Изобретение относится к очистке и противокоррозионной обработке металлопроката.
Известна автоматическая поточная линия очистки и противокоррозионной обработки металлопроката, содержащая загрузочные и разгрузочные механизмы, кантователи, транспортные устройства с приспособлением для закрепления проката и камеры технологической обработки. Однако в этой линии нет возможности обработки как листового, так сортового и фасонного проката различных профилей и размеров без переналадки линии.
Цель изобретения - создание автоматической поточной линии, при которой можно было бы обрабатывать листовой, сортовой и фасонный прокат различных профилей без переналадки линии. Это достигается тем, что приспособление для закрепления проката выполнено в виде многоместной кассеты, состоящей из двух рам, шарнирно соединенных между собой и снабженных ребрами, имеющими с одной стороны фигурные вырезы для укладки, причем опорные грани кассеты сделаны в виде прямоугольных полос, опирающихся на ролики, укрепленные в камерах обработки.
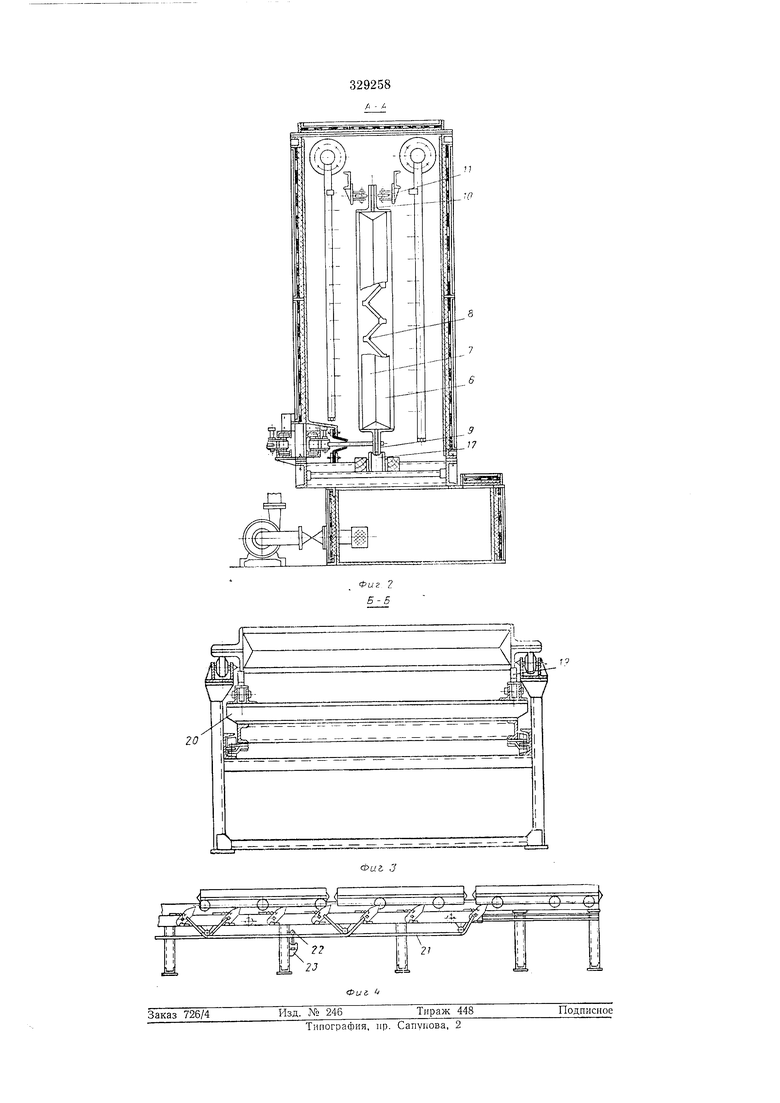
на фиг. 4 - схема расположения кулачков на штанге транспортного устройства.
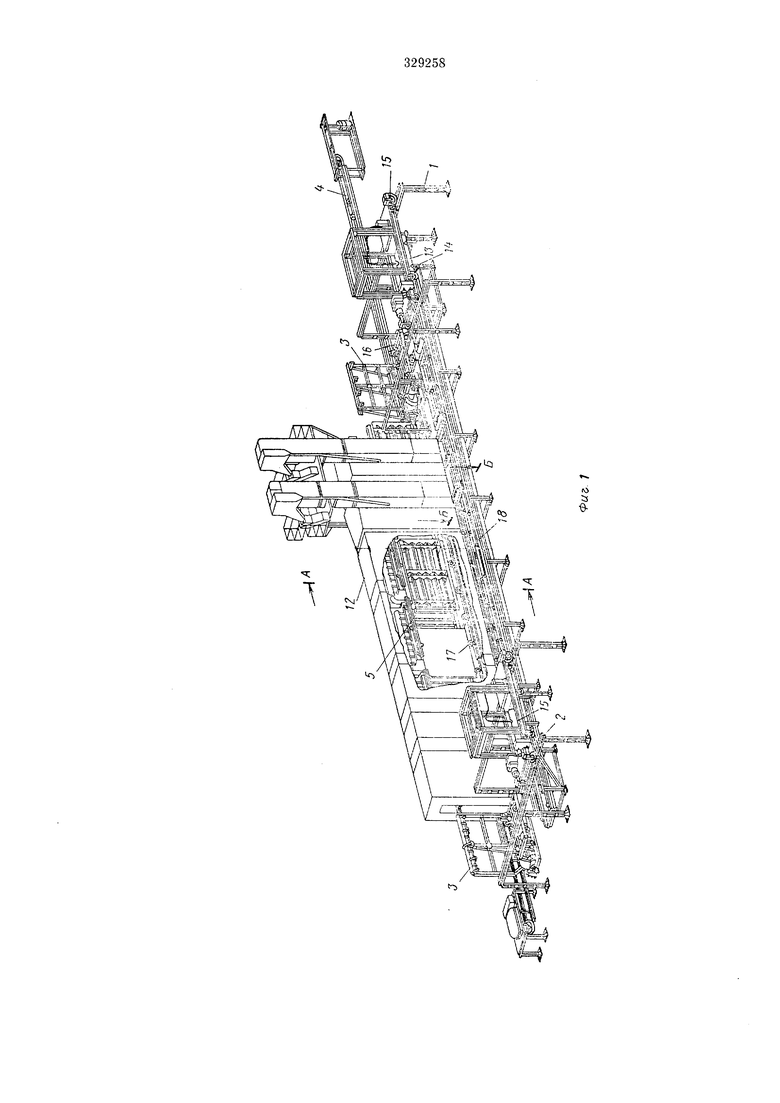
Автоматическая линия состоит из загрузочного / и разгрузочного 2 механизмов, кантователей 3, транспортного устройства 4 с приспособлением для закрепления проката, выполненным в виде многоместной кассеты 5. Последняя включает две рамы 6 и 7, щарнирно соединенные собой и снабженные ребрами 8, имеющими с одной стороны фигурные вырезы для укладки проката. Причем опорные грани 9 и 10 кассеты выполнены в виде прямоугольных полос, опирающихся на ролики 11, укрепленные в камерах обработки 12.
Кассета 5 с улол енным прокатом подается транспортным устройством 4 на загрузочный механизм /. Траверса 13, опускаясь на кассету, поворотными рычажными захватами 14
захватывает ее за опорные грани 9 и 10. Кран-балка 15 переносит кассету 5 к кантователю 3, устанавливая ее на раму 16. В момент установки кассеты на раму захваты 14 замком авто.матически освобол дают кассету.
После этого траверса 13, кран-балка 15 возвращаются для захвата очередной кассеты, а кантователь поворотом рамы 16 пеерводит кассету 5 в вертикальное положение, устанавливая ее гранью 9 также как и лист на опорством 4 транспортируется через камеры 12 технологической обработки, где сортовой и фасонный нрокат также очищается от окалины и ржавчины, нромывается, иокрывастся защитной пленкой и высушивается. После технологической обработки кассета 5 каитователем, находящимся за камерами технологической обработки, переводится в горизонтальное положение, а кран-балка 15 грузовой траверсой 13 переносит кассету 5 на транспортер 18, устанавливая ее опорными гранями в горизонтальное положение. Кулачки 19, совершающие вместе со щтангой 20 возвратно-поступательное движение, последовательно щаг за щагом передвигают кассету вдоль транспортера. Поскольку часть кулачков 19 в определенном порядке понарно соединена между собой гибкой тягой 21, то задние из этих связанных пар уиравляются кулачками, которые расположены впереди. Если впереди стоящий управляющий кулачок попадает под транспортируемую кассету 5, он тягой 21 утапливает связанный с ним задний кулачок. Тогда при ходе щтанги 20 вперед не произойдет подачи кассеты на пятую позицию. Передвигаются лишь те кассеты, позиции перед которыми свободны. Этим достигается автоматическое накопление кассет в конце транспортера. Кроме того, гибкая связь между парами кулачков позволяет впереди стоящему кулачку находиться в рабочем положении и в том случае, если сзади стоящий связанный с ним кулачок окажется утопленным кассетой. Поэтому остановка кассеты на одной из позиций не сказывается на движение кассет, находящихся впереди. Это позволяет погружать и разгружать кассеты непосредственно на транспортере 18 на любом участке при непрерывкой его работе, предварительно утонив кулачок, расположенный на этой позиции. Кулачок утапливается в месте разгрузки и погрузки кассеты опусканием ролика 22, связанного
с электромагнитом 23. Утопленный кулачок при движении штанги вперед будет проходить под кассетой, не взаимодействуя с ней. После разгрузки .или погрузки кассеты ролик 22 приподнимается и освобождает утопленный
кулачок, в результате чего движением щтанги вперед начинается транспортировка кассеты. После того, как очередная загруженная кассета забирается кран-балкой 15 с последней позиции транспортера 18, кассета, находящаяся
на соседней позиции, автоматически подается на освободившееся место.
Предмет изобретения
Автоматическая поточная линия для очистки и противокоррозионной обработки металлопроката, содержащая загрузочные и разгрузочные механизмы, кантователи, транспортные устройства с приспособлением для закрепления проката и камеры технологической обработки, отличающаяся тем, что, с целью возможной обработки как листового, так и сортового и фасонного проката различных профилей и размеров без переналадки линии, нриспособление для закрепления проката выполнено в виде многоместной кассеты, состоящей из двух рам, шарнирно соединенных между собой и снабженных ребрами, имеющими с одной стороны фигурные вырезы для укладки
проката, причем опорные грани кассеты выполнены в виде прямоугольных полос, опирающихся на ролики, укрепленные в камерах обработки.
tT
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОНЖЕРОНОВ ТРАНСПОРТНОГО СРЕДСТВА | 2021 |
|
RU2769191C1 |
| Поточная механизированная линия окончательной зачистки отливок | 1975 |
|
SU616116A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для очистки и грунтовки изделий | 1980 |
|
SU933390A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Поточная линия для обработки нескольких моделей детали | 1988 |
|
SU1549651A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |