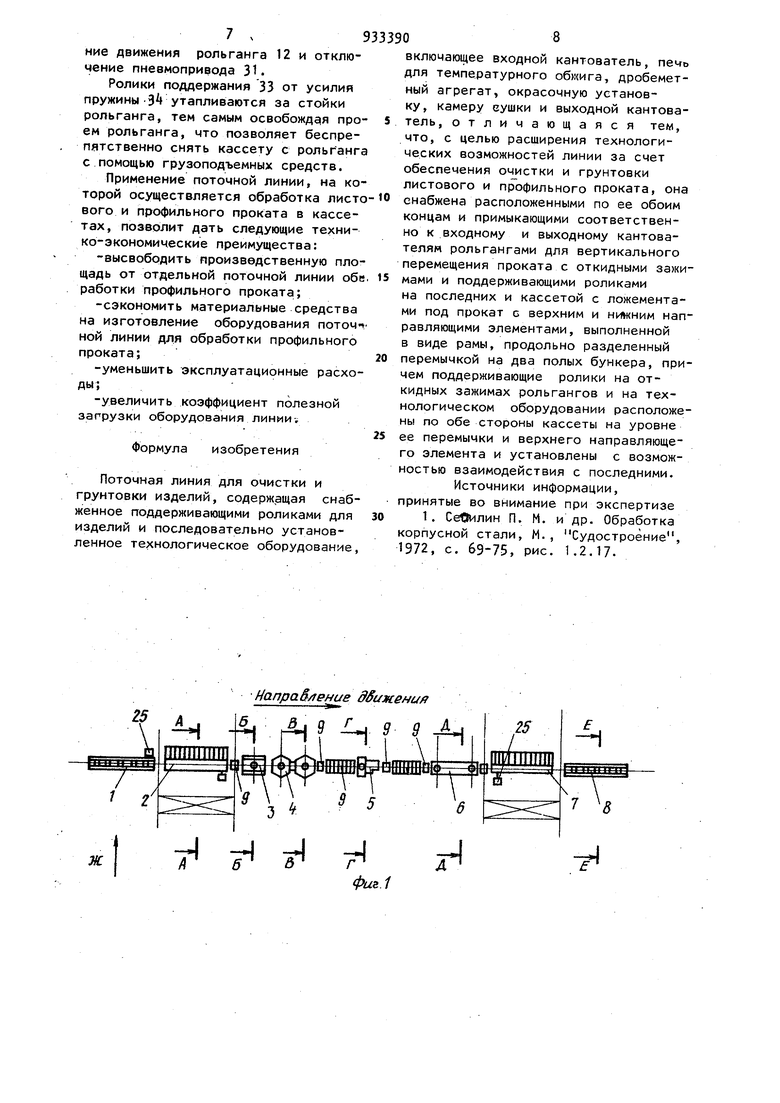
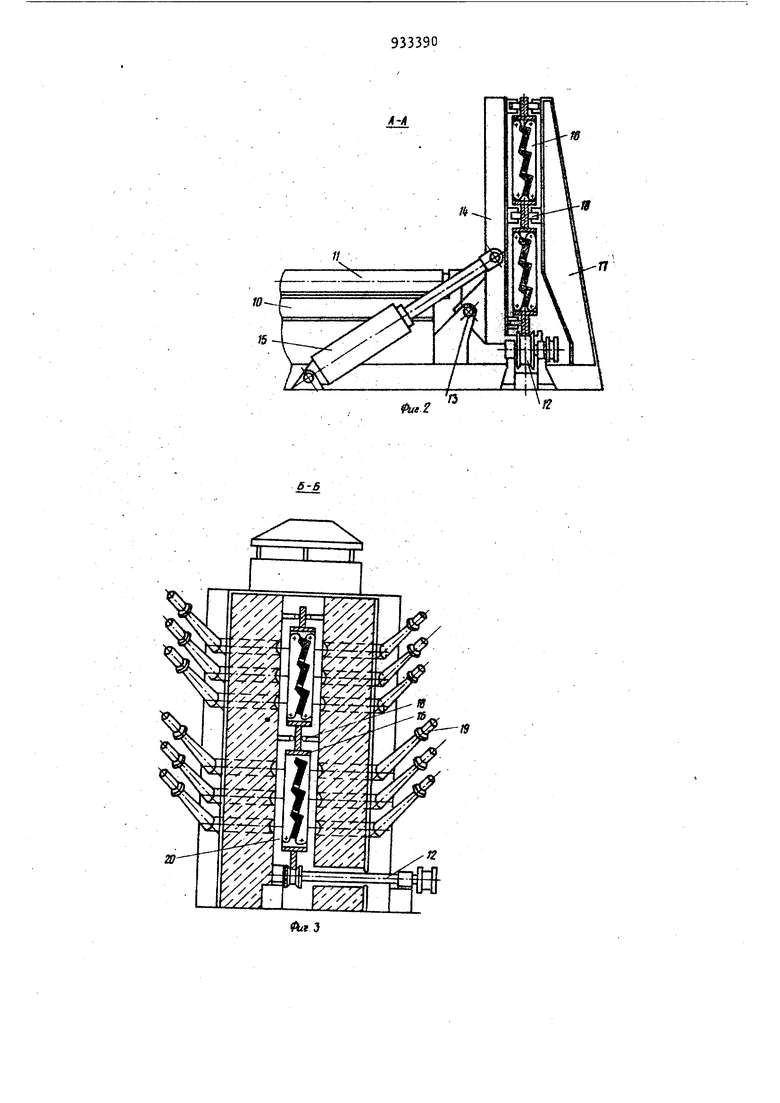
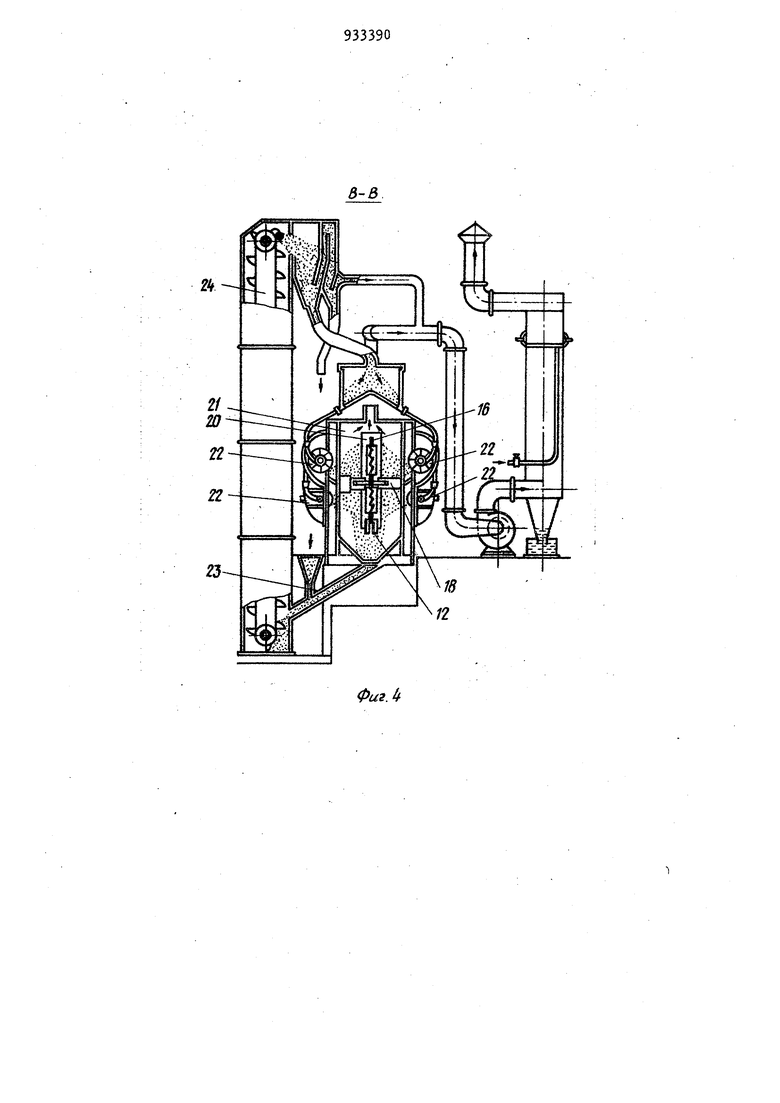
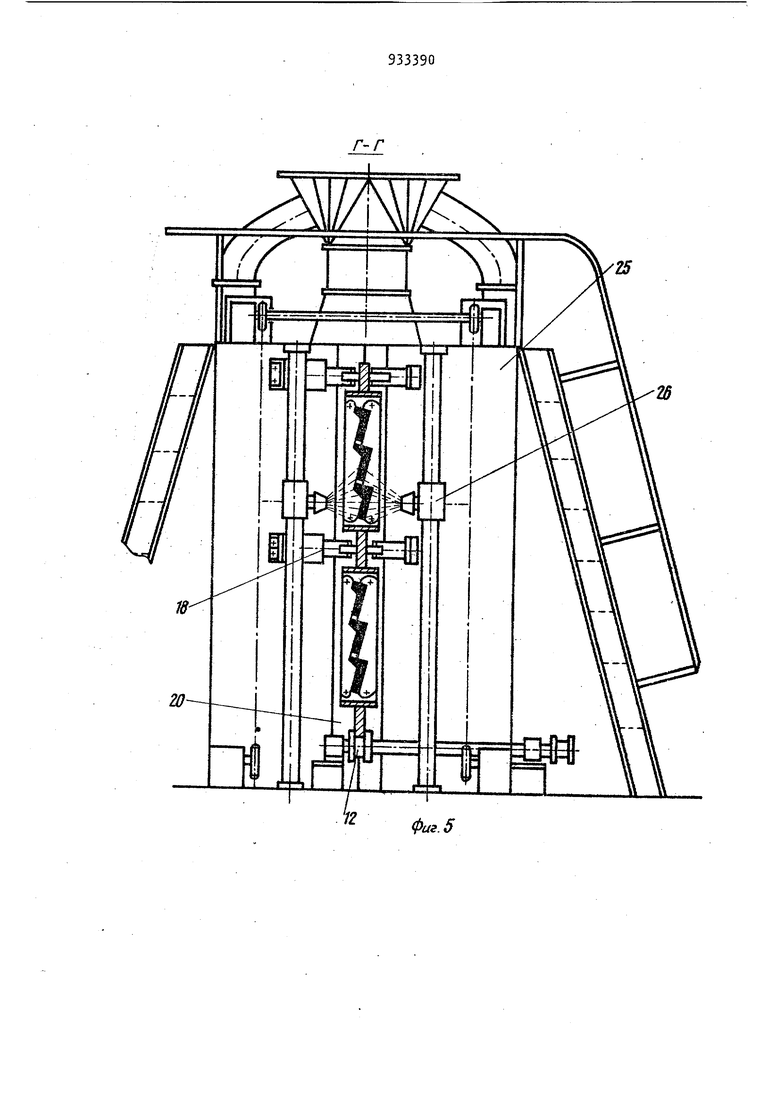
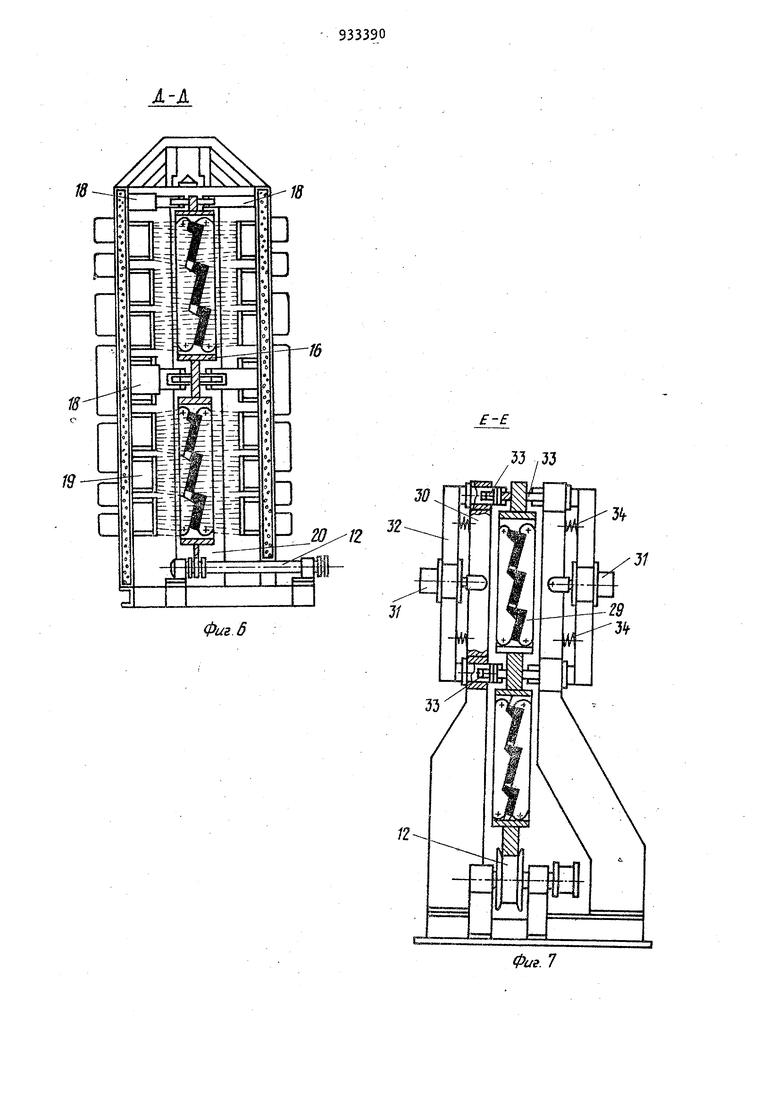
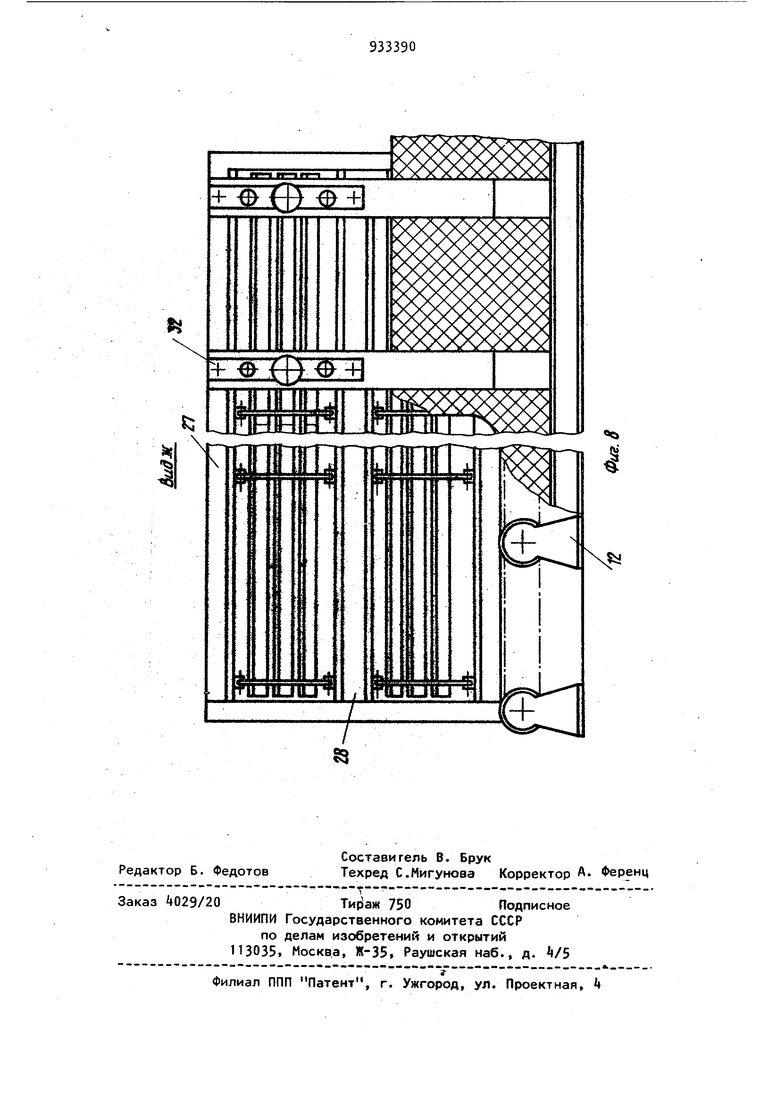
Поставленная цель достигается тем, что линия снабжена расположенными по ее обоим концам примыкающими соответственно к входному и выходному кантователям рольгангами для вертикального перемещения проката с откидными зажимами и поддерживающими роликами Н9 последних и кассетой с ложементами под прокат с верхним и нижним направляющими элементами, выпсЙ1ненной в виде рамы, продольно разделенной перемычкой на два полых бункера, причем поддерживающие ролики на откидных зажимах рольгангов и на технологическом оборудовании расположены по обе стороны кассеты на уровне ее перемычки и верхнего иап равляющего элемента и установлены с возможностью взаимодействия с последними. На фиг. 1 изображена поточная линия, в плане; на фиг. 2 - разрез ;jA-A на фиг. 1; на фиг. 3 - разрез , Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез ,Д-Д на фиг. 1; на фиг. - fiaspes IE-E на фиг. 1; на фиг. 8Г - еид Ж на - фиг. 1 - вид сбоку на рольганг и находящуюся в нем кассету. Поточная линия для очистки и грун товки листового и профильного прока та в кассетах состоит из следующего последовательно расставленного обору дования : входного рольганга 1, вход ного кантователя 2, печи 3 обжига, дробеметного агрегата , окрасочной установки 5, камеры сушки 6, выходного кантователя 7, выходного рольганга 8, транспортных средств 9. Входной кантователь 2 ,содер)жит неподвижную раму 10 с рольгангом 11 для горизонтального перемещения листового проката и рольганг 12 для вертикального перемещения листового и профильного проката в кассет.ах. На раме 10 относительно рольганга .12 на подшипниках 13 расположена по воротная рама И, которая от гидропривода 15 может быть установлена ли бо вертикально либо горизонтально,а вместе с рамой .займет соответствую щее положение лист или кассета 16 с профильным прокатом. Стойки 17 и поворотная рама 14 имеют ролики 18, поддерживающие движущиеся лист или кассету, расположенные на уровне перемычки кассеты. Печь 3 (фиг.1,3) для температурного обжига представляет собой футерованную внутри огнеупорными материалами металлическую сварную камеру, На стенках печи расположены горелочные нагревательные элементы 19, на торцах печи имеются проемы 20, через которые по рольгангу 12 перемещается лист или кассета 16. На уровне перемычек кассеты в камере расположены стационарно поддерживающие ролики 18. Дробеметный агрегат k (фиг. 1,4) представляет собой пустотелую стальную сварную сдвоенную камеру 21, имеющую на торцах проемы 20 , встроенный рольганг 12, ролики поддержания 18. На боковых стенках камеры установлены дробеметные аппараты 22. Камера дробеметного агрегата через течку 23 соединена с ковшовым элеватором 2k, питающим дробью дробеметные аппараты 22. Окрасочная установка 5 (фиг.1,5) с рольгангами 12, роликами 18 и проемами 20 выполнена также в виде стальной сварной камеры 25, внутри которой размещаются краскораспылительные устройства 26, наносящие защитное покрытие одновременно с двух сторон листа или профильного проката, заложенного в кассету. Камера сушки 6 (фиг. 1,6) с роликом 18, рольганг 12 с проемами 20 имеет на боковых стенках напревательные элементы 19, с помощью которых осуществляется сушка защитного покрытия. Для обработки профильного проката на поточной линии, предназначенной для обработки листового проката, применяемся кассета 16 и установленные в линию рольганги 1 и 8. Кассета (фиг. 7,8) представляет собой раму с направляющими элементами 27, продольно разделенную перемычкой 28 на две части, которые образуют два полых бункера. Кассета снабжена также узкими ложементами 23; на которые укладывается профильный прокат, а рольганги 1 и 8 - от- , кидными зажимами 30. На вертикальных стойках рольгангов 1 и 8 установлены с двух сто- . рон пневмоприводы 31, которые своим штоком упираются в арочную стойку 32, у основания которой на уровне верхнего направляющего элемента рамы 27 и перемычки 28 закреплены ролики 33. Арочная стойка 32 постоянным усилием пружин 3 вместе с роликами 33 отжимается в сторону от оси движения кассеты по линии. Выходной рольганг 8 имеет конструкцию, аналогичную входному рольгангу 1 . Для приема и выдачи,.а также для вертикального перемещения с одной . позиции на другую кассет с профильным прокатом в линии установлены рольганги 1 и 8 с приводными рольгангами 12. Описанная поточная линия для сов мещеннрй очистки и грунтовки листового и профильного проката работает следующим образом. В случае обработки листового про ката рама Н входного кантователя 2 находится в горизонтальном положении, рама 1 выходного кантовател 7- в вертикальном положении относительно неподвижной рамы 10. Лист, подлежащий очистке и грунтовке, укладывается на поворотную -раму 14 или поступает на рольганг 11 с предыдущей технологической позиции, после чего рама 14 от гидропривода 15 совместно с листом повор чивается в вертикальное положение, в котором лист устанавливается кром ками на рольганг 12. После.того, когла лист займет вертикальное положение, он нажимает на концевой выключатель (не показан дающий команду на включение привода роликов, и поступает в печь 3 те пературното обжига, где с поверхнос ти листа удаляются влага, масляные пятна и другие случайные загрязнения. . По мере прохождения листа по лиНИИ последовательно включаются рол ганги, расположенные в печи, дробеметной камере, окрасочной камере, камере сушки и т.д. После печи лист через проем 20 поступает в дробеметный агрегат k, где поверхность движущегося листа бомбардируется металлической дробью, выбрасываемой с большой скоростью дробеметными аппаратами 22. 8результате поверхность листа очищается от ржавчины и окалины. Отраб .танная дробь по каналу и течке 23 поступает в ковшевой элеватор 24 и дальше в сепаратор, где она сепарир ется от пыли и включений и вновь по тупает в дробеметные аппараты 22. В дальнейшем очищенный лист после дробеметного агрегата поступает в окрасочную установку 5i где одновременно с двух сторон на поверхности движущегося листа с помощью краскораспылительных устройств 26 н носится защитное покрытие определенной толщины. После окрасочной установки лист поступает через проем 20 в камеру сушки 6, где нанесенное на поверхность листа защитное покрытие сушится посредством нагревательных элементов 19. После сушильной камеры лист поступает на выходной кантователь 7. Здесь с помощью поворотной рамы 14 лист кантуется из вертикального положения в горизонтальное, а затем подается на следующую технологическую позицию. При необходимости обработка профильного проката на такой линии применяется кассета 16 специальной конструкции, в которой профильный прокат укладывается на ложементы 29 и фиксируется зажимами 30. В этом случае поворотные рамы 14 входного кантователя 2 и выходного кантователя 7 гидроприводом 15 установлены в вертикальное положение. В створ между стенками рольганга с помощью грузоподъемных средств на ролики рольганга 12 устанавливается заряженная профильным прокатом кассета 1б, после чего по команде оператора усилием пневмопривода 31 арочная стойка 32 с роликом 33 сме-: щается к центру рольганга. На уровне рамы 27 и. перемычки 28 кассета удерживается в вертикальном положении роликами 33. Для подач чи. кассеты в линию приводится в двин(ение рольганг 12, который перемещает кассету. После схода кассеты с рольганга 1 автоматически отключается пневмопривод 31. В результате арочные стойки 32 с роликами 33 от усилия пружин -34 утапливаются за , стойки рольГангаi таким образом,рольганг вновь готов для приема следующей кассеты. Кассета с профильным прокатом в дальнейшем поступает на рольганг 12 кантователя 2, проходит через печь, дробеметный агрегат, окрасочную камеру и камеру сушки, где осуществляются технологические операции, как при обработке листового проката. При подходе кассеты с профилем к рольгангу 8 подается сигнал путевой автоматики, дающий команду на включение пневмопривода 31, с помощью которого выдвигаются ролики 33 поддержания кассеты. Б конце пути по рольгангу кассета вновь воздействует на путевую автоматику, даюи1ую команду на отключение движения рольганга 12 и отключение пневмопривода 31. Ролики поддержания 33 от усилия пружины З утапливаются за стойки рольганга, тем самым освобождая проем рольганга, что позволяет беспрепятственно снять кассету с рольганга с помощью грузоподъемных средств. Применение поточной линии, на которой осуществляется обработка листо вого и профильного проката в кассетах, позволит дать следующие технико-экономические преимущества: -высвободить производственную площадь от отдельной поточной линии обе работки профильного проката; -сэкономить материальные средства на изготовление оборудования поточп ной линии для обработки профильного проката; -уменьшить эксплуатационные расходы;-увеличить коэффициент полезной загрузки оборудования линии-. Формула изобретения Поточная линия для очистки и грунтовки изделий, содержащая снабженное поддерживающими роликами для изделий и последовательно установленное технологическое оборудование, 2 А
-I ч vi
т ff а
ж
н
г1
|
фиг.1 HanpaB/iPHue д ижени/} 5. 5. 9 jCu 5 Л включаюц1ее входной кантователь, печь для температурного обжига, дробеметный агрегат, окрасочную установку, камеру сушки и выходной кантователь, отличающаяся тем, что, с целью расширения технологических возможностей линии за счет обеспечения очистки и грунтовки листового и профильного проката, она снабжена расположенными по ее обоим концам и примыкающими соответственно к входному и выходному кантователям рольгангами для вертикального перемещения проката с откидными зажимами и поддерживающими роликами на последних и кассетой с ложементами под прокат с верхним и нижним направляющими элементами, выполненной в виде рамы, продольно разделенный перемычкой на два полых бункера, причем поддерживающие ролики на откидных зажимах рольгангов и на технологическом оборудовании расположены по обе стороны кассеты на уровне ее перемычки и верхнего направляющего элемента и установлены с возможностью взаимодействия с последними. Источники информации, принятые во внимание при экспертизе 1 . СеШКллин П. М. и др. Обработка корпусной стали, М., Судостроение, 1972, с. 69-75, рис. 1.2.17.
№
fkaZ
МШ
фиг. 5
m-JS
фиг. 6
Е-Е
33 JJ
3
J/
Фаг. 7
f
