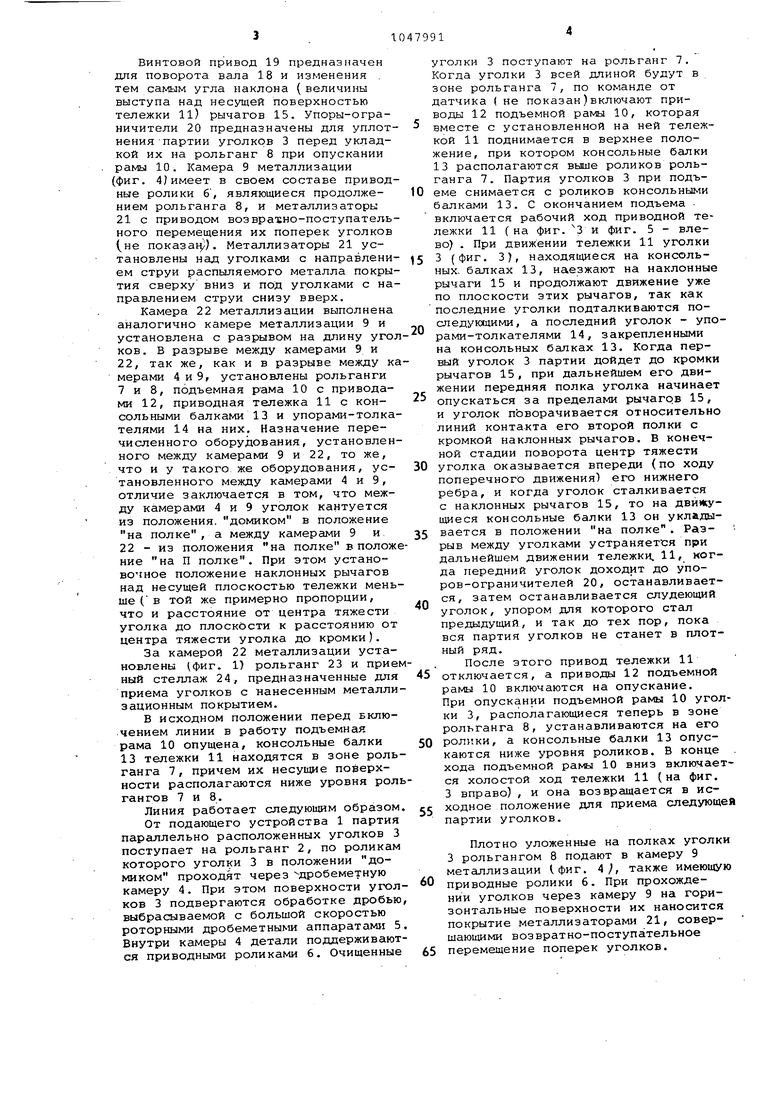
Изобретение относится к технике нанесения металлических покрытий газотермическим напылением и может быть использовано на заводах металлоконструкций и на металлургических заводах. Известна линия металлизации njpoката, содержащая камеру металлизации с металлизаторами и транспортно средство 1. В этой линии транспортное средст обеспечивает вращательно-поступател ное перемещение обрабатываемого про филя (трубы относительно неподвижных металлизаторов. Для обработки проката с фигурным профилем сечения известная линия неприемлема, так как вращательно-поступ-ательное пере мещение уголка практически .невозмож но, что сказывается на качетве покрытия. Известна также «линия мет-аллизаци проката, содержащая камеру очистки, камеры металлизации с металлизатора ми, подвижными в поперечном направлении, и рольганги продольной подач Обрабатываемые уголки подаются роль Гангом по одному вдоль собственной оси и последовательно проходят чере камеру очистки, где осуществляют дробеструйную подготовку поверхности, а затем через камеру металлизации, где перемещающиеся поперек уголка металлизаторы наносят покрытие 2 . Однако известнаялиния имеет существенный недостаток: для того, чтобы охватить покрытием боковые края детали, при каждом поперечном перемещении металлизатора ость стру распыленного металла должна в конце хода направляться на боковую кромку уголка, и в этот момент половина распыляемого металла теряется, так как направляется за пределы поверхности уголка. При этом, чем меньше размеры поперечного сечения уголка, тем более значительно отрицательное влияние этого краевого эффекта, т.е. тем больший процент потерь распыляемого металла. Цель изобретения - сокращение потерь распыляемого металла покрытия путем уменьшения числа открытых боковых краев обрабатываемого уголка. Указанная цель достигается тем, что линия металлизации проката, содержащая камеру очистки, Кс1меры металлизации с металлизаторами, подвиж ными в поперечном направлении, и рольганги продольной подачи, снабжен подъемными рамами с тележками, установленными между камерами, при этом в зоне перемещения тележек смонтированы наклонные рычаги с упорами ограничителями, причем каждая тележка снабжена приводом поперечного перемещения и поворотными упорами-толкателями , Кроме того, подъемные рамы могут быть Снабжены винтовым приводдм поворота и фиксации наклонных рычагов. На фиг. 1 изображена линия металлизации уголка, вид сверху; на фиг. 2 - разрез А-А на фиг. 1 {дробеметная камера)j на фиг. 3 - разрез Б-Б на фиг. 1 (подъемная рама между дробеметной и металлизационной камерами); на фиг. 4 - разрез В-В на фиг. 1 (камера металлизации); на фиг. 5 - разрез Г-Г на фиг. 1 (подъемная рама между камерами металлизации }. Расположение составных частей линии (фиг. 1) соответствует последовательности выполняемых операций. Подающее устройство 1 предназначено для укладки на рольганг 2 обрабатываемых уголков 3 партиями определенной ширины. Дробеметная камера 4-предназначена для очистки поверхности уголков 3 от йкислов и придания ей необходимой дпя металлизации шероховатости. Дробеметная KciMepa 4 (фиг. 2) оснащена дробеметными аппаратами 5 роторного типа, расположенными по контуру сечения камеры 4 так, что факелы выбрасываемой дроби охватывают всю ширину партии уголков 3. Приводные ролики 6, установленные внутри камеры 4, являются продолжением рольганга 2. За дробеметной камерой 4 ( фиг. 1) установлены параллельно рольганги 7и 8; рольганг 7 является приемным от дробеметной камеры 4, а рольганг 8- подаюидам в камеру 9 металлизации. В разрыве между камерами 4 и 9, т.е. в зоне рольгангов 7 и 8 установлена (фиг. З) подъемная рама 10, предназначенная для подъема над рольгангами 7 и 8 приводной тележки 11. Подъем и опускание рамы 10 осуществляется приводами 12. Приводная тележка 11 предназначена дпя поперечной передачи уголоков 3 с рольганга 7 на рольганг 8, Приводная тележка ч 1 имеет несущие плоскости в виде консольных балок 13, расположенных между роликами рольгангов 7 и 8. На каждой балке 13 установлен шарнирно упор-толкатель. 14, выступающий над несущей поверхностью. Упоры-толкатели 14 предназначены для принудительного перемещения уголков 3 на наклонные рычаги 15, смонтированные между роликами на стыке рольгангов 7 и 8 в зоне движения .тележки 11. Наклонные рычаги 15 предназначены для изменения ориентации уголков 3 при их поперечной передаче тележкой 11. Каждый из наклонных рычагов 15 установлен на оси 16 и через тягу 17 соединен с общим валом 18.
Винтовой привод 19 предназначен для поворота вала 18 и изменения тем самым угла наклона (величины выступа над несущей поверхностью тележки 11) рычагов 15. Упоры-ограничители 20 предназначены для уплотнения-партии уголков 3 перед укладкой их на рольганг 8 при опускании рамы 10. Камера 9 металлизации (фиг. 41 имеет в своем составе приводные ролики 6, являющиеся продолжением рольганга 8, и металлизаторы
21с приводом возвратно-поступательного перемещения их поперек уголков (не показаг). Металлизаторы 21 установлены над уголками с направлением струи распыляемого металла покрытия сверху вниз и под уголками с направлением струи снизу вверх.
Камера 22 металлизации выполнена аналогично камере металлизации 9 и установлена с разрывом на длину уголков . В разрыве между камерами 9 и 22, так же, как и в разрыве между камерами 4 и 9, установлены рольганги 7 и 8, подъемная р-ама 10 с приводами 12, приводная тележка 11 с консольными балками 13 и упорами-толкателями 14 на них. Назначение перечисленного оборудования, установленного между камерами 9 и 22, то же, что и у такого же оборудования, установленного между камерами 4 и 9, отличие заключается в том, что между камерами 4 и 9 уголок кантуется из положения, домиком в положение на полке, а между камерами 9 и
22- из положения на полке в положение на П полке. При этом установочное положение наклонных рычагов над несущей плоскостью тележки меньше ( в той же примерно пропорции,
что и расстояние от центра тяжести уголка до плоскости к расстоянию от центра тяжести уголка до кромки).
За камерой 22 металлизации установлены фиг. 1) рольганг 23 и приемный стеллаж 24, предназначенные для приема уголков с нанесенным металлизационным покрытием.
В исходном положении перед включением линии в работу подъемная рама 10 опущена, консольные балки 13 тележки 11 находятся в зоне рольганга 7, причем их несущие поверхности располаггаотся ниже уровня рольгангов 7 и 8.
Линия работает следующим образом.
От подающего устройства 1 партия параллельно расположенных уголков 3 поступает на рольганг 2, по роликам которого уголки 3 в положении домиком проходят через -дробеметную камеру 4. При этом поверхности уголков 3 подвергаются обработке дробью выбрасываемой с большой скоростью роторными дробеметными аппаратами 5 Внутри камеры 4 детали поддерживаются приводными роликами 6. Очищенные
уголки 3 поступают на рольганг 7. Когда уголки 3 всей длиной будут в зоне рольганга 7, по команде от датчика ( не показан)включают приводы 12 подъемной рамы 10, которая вместе с установленной на ней тележкой 11 поднимается в верхнее положение, при котором консольные балки 13 располагаются вьше роликов рольганга 7. Партия уголков 3 при подъ0еме снимается с роликов консольными балками 13. С окончанием подъема включается рабочий ход приводной тележки 11 (на фиг. 3 и фиг. 5 - влево) . При движении тележки 11 уголки 3 (фиг. 3), находящиеся на консоль5ных, балках 13, наезжают на наклонные рычаги 15 и продолжают движение уже по плоскости зтих рычагов, так как последние уголки подталкиваются последующими, а последний уголок - упо0рами-толкателями 14, закрепленными на консольных балках 13. Когда первый уголок 3 партии дойдет до кромки рычагов 15, при дальнейшем его движении передняя полка уголка начинает
5 опускаться за пределами рычагов 15, и уголок поворачивается относительно линий контакта его второй полки с кромкой наклонных рычагов. В конечной стадии поворота центр тяжести
0 уголка оказывается впереди (по ходу поперечного движения) его нижнего ребра, и когда уголок сталкивается с наклонных рычагов 15, то на движущиеся консольные балки 13 он укладывается в положении на полке. Раз5рыв между уголками устраняется при дальнейшем движении тележки. 11, когда передний уголок доходит до упоров-ограничителей 20, останавливается, затем останавливается слудеющий
0 уголок, упором для которого стал предыдущий, и так до тех пор, пока вся партия уголков не станет в плотный ряд.
После этого привод тележки 11
5 отключается, а приводы 12 подъемной рамы 10 включаются на опускание. При опускании подъемной рамы 10 уголки 3, располагающиеся теперь в зоне рольганга 8, устанавливаются на его ролики, а консольные балки 13 опус0каются ниже уровня роликов. В конце хода подъемной рамы 10 вниз включается холостой ход тележки 11 (на фиг. 3 вправо), и она возвращается в исходное положение для приема следующей
5 партии уголков.
Плотно уложенные на полках уголки 3 рольгангом 8 подают в камеру 9 металлизации (.фиг. 4), также имеющую
0 приводные ролики 6. При прохождении уголков через камеру 9 на горизонтальные поверхности их наносится покрытие металлизаторами 21, совершающими возвратно-поступательное перемещение поперек уголков.
5
Из камеры 9 металлизации уголки поступают на такой же рольганг 7, расположенный за камерой 9 (фиг„ 5).
Здесь цикл работы подъемной рамы
10с приводом 12 и тележки 11 с консоль ными балками 13 повторяется аналогично описанному выше.
Однако при этом уголки 3 (фиг, 5) поворачиваются из положения на полке в положение на И полке, в результате чегогоризонтальное положение занимают поверхности, ле имеювд е покрытия.
Затем уголки 3 в положении на
11полке проходят через камеру 22 металлизации (фиг, б), в которой металлизаторами 21 напыляется покрытие на горизонтальные поверхности УГОЛКОВ 3. Из камеры 22 металлизации прлностью металлизированные уголkH 3 ( фиг. 1j поступают на рольганг 23 и затем на стеллаж 24.
Переналадка линии на уголки с другими размерами сечения осуществляется следующим образом. Вращением бинтового привода 19 общий, вал 18 поворачивается вокруг его оси, при этом тяги 17 поворачивают наклонные рычаги 15 на оЬях 1б на требуемую высоту кромок рычагов 15 над несущей поверхностью консольных балок 13.
Между дробеметной камерой 4 и камерой 9 металлизации эта высота должиа быть не меньше ширины полки уголна, между камерами .9 и 22 - не меньше расстояния от нейтральной оси данfjoro уголка до наружной его плоскосTJH о
Переналадка линии на обработку заключается в том, что винтовым приводом 19 через общий вал 18 я тяги 17 наклонные рычаги 15 поворачивают в Осях 16 до тех пор; пока они не будут утоплены за несущую поверхность консольных балок 13, чтобы при движении,тележки 11 с листом наклонные рычаги 15 этому не препйтствовали, так как при металлизации листа не требуется менять его ориентацию в пространстве В остальном линия работает также., как и при металлизации уголков.
, Благодаря предлагаемому конструктивному решению осуществлена подача через камеры одновременно ряда уголков., причем через камеру очистки : уголки проходят в положении домиком, и с неко горыми зазораьй по бо ковьвд кромкам, что позволяет обеспечить очистку дробеметными аппаратаки поверхностей всех уголков и облегчает удаление пыли и дроби с их поверкностей, а через камеры металлизации уголки проходят в положении на полке и плотно сдвинутыми друг к другу, что позволяет выдержатьтребуемый уголатаки струи f90°; ро отношению к горизонтальным в дан,ной камере полкам всех уголков и резко сократить потери на краевой эффект. Например, при единовременной обработке десяти уголков длинойL общая длина открытых краев составит U-22, т.е. 4Ь, тогда как при обработке тех же уголков в известной линии общая длина открытых краев составит , т.е. 40U или в 10 раз больше.
Кроме того, для повышения универсальности линии, наклонные рычаги установлены с возможностью их утапливания на несущую плоскость тележки и соединены тягами с общим валом, имеющим привод для поворота и фиксации ;
Указанные дополнительные отличия позволяют обрабатывать в предлагаемой поточной линии листовой прокат, поскольку утопленные за плоскость тележки рычаги не препятствуют перемещению листа, а подвижные в поперечном направлении металлизаторы установлены именно для обработки плоскостей. Размеры поперечного сечения уголка могут быть различными, а переналадка легко осуществляется поворотом общего вала и изменением вследствие этого выступа рычагов над несущей плоскостью тележки (это необходимо для правильной кантовки уголков из положения домиком на полку и с .полки на полку j . Подобная универсальность предлагаемой линии особенно важна в том случае, кйгде потребность в листе невелика, так как не требуется затрат на оборудование для очистки и металлизации листа наряду с имехощ.ейся поточной линией для металлизации уголка. Это повышает эконог«1ичность линии, поскольку указанные отличия обеспечивают уменьшение числа открытых боковых краев обрабатываемого уголка, что дает значительное сокращение потерь распыляемого металла покрытия.
Экономический эффект от использования изобретения составляет около 900 тыс, руб.
/1-Л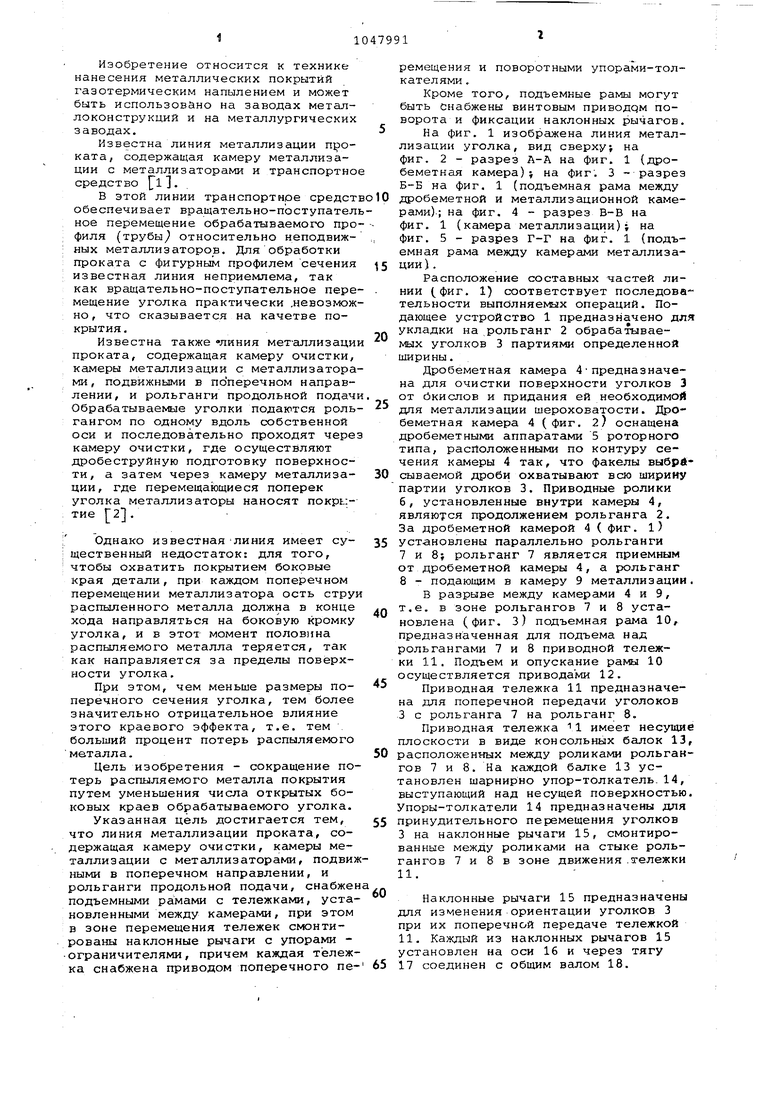
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для межоперационной передачи длинномерных деталей с одного конвейера на другой | 1982 |
|
SU1077845A1 |
| Устройство для поперечной передачи изделий на рольганг | 1982 |
|
SU1077846A1 |
| Устройство для резки листового материала | 1990 |
|
SU1738504A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Установка для металлизации изделий | 1980 |
|
SU931797A1 |
| КРАН ДЛЯ ОБРАЩЕНИЯ С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ В ЗАЩИТНОЙ КАМЕРЕ | 2007 |
|
RU2352516C1 |
| Стенд для сборки под сварку балок коробчатого профиля из двух уголков | 1977 |
|
SU688310A1 |
| Устройство для подачи грузов в проемы здания | 1988 |
|
SU1623944A1 |
| ПАНДУС (ВАРИАНТЫ) | 2013 |
|
RU2540724C2 |


1. ЛИНИЯ МЕТАЛЛИЗАЦИИ ПРОКАТА, содержащая камеру очистки, камеры металлизации с металлизаторами, подвижными в поперечном направлении, и рольганги продольной подачи, отличающаяся тем, что, с целью сокращения потерь распыляемого металла покрытия путем уменьшения числа открытых боковых краев обрабатываемого уголка, она снабжена,подъ-, емными рамами стележками, установленными между камерами, при этом в зоне перемещения тележек смонтированы наклонные рычаги с упорами-ограничителями, причем каждая тележка снабжена приводом поперечного перемещения и поворотными упорами-толкателями. 2. Линия по п. 1, о т лИ а ю щ а я с я тем, что подъемные.рамы { снабжены винтовым приводом повброта Ш и фиксации наклонных рычагов.
JUIL{LfU
21
Х
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для нанесения покрытия на длин-НОМЕРНыЕ издЕлия СпОСОбОМ МЕТАллизАции | 1978 |
|
SU848481A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Напыление металлов, керамики и пластмасс | |||
| М., Машиностроение , 1966, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
