1
Изобретение относится к метгш- лургической промьшшеннйсти, а именно к прокатному производству, и может быть использовано для охлаждения проката.
Цель изобретения - повышение эффективности регулирования процесса охлаждения и снижение расхода охладителя, а также упрощение его очистки.
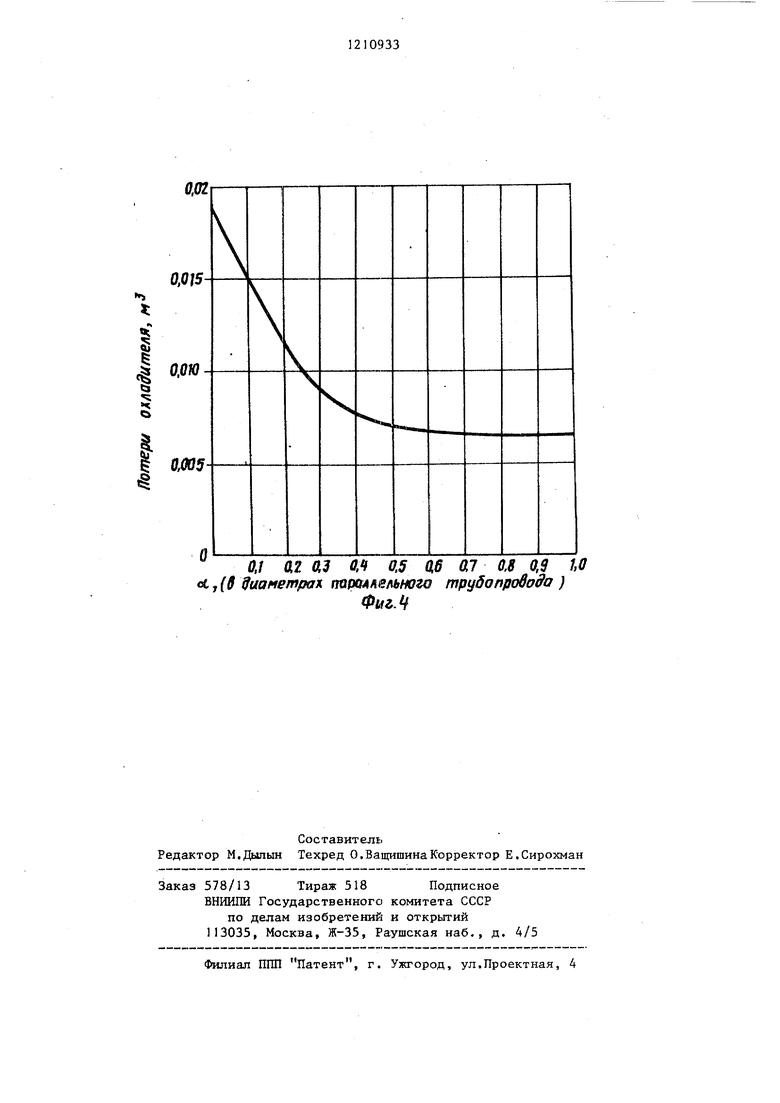
На фиг. 1 показа.но устройство для охлаждения лист ового проката, поперечное сечение; на фиг.2 - то же, вид снизу; на фиг.З - графики, характеризующие зависимости мегвду потерями давления (кг/сн)охладителя (кривая 1), потерями (м)охладителя (прямая 2) и величиной наименьшего внутреннего сечения b соединительного трубопровода (в диаметрах выходного отверстия форсунки.) ; на фиг.4 - график, отражающий зависимость между потерями(м) охладителя и расстоянием q от плоскости, проходящей через оси параллельных трубопроводов до торца форсунки, состыкованного с соединительным трубопро- иодом, выраженньЕм в диаметрах параллельного трубопровода,
Устройство для охлаждения листового проката состоит из двух параллельных трубопроводов 1 с внутренним диаметром (D) , непрерывно сообщающихся друг с другом соединительным трубопроводом 2, оснащенным форсунками 3, установленными в месте его наименьшего внутреннего сечения S , равного 1,0-1,5 диаметра d выходного отверстия форсунки 3. Расстояние q между плоскостью, проходящей через оси О, параллельных трубопроводов 1, и торцом форсунки 3, состыкованным с соединительным трубопроводом 2, составляет 0,5-0,7 диаметра (D,lпараллельного трубопровода 1.
Устройство работает следу1ощ)г1М образом.
Охладитель по подводящим трубопроводам подается в параллельные трубопроводы 1, оттуда поступает в соединительный трубопровод 2 и, распыляясь форсунками 3, попадает на охлаждаемое изделие, находящееся внизу, например листовой прокат. При отключении подачи охладитель остается в параллельных трубопроводах 1 и в соединительном трубопроводе 2 на уровне торца форсунки 3, состыко32
ванного с соединительным трубопроводом 2. При включении подачи охладителя процесс охлаждения начинается сразу после заполнения охладителем незначительного свободного объема над уровнем торца форсунки 3, состыкованного с соединительным трубопроводом 2, благодаря чему снижается инерционность в ра боте устройства для охлаждения листового проката,сокращается расход охладителя, повышается эффективность регулирования процесса охлаждения.
Увеличение наименьшего внутреннего
сечения соединительного трубопровода Btmie I , 5 диаметра выходного отверстия форсунки повышает инерционность охлаждающего устройства, приводит к перерасходу охладителя и существен-
но снижает надежность охлаждающего устройства при эксплуатации на воде оборотного цикла, содержащей крупные включения, (график на фиг.З)., а снижение наименьшего внутреннего сечения соединительного трубопровода ниже 1,0 диаметра выходного отверстия форсунки увеличивает гидравлические потери давления охладителя (график на фиг.3 ).
Выполнение корпуса устройства для охлаждения листового проката в виде двух гидравлически связанных ДРУГ с другом параллельных трубопроводов, непрерывно сообщающихся друг
с другом охладительным коллектором с форсунками, установленными в месте его наименьшего внутреннего сечения, равного 1,0-1,5 диаметра выходного отверстия форсунки (для
щелевых форсунок - на расстоянии, равном 1,0-1 ,5 величины приведенного диаметра щели), позволяет повысить надежность охлаждающего устройства, так как снижает вероятность засорения форсунок крупными нерастворимыми включениями, содержащимися в охлаждающей промьш1лен- ной воде.
Это позволяет снизить непроизводительный расход охладителя и повысить качество продукции за счет более эффективного регулрфо- вания процесса охлаждения. Кроме того, указанная форма корпуса охлаждающего устройства обеспечивает равномерный симметричный подвод охладителя к каждой форсунке и уменьшает вероятность повреждения форсунок охлаждаемым листом на отводящем рольганге прокатного стана, так как форсунки с двух сторон закрыты параллельными трубопроводами. Уменьшение расстояния от плоскости, проходящей через оси параллельных трубопроводов до торца форсунки, состыкованного с соединительным трубопроводом, ниже 0,5 диаметра параллельного трубопровода увеличивает потери охладителя (график на фиг.4) и, соответственно, время, затрачиваемое на вытекание охладителя из корпуса
Вид А повернуто
334
устройства при отключении подачи охладителя, что в свою очередь приводит к снижению эффективности регулирования процесса охлаждения. Увели- чение расстояния от плоскости, проходящей через оси параллельных трубопроводов до торца форсунки, состыкованного с соединительным трубопроводом, вьше 0,7 диаметра параллельного трубопровода приводит к увеличению габаритов и, следовательно, металлоемкости охлаждающего устрой - ства,

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для охлаждения горячекатанной полосы | 1980 |
|
SU933735A1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2033889C1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| Устройство для охлаждения горячекатаных полос | 1991 |
|
SU1765197A1 |
| Устройство для ускоренного охлаждения проката | 1979 |
|
SU960275A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| СПОСОБ ОПТИМИЗАЦИИ РЕЖИМА ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ЛИСТОВОГО СТАНА | 2000 |
|
RU2186642C2 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU889170A1 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2128718C1 |

4-d --4-4 4-ф-фу
4-ф-ф0)(ладитель
6,(в 9иаметра1 lutoSHOo отверстия дюрсунни Фиъ.}
Фиг.1
0.1 az a О.Ч 0.5 0,6 0.1 0,8 0.9 1,0
ot, (9 Диаметрах тшкекьного mpydonpodoffo }
Pwe.
| ФОРСУНКА ДЛЯ ОХЛАЖДЕНИЯ ИЗДЕЛИЙ | 0 |
|
SU301363A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охлаждения проката | 1981 |
|
SU1027236A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
