(54) ШТАМП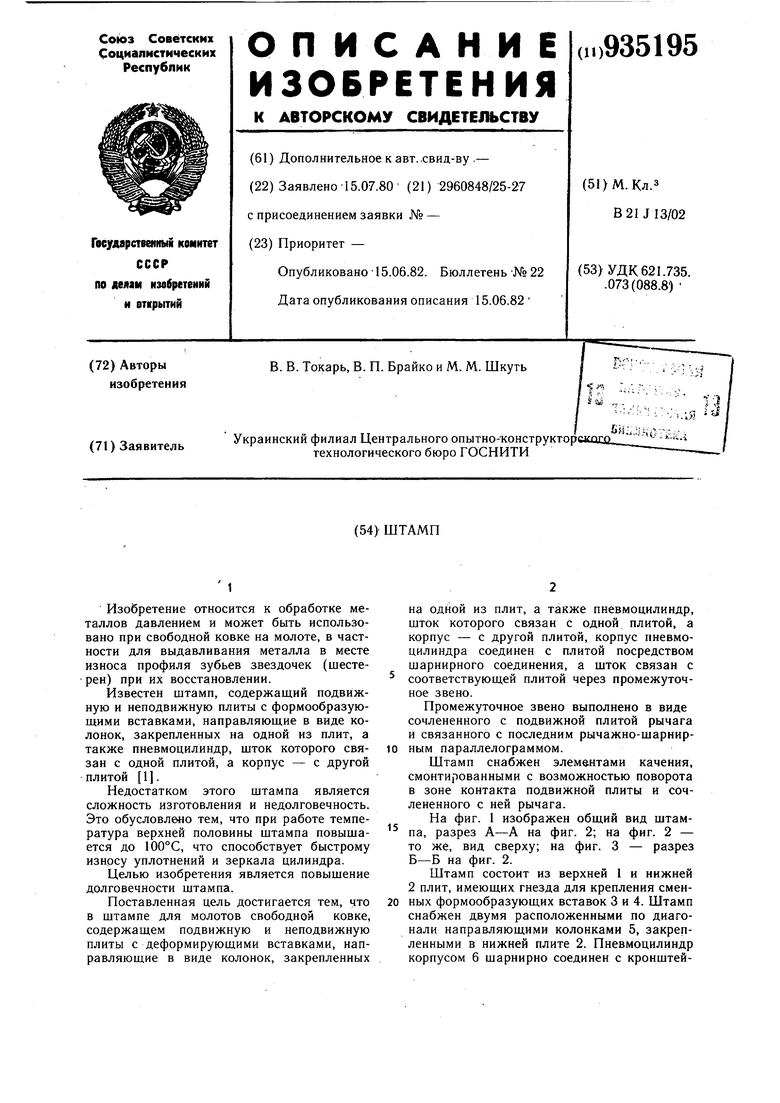
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Подкладной штамп для молотов свободной ковки | 1972 |
|
SU449765A1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Штамп для резки пруткового материала | 1989 |
|
SU1738505A1 |
| Штамп для высадки на вертикальном прессе | 1990 |
|
SU1764756A1 |
| НАВЕСКА ТРАКТОРА | 1991 |
|
RU2025921C1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
SU1746609A2 |
| Штамп для штамповки из жидкого металла | 1976 |
|
SU569386A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при свободной ковке на молоте, в частности для выдавливания металла в месте износа профиля зубьев звездочек (шестерен) при их восстановлении.
Известен штамп, содержаш.ий подвижную и неподвижную плиты с формообразующими вставками, направляющие в виде колонок, закрепленных на одной из плит, а также пневмоцилиндр, шток которого связан с одной плитой, а корпус - с другой плитой 1 .
Недостатком этого штампа является сложность изготовления и недолговечность. Это обусловлено тем, что при работе температура верхней половины штампа повышается до 100°С, что способствует быстрому износу уплотнений и зеркала цилиндра.
Целью изобретения является повышение долговечности штампа.
Поставленная цель достигается тем, что в штампе для молотов свободной ковке, содержащем подвижную и неподвижную плиты с деформирующими вставками, направляющие в виде колонок, закрепленных
на одной из плит, а также пневмоцилиндр, шток которого связан с одной плитой, а корпус - с другой плитой, корпус пневмоцилиндра соединен с плитой посредством шарнирного соединения, а шток связан с соответствующей плитой через промежуточное звено.
Промежуточное звено выполнено в виде сочлененного с подвижной плитой рычага и связанного с последним рычажно-шарнир10 ным параллелограммом.
Штамп снабжен элементами качения, смонтированными с возможностью поворота в зоне контакта подвижной плиты и сочлененного с ней рычага.
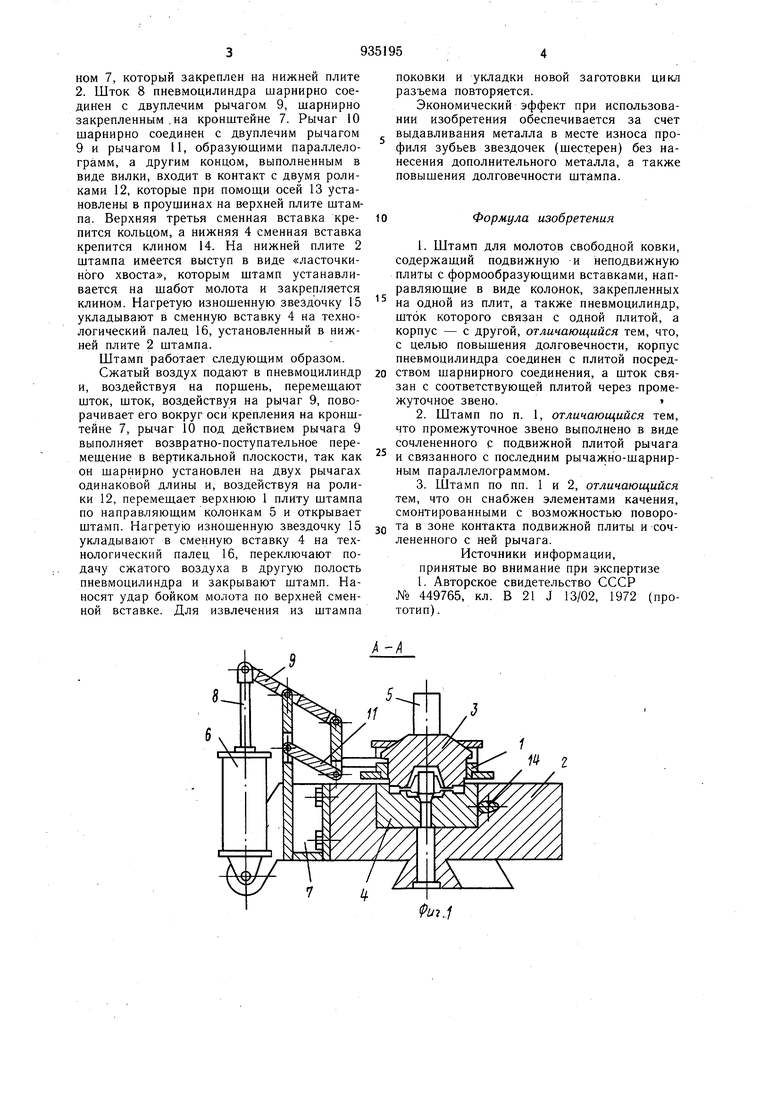
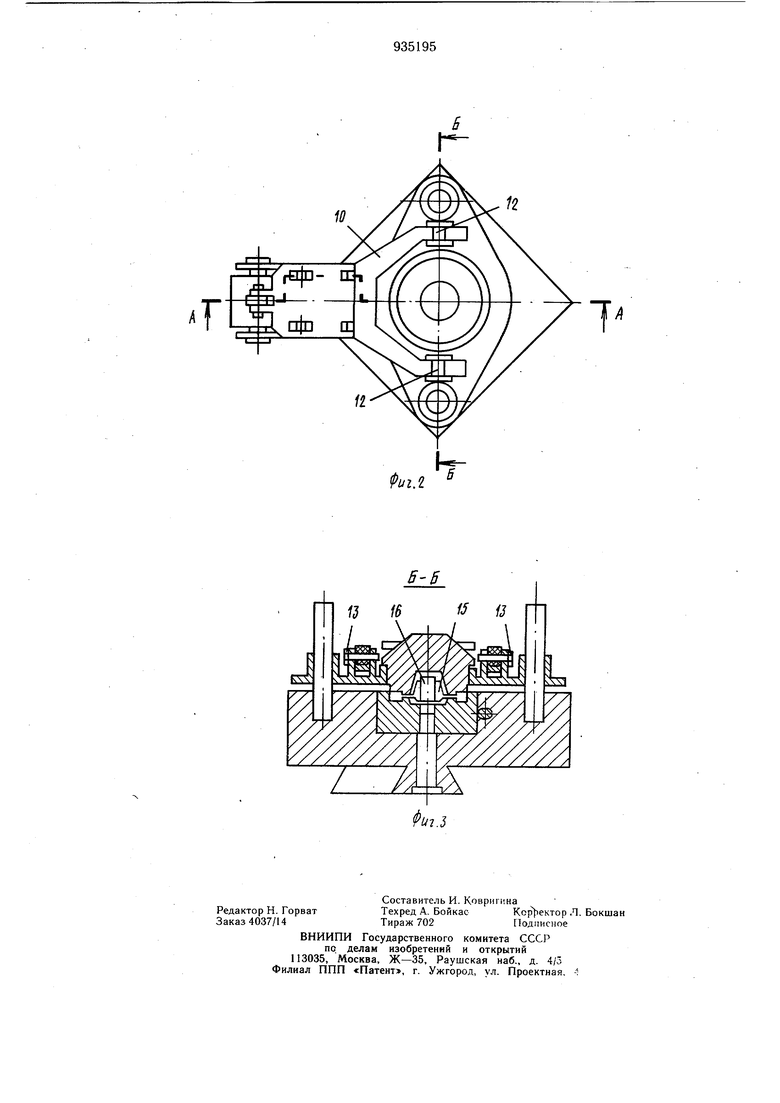
На фиг. 1 изображен общий вид штампа, разрез А-А на фиг. 2; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез Б-Б на фиг. 2.
Штамп состоит из верхней 1 и нижней 2 плит, имеющих гнезда для крепления сменных формообразующих вставок 3 и 4. Штамп снабжен двумя расположенными по диагонали направляющими колонками 5, закрепленными в нижней плите 2. Пневмоцилиндр корпусом 6 шарнирно соединен с кронщтейном 7, который закреплен на нижней плите 2. Шток 8 пневмоцилиндра шарнирно соединен с двуплечим рычагом 9, шарнирно закрепленным .на кронштейне 7. Рычаг 10 шарнирно соединен с двуплечим рычагом 9 и рычагом 11, образующими параллелограмм, а другим концом, выполненным в виде вилки, входит в контакт с двумя роликами 12, которые при помощи осей 13 установлены в проущинах на верхней плите штампа. Верхняя третья сменная вставка крепится кольцом, а нижняя 4 сменная вставка крепится клином 14. На нижней плите 2 штампа имеется выступ в виде «ласточкиного хвоста, которым штамп устанавливается на шабот молота и закрепляется клином. Нагретую изношенную звездочку 15 укладывают в сменную вставку 4 на технологический палец 16, установленный в нижней плите 2 штампа.
Штамп работает следующим образом.
Сжатый воздух подают в пневмоцилиндр и, воздействуя на поршень, перемещают шток, шток, воздействуя на рычаг 9, поворачивает его вокруг оси крепления на кронштейне 7, рычаг 10 под действием рычага 9 выполняет возвратно-поступательное перемещение в вертикальной плоскости, так как он шарнирно установлен на двух рычагах одинаковой длины и, воздействуя на ролики 12, перемещает верхнюю 1 плиту штампа по направляюшим колонкам 5 и открывает штамп. Нагретую изношенную звездочку 15 укладывают в сменную вставку 4 на технологический палец 16, переключают подачу сжатого воздуха в другую полость пневмоцилиндра и закрывают штамп. Наносят удар бойком молота по верхней сменной вставке. Для извлечения из штампа
поковки и укладки новой заготовки цикл разъема повторяется.
Экономический эффект при использовании изобретения обеспечивается за счет выдавливания металла в месте износа профиля зубьев звездочек (шестерен) без нанесения дополнительного металла, а также повышения долговечности штампа.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 449765, кл. В 21 J 13/02, 1972 (прототип).
/7
ВВ
РЧ2.5
