4 Од 00
ел
4ib
Изобретение относится к устройствдм для электролитического нанесения покрытий на изделия и может быть использовано в цехах гальванических покрытий вэлектротехническом производстве и других областях техники.
При работе автоматических линий для нанесения гальванических покрытий наиболее актуальнь м является повьпление надежности в работе за счет упрощения схемы программного управления.
Известна автоматическая линия для нанесения гальванических покрытий содержащая ванны, автооператор командоаппарат для программного управления движением автооператора. Вдоль ванн установлены направляющие для перемещения автооператора, а напротив каждой ванны установлен конечный выключатель для взаимодействия с флажками, закрепленными на .автооператоре.
При работе на указанной линии флажки, закрепленные на автооперагоре, взаимодействуют с конечными выключателями, подающими сигнал обратной связи в командоаппарат, который вырабатывает команду остановки автооператора против определенной ванны.
В указанной линии обеспечивается автоматизация технологического процесса обработки изделий 11J.
Однако наличие конечного выключателя напротив каждой ванны увеличивает вероятность сбоя командоаппарата за счет увеличенного количества конечных выключателей и соответствено электропроводок к командоаппарат находящихся вблизи ванн и подвергающихся воздействию агрессивной среды. Эти обстоятельства приводят к преждевременному выходу из строя конечных выключателей и ненадежной работе командоаппарата.
Наиболее близкой к изобретению по технической сущности и достигаемому результатуявляется автоматическая линия для нанесения гальванических покрытий, содержащая ряд ван Расположенных по ходу подготовительно-заключительных и основного процессов, командоаппарат, автооперато с конечным выключателем обратной связи и подвески с.деталями. Линия представляет собой ряд ванн, установленных согласно технолог-ическому процессу, автооператор для переноса подвесок с деталями, направляющие для автооператора и командоаппарат. Автооператор снабжен приводами подъема-опускания подвесок и горизонтального .их перемещения. По бортам автооператора расположены с одной стороны - датчик положения автооператора, с другой - устройство точной остановки автооператора.
Датчик положения автооператора является элементом автоматики программно-командного устройства и служит для обратной связи автооператор с командоаппаратом.
Устройство точной остановки автооператора представляет собой бесконтактный выключатель, который передвигается вместе с автооператором, при этом паз выключателя проходит через алюминиевые флажки, установленные над каждой ванной. При срабатывании бесконтактного конечного выключателя подается команда на отключение привода горизонтального перемещения автооператора.
Весь комплекс движения автооператор выполняет с помощью командоаппарата, который подает команды по заранее набранной программе-циклограмме .
Известная линия также обеспечивает автоматизацию технологического процесса обработки изделий.
.Кроме того, вместо конечных выключателей напротив каждой ванны установлен флажок, аконечный выключатель укреплен на автооператоре. При этом программа обработки одной подвески с деталями отличается только адресом ванны основного процесса (например, цинкования),- подготовительно-заключительные процессы для всех подвесок одинаковы f2.
Однако число программ обработки соответствует числу ванн основного процесса, что требует увеличенного объема памяти считывающего устройства командоаппарата и ведет к усложнению электрической схемы и сбоям в работе линии.
Цель изобретения - повышение надежности путем упрощения электрической схемы управления.
Указанная цель достигается тем, что автоматическая линия для нанесения гальванических покрытий, содержащая ряд ванн, расположенных по ходу подготовительно-заключительных и основного процессов, командоаппарат с системой обратной связи, автобператор -с конечным выключателе обратной связи и подвески для деталей, снабжена смонтированным вдоль ванн основного процесса горизонтальным валом, на котором напроти каждой ванны установлены два флажка смещенные один относительно другого на величину угла поворота и установленные с возможйостью взаимодействи с конечным выключателем обратной связи, вал снабжен храповым ме санизмом, число зубьев храпового колеса которого равно удвоенному числу ванн основного процесса.
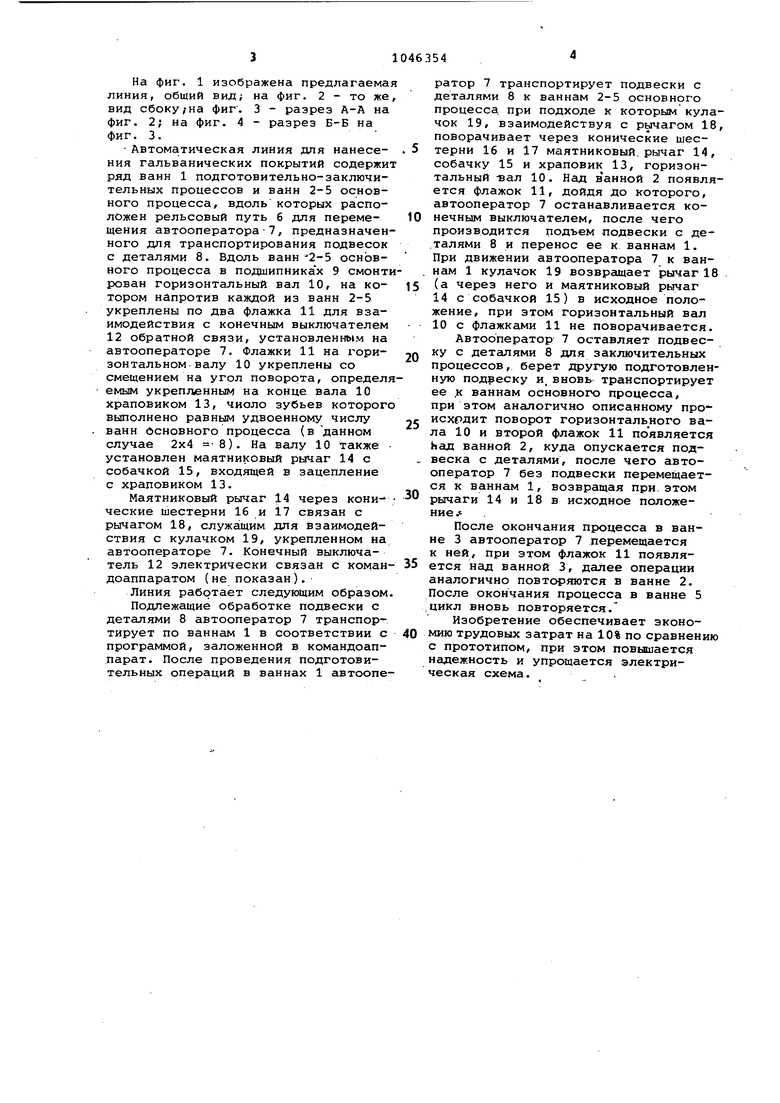
На фиг. 1 изображена предлагаемая линия, общий ВИД; на фиг, 2 - то же, вид сбоку/на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3.
Автоматическая линия для нанесения гальванических покрытий содержит ряд ванн 1 подготовительно-заключительных процессов и ванн 2-5 основного процесса, вдоль которых расположен рельсовый путь б для перемещения автооператора7, предназначенного дпя транспортирования подвесок с деталями 8. Вдоль ванн2-5 основного процесса в подшипниках 9 смонтирован горизонтальный вал 10, на котором напротив каждой из ванн 2-5 укреплены по два флажка 11 для взаимодействия с конечным выключателем 12 обратной связи, установленным на автооператоре 7. Флажки 11 на горкзонтальном валу 10 укреплены со смещением на угол поворота, определяемым укрепленным на конце вала 10 храповиком 13, число зубьев которого выполнено равньпи удвоенному числу ванн основного процесса (выданном случае 2x4 -8). На валу 10 также установлен маятниковый рычаг 14 с собачкой 15, входящей в зацепление с храповиком 13.
Маятниковый рычаг 14 через конические шестерни 16 и 17 связан с рычагом 18, служащим для взаимодействия с кулачком 19, укрепленном на автооператоре 7. Конечный выключатель 12 электрически связан с командоаппаратом (не показан).
Линия работает следующим образом.
Подлежащие обработке подвески с деталями 8 автооператор 7 транспортирует по ваннам 1 в соответствии с программой, заложенной в командоаппарат. После проведения подготовительных операций в ваннах 1 автооператор 7 транспортирует подвески с деталями 8 к ваннам 2-5 основного процесса, при подходе к которым кулачок 19, взаимодействуя с рьмагом 18 поворачивает через конические шестерни 16 и 17 маятниковый, рычаг 14, собачку 15 и храповик 13, горизонтальный -вал 10. Над ванной 2 появляется флажок 11, дойдя до которого, автооператор 7 останавливается конечным выключателем, после чего производится подъем подвески с де,талями 8 и перенос ее к ваннам 1. При движении автооператора 7 к ваннам 1 кулачок 19 возвращает рычаг 18 (а через него и маятниковый рычаг 14 с собачкой 15) в исходное положение, при этом горизонтальный вал 10 с флажками 11 не поворачивается.
Автооператор 7 оставляет подвеску с деталями 8 для заключительных процессов, берет другую подготовленную подвеску и вновь транспортирует ее .к ваннам основного процесса, при этом аналогично описанному происхрдит поворот горизонтального вала 10 и второй флажок 11 появляется йад ванной 2, куда опускается подвеска с деталями, после чего автооператор 7 без подвески перемещается к ваннам 1, возвращая при.этом рычаги 14 и 18 в исходное положение .«
После окончания процесса в ванне 3 автооператор 7 перемещается к ней, при этом флажок 11 появляется над ванной 3, далее операции аналогично повторяются в ванне 2. После окончания процесса в ванне 5 цикл вновь повторяется.
Изобретение обеспечивает экономию трудовых затрат на 10% по сравнению с прототипом, при этом повышается надежность и упрощается электрическая схема. Фиг.З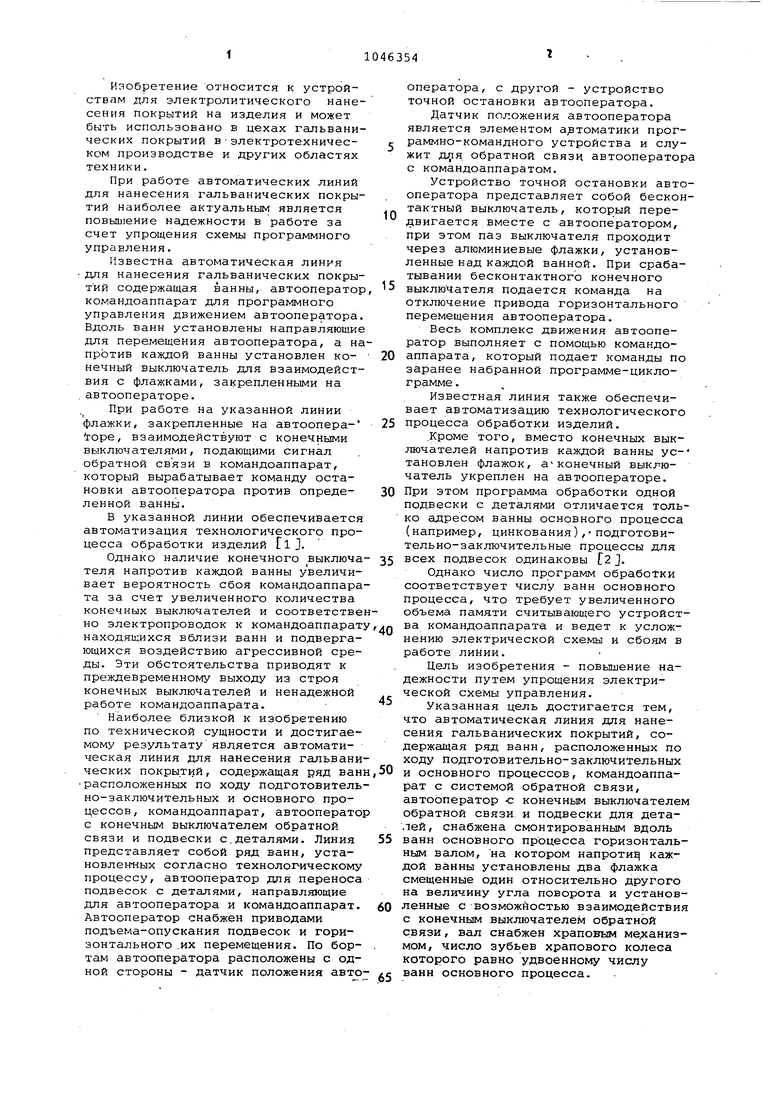
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1986 |
|
SU1315530A1 |
| Автооператорная линия для жидкостной обработки изделий | 1984 |
|
SU1184874A1 |
| Автоматическая линия для нанесения гальва-НичЕСКиХ пОКРыТий | 1979 |
|
SU836242A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| Автооператор для гальванических линий | 1981 |
|
SU947232A1 |
| Автоматическая линия для гальванической обработки изделий | 1983 |
|
SU1096310A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ , НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ, содержащая ряд ванн, расположенных по ходу подготовительно-заключительных и основного процессов, командоаппарат, автооператор с конечным выключателем обратной связи и подвески для деталей, о т л и ч а ющ а я с я тем, что, с целью повышения надежности путем упрощения электрической схемы управления, линия снабжена смонтированным вдоль ванн основного процесса горизонтальным валом, на котором напротив каждой ванны установлены два флажка, смещенные один относительно другого на величину угла поворота вала и установленные с возможностью взаимодейст-g ВИЯ с конечным выключателем.обратной и связи, вал снабжен храповым механизW мом, число зубьев храпового колеса которого равно удвоенному числу ванн основного процесса.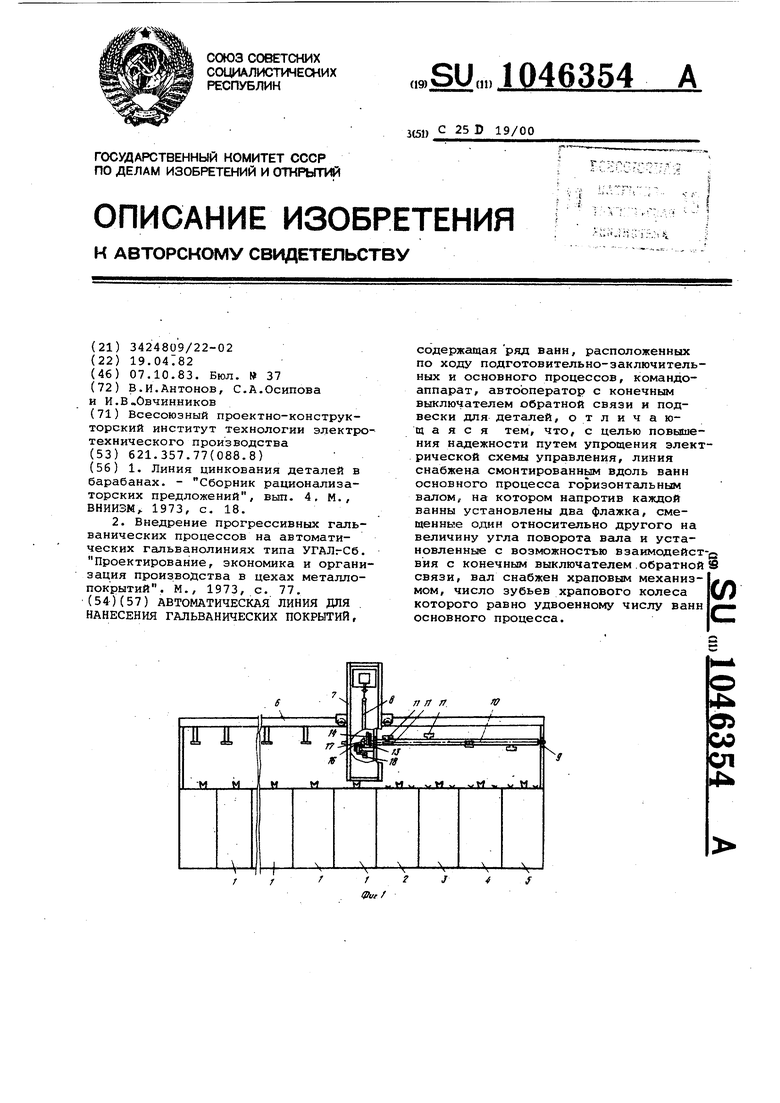
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия цинкования деталей в барабанах | |||
| - Сборник рационализаторских предложений, вьт | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Внедрение прогрессивных гальванических процессов на автоматических гальванолиниях типа УГАЛгСб | |||
| Проектирование, экономика и организация производства в цехах металлопокрытий | |||
| М,, 1973, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
