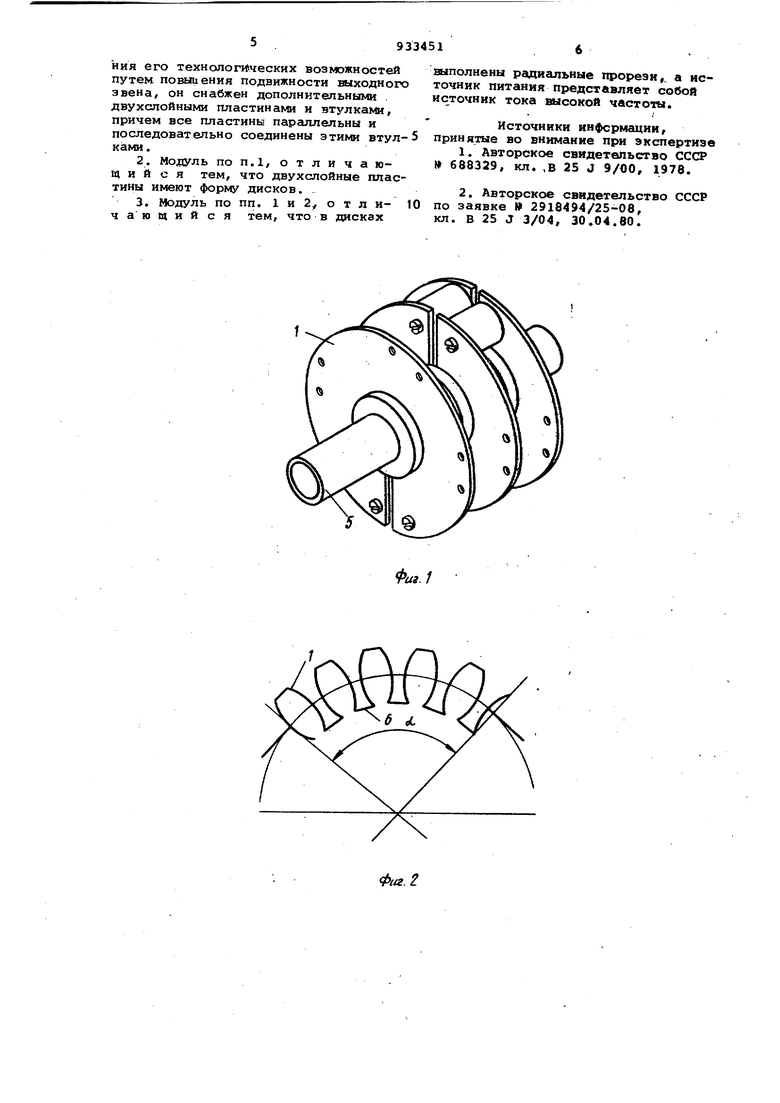
BOM металлического пружинного запорного кольца 3 и шайбы 4. В отверстия шайб 4 крайних,пластин 1 установлены полые муфты переходники 5 для возможности подсоединения к другим элементам манипулятора (например, к охвату). По периметру каждой пластины 1 имеются крепежные отверйтия (см. фиг.4 и 5). Через пару соседних отверстий пластин 1, через втулки б, выпопненйые из термостойкого и электроизолирующего материала, посредством винтов 7 и ме таллических пружинных запорных .колец пластины 1 скрепляются между собой,:Следующее соединение пластин 1 производится посредством другой парл диаметрально противоположных отверстий и т.д.
Через центральные отверстия пластин 1 пропущен экранированный провод 9 (источника нагрева, например, тока высокой частоты) с отводами 10
Каждая из пластин 1 имеет сквозную (см.фиг.4 и 5) до центрального отверстия прорезь для получения не зависимого токопроводящего витка при подключении пластин 1 к источнику тока.
Работа хобота манипулятора заключается в перемещении наружных втулок б одна относительно другой, кото рая основана на использовании линейного расширения тел при их нагреве. Двухслойная пластина I состоит из двух слоев к;омпонентов с разными .коэффициентами линейного расширения. При подключении питания оба слоя пластины 1ДОЛЖНЫ расширяться неодинаково, но при этом должны соблюдаться условия целостности пластины 1. Это будет иметь место при изгибе пластины в сторону слоя с меныаим коэффициентом линейного расширения. Пластины могут быть выполненыунапример, биметаллическими или бипластмассовыми.
Нагрев пластины 1 производится посредством подачи электропитания в виде тока илсокой частоты через экранированный провод 9 и его отводы 10 к каждой пластине 1.
Ток высокой частоты нагревает каждую пластину 1, так как она является незамкнутым токопроводящим 1винтом в силу радиального разреза пластины 1.
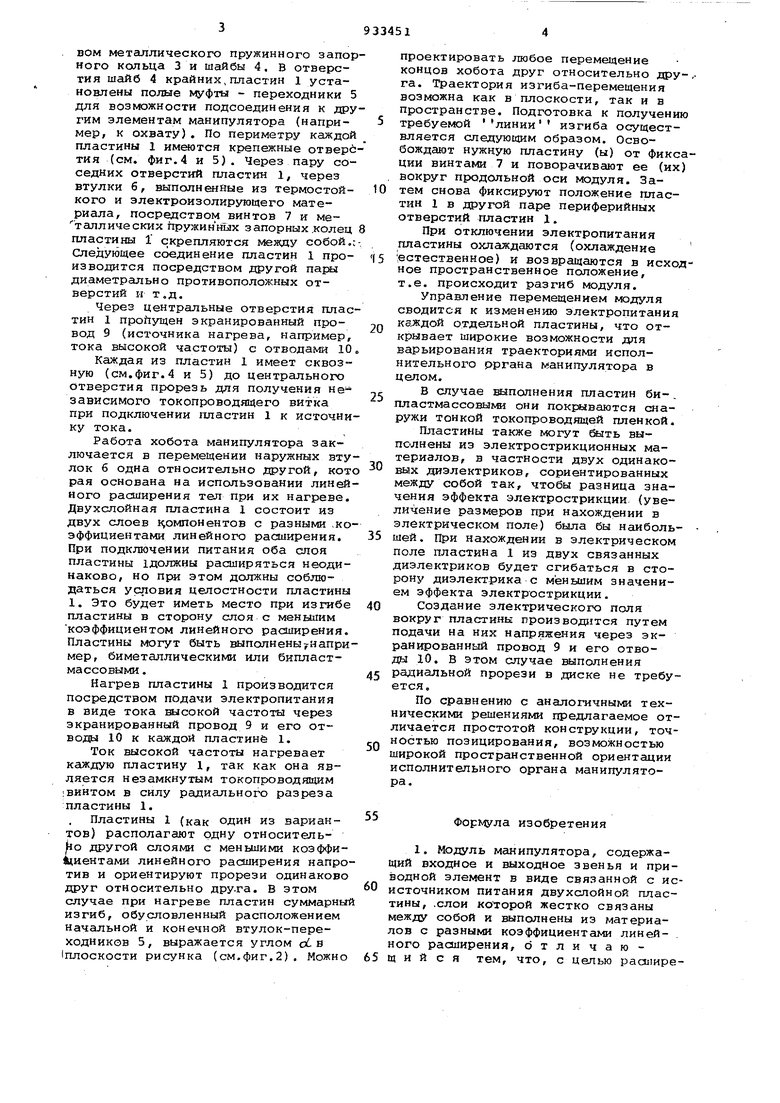
Пластины 1 (как один из вариантов) располагают одну относитель о другой слоями с меньшими коэффи циентами линейного расширения напротив и ориентируют прорези одинаково друг относительно дру-га. В этом случае при нагреве пластин суммарный изгиб, обусловленный расположением Начальной и конечной втулок-переходников 5, выражается углом об в (плоскости рисунка (см.фиг.2). Можно
проектировать любое перемещение концов хобота друг относительно дру га. Траектория изгиба-перемещения возможна как в плоскости, так и в пространстве. Подготовка к получени требуемой линии изгиба осуществляется следующим образом. Освобождают нужную пластину (ы) от Фиксции винтами 7 и поворачивают ее (их вокруг продольной оси модуля. Затем снова фиксируют положение пластин 1 в другой паре периферийных отверстий пластин 1.
При отключении электропитания пластины охлаждаются (охлаждение естественное) и возвращаются в исхоное пространственное положение, т.е. происходит разгиб модуля.
Управление перемещением модуля сводится к изменению электропитания кз-Ждой отдельной пластины, что открывает широкие возможности для варьирования траекториями исполнительного рргана манипулятора в целом.
В случае исполнения пластин би-. пластмассовыли они покрываются снаружи тонкой токопроводящей пленкой.
Пластины также могут йлть выполнены из электрострикционных материалов, в частности двух одинаковых диэлектриков, сориентированных между собой так, чтобы разница значения эффекта электрострикции (увеличение размеров при нахождении в электрическом поле) была бы Нс1Ибольшей. При нахождении в электрическом поле пластина 1 из двух связанных диэлектриков будет сгибаться в сторону диэлектрика с меньшим значением эффекта электрострикции.
Создание электрического поля вокруг пластины производится путем подачи на них напряжения через экранированный провод 9 и его отводы 10. В этом случае выполнения радиальной прорези в диске не требуется.
По сравнению с аналогичными техническими решениями предлагаемое отличается простотой конструкции, точностью позидирования, возможностью широкой пространственной ориентации исполнительного органа манипулятора.
Формула изобретения
1. Модуль манипулятора, содержащий входное и выходное звенья и приводной элемент в виде связанной с исисточником питания двухслойной пластины, .слои которой жестко связаны между собой и выполнены из материалов с разными коэффициентами линей- . ного расширения, отличающийся тем, что, с целью рааиирения его технологических возможностей путем повыиения подвижности выходного эвена, он снабжен дополнительными . двухслойными пластинами и втулками, причем все пластины параллельны и последовательно соединены этими втулнами.
2.Модуль ПОП.1, отличающийся тем, что двухслойные пластины имеют форму дисков.
3.Модуль по пп. 1 и 2., о т л ичающийся тем, что в дисках
выполнены ргщиёшьные прореэи,. а источник питания представляет собой источник тока высокой частоты.
Источники инфсрмёщии, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 688329, кл. ,В 25 J 9/00, 1978.
2.Авторское свидетельство СССР по заявке 2918494/25-08,
кл. В 25 J 3/04, 30.04.80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Модуль манипулятора | 1980 |
|
SU929431A1 |
| Исполнительный орган манипулятора | 1984 |
|
SU1194669A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ | 1990 |
|
RU2024219C1 |
| Манипулятор | 1987 |
|
SU1648759A1 |
| Высокочастотный объемный реберно-диэлектрический модуль и способ его изготовления | 1990 |
|
SU1786695A1 |
| Манипулятор Тенгиза | 1983 |
|
SU1212780A1 |
| Способ изготовления плат магнитных сердечников с печатным монтажом | 1973 |
|
SU485497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ СО СПИРАЛЬНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ И УСТРОЙСТВО НА ЕГО ОСНОВЕ | 2020 |
|
RU2749558C1 |
| Устройство светодиодной ламели | 2015 |
|
RU2606994C1 |
| Модуль манипулятора Тенгиза | 1980 |
|
SU891427A1 |

