Способ подогрева обрабатываемого изделия переменным током известен. Согласно описываемому способу в зону резания подают не переменный, а постоянный ток, причем обрабатываемое изделие соединяется с положительным иолюсом источника тока, а режущий инструмент - с отрицательным полюсом. Это значительно повышает стойкость и производительность режущего инструмента.
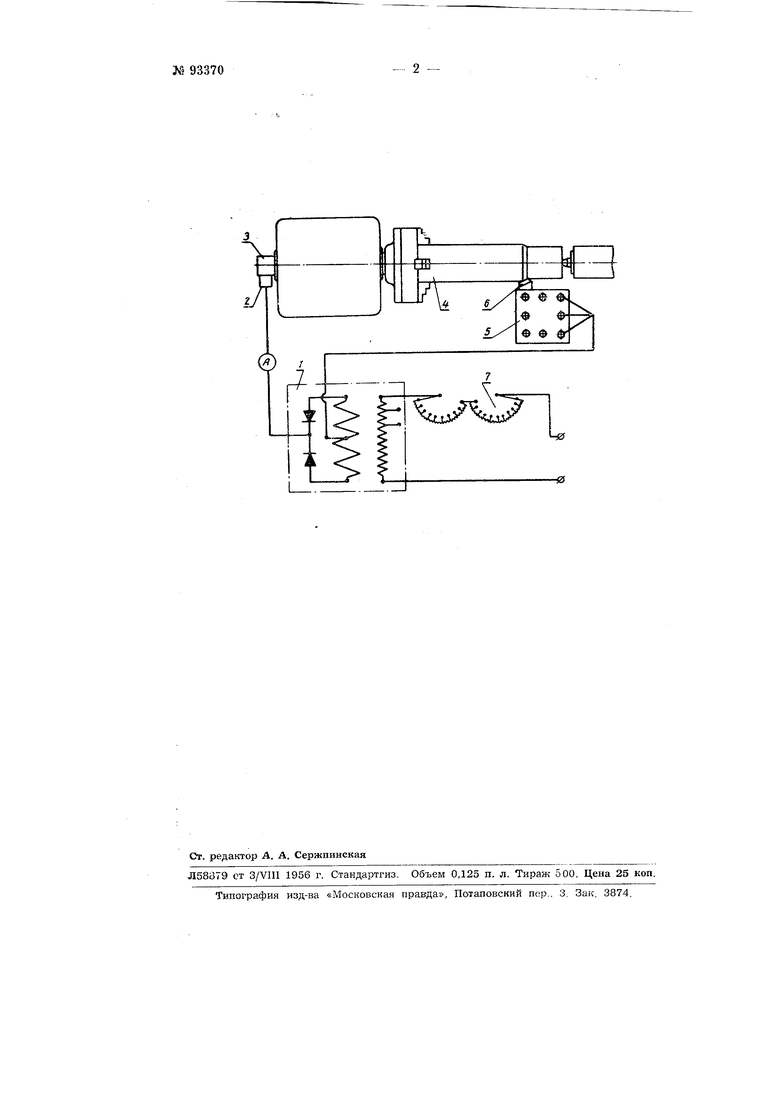
На чертеже изображена нринциииальная электрическая схема устройства для осуществления предлагаемого способа обработки металлов.
При вводе в зону резания постоянного тока низкого напряжения некоторой оптимальной силы вместо переменного тпка нагрев анода-заготовки происходит более интенсивно, чем катода-резца. В результате в зоне резания создается иластический прирсздовый слой, играющий роль густой естествеииой смазки, что приводит к снижению трения и изиоса на иоверхностях контакта трущейся пары резец - заготовка.
Подогрев иостоянным током контакта резец-деталь осуществляется от источника (1) ностоянного тока, включае ого в промышленную электросеть. В качестве источников постоянного тока могут служить селеновые, ртутные и д). выирямители, а также низковольтные генераторы и згеханические выпрямители.
Положительный зажим источника тока соединяется при помощи медной щины со щеткой (2) и контактным кольцом (3), от которых ток нередается на шпиндель станка и далее через патрон на деталь (4).
Отрицательный зажим при помощи гибкого кабеля подключается к изолированному от кориуса сганка резцодержателю (5) т. с. к резцу (()).
Плавная регулировка наиряжеиия, подаваемого на источиик (1) ностоянного тока, а следовательно, и силы тока в цепи резец-деталь осуществляется регулировочным реостатом (7).
Сила тока измеряется амперметром.
Предмет изобретен и я
Способ обработки металлов с подогревом в зоне резания электрическим током по авт. св. 787G7, отличающийс я тем, что, с целью иовыигения стойкости и нроизводнтельности резцов и .ipyгих режущих инстру ентов, в зону резания подают постоянный ток так, чтобы обрабатываемое изделие было соединено с положительным полюсом источника тока, а режущий пнструмеит - с отрпца.тельньп полюсом.
&
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ РЕЗАНИЕМ | 1967 |
|
SU224259A1 |
| Способ обработки металлов с подогревом в зоне резания электрическим током | 1948 |
|
SU78767A1 |
| Способ обработки металлов с пропусканием через зону резания импульсов электрического тока | 2018 |
|
RU2677565C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1992 |
|
RU2102193C1 |
| Способ обработки металлов резанием | 1952 |
|
SU97916A1 |
| Устройство подачи импульсов электрического тока в зону резания при точении металлов | 2018 |
|
RU2689835C1 |
| Способ механической обработки с подогревом зоны резания плазменной дугой | 1979 |
|
SU872035A1 |
| Устройство для удаления вредностей преимущественно из зоны механической обработки изделий | 1988 |
|
SU1694258A2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |