1
Изобретение относится к литейному производству, в частности штампам для штамповки из жидкого металла.
Известен штамп для штамповки из жидкого металла, содержащий верхнюю плиту с пуансоном, матрицу, нижнюю плиту, в которой выполнено отверстие под выталкиватель пресса 1.
Однако известный штамп не может быть использован на прессах, не имеющих механизмов выталкивания на позициях прессования.
Известен также штамп для штамповки из жидкого металла, содержащий Ьерхнюю плиту с паунсоном и вертикальными направляющими отверстиями для прохода колонок, на которой закреплен подпружиненный диск с захватами и рукояткой; нижнюю плиту, корпус с формообразующей вставкой, вертикально расположенные колонки, связанные с верхней и ниж ней плитами, выталкивающую плиту с выталкивателем 2,
Недостатком конструкции штампа является неудобство в работе из-за применения ручного труда при перемещении диска с захватами для освобождения колонок в верхнем положении; ограничение хода плунжера пресса колонками; невозможность применения штампа на многопозиционных прессах из-за, жесткой связи в горизонтальной плоскости верхней плиты и плиты выталкивания вертикальными колонками.
Цель изобретения - повышение производительности за счет ликвидации ручных операций и обеспечение универсальности штампа.
Это : достигается тем, что захваты в, предлагаемом штампе выполнены подпр жинен ыми и закреплены шарнирно на выталкивающей плите, верхняя ппита снабжена рычагами, взаимодействующими с захватами, а корпус снабжен кулачками для отвода захватов.
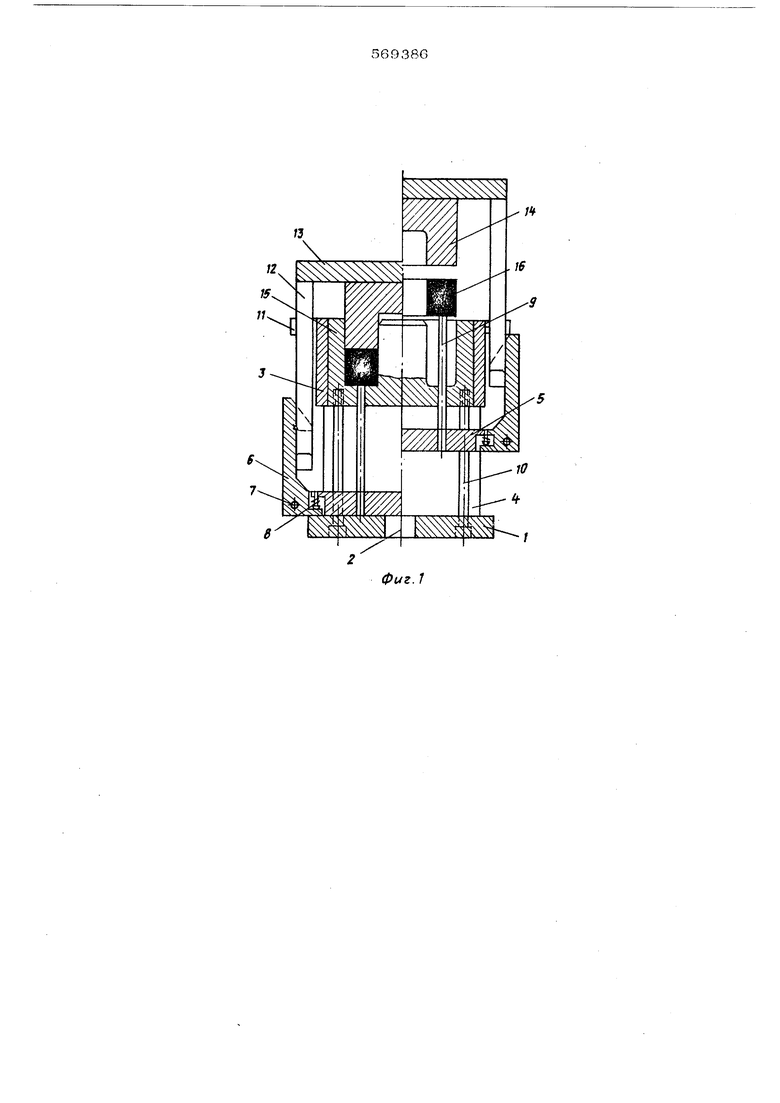
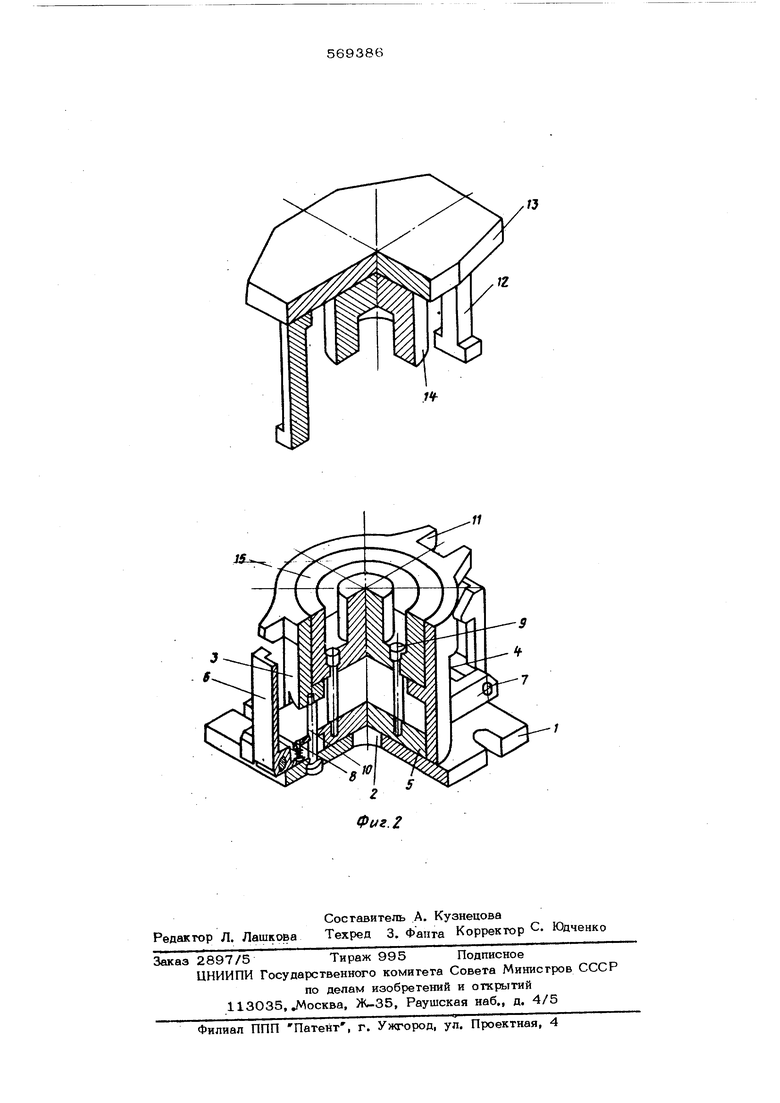
На фиг. 1 изображен штамп в положений прессования (слева) и выталкивания отливки (справа), общий вид; на фиг. 2 - то же, в аксонометрической проекции.
Штамп имеет нижнюю плиту 1 с центральным сквознымотверстием 2 для прохода толкателя пресса во время выталкивания игливки с помощью вытапкиваюшего механизма пресса, жестко закрепленный корпус 3, в нижней части которого имеется горизонтально расположенное сквозное окно 4, в котором помещены выталкивающая плита 5 с выступающими с двух сторон захватами 6, установленными на осях 7, с пружинами 8. В плиту 5 ввинчены выталкиватели 9 а в корпус 3 - вертикальные направляющие колонки 10, по которым перемещается выталкивающая плита 5; кроме того на корпусе 3 выполнены выступающие с двух сторон кулачки 11 для отвода захватов 6 и освобо дения рычагов 12, тесно связанных с верхней плитой 13 и пуансоном 14 во время дв жения их вверх, а также установлена формообразующая вставка 15. Штамп работает следующим образом. Перед заливкой Металла в форму верхняя плита 13 с р1.1чагами 12 и пуансоном 14 нахо дятся в крайнем верхнем положении, а выталкивающая плита 5 с захватами 6 и выталкивателями 9 находится в исходном нижнем положении. После заливки металла в формообразующую вставку 15 верхняя плита 13 с рычагами 12 и пуансоном 14 перемещается вниз. Рычаги 12 скользят по скосам захватов 6 отжимая их и сжимая пружины 8, а выступы рычагов заходят в пазы захватов. Пуансон 14, соприкасаясь с жидким Металлом, .произвсш111 лресьов.ание с последующей кристаллизацией отливки 16. Затем пуансон 14 вместе с верхней плитой 13 и 12 выходит из рабочей зоны вверх. Рычаги 12, сцепляясь с захватами 6, тянут за собой выталкивающую плиту Б с выталкивателями 9, которые выталкивают отливку 16 из фориы. Затем захвати 6 находят своими скосами на кулачки 11 и, отодвигаясь, сжимают пружины 8, освобо). дан рычаги 12. Выталкивающая плита 5 возвращается по направляющим колонкам 10 в исходное положение. После этого стол пресса вместе с нижней плитой 1, корпусом 3 и вмонтированньтми в него выталкивающей плитой 5 с захватами 6 перемещаются на следующую позицию. Преимущество штампа для штамповки из жидкого Металла состоит в том, что он может работать в момент подъема траверсы пресса как на однопозиционных прессах, так и многопозиционных, на оборудованных механизмами выталкивания отливок из форм на позиции прессования. Кроме того, повышается стойкость штампа и производительность за счет ликвидации ручных операций. Формула изобретения Штамп для штамповки из жидкого металла, имеющий верхнюю плиту с пуансономр нижнюю плиту, корпус с формообразующей вставкой выталкивающую плиту и захваты, отличающийся тем, что, с целью повышения производительности и обеспечения универсальности штампа, захваты выполнены подпружиненными и закреплены шарнирно на выталкивающей плите, верхняя плита снабжена рычагами, взаимодействуюющими с захватами, а корпус снабжен кулачками для отвода захватов. Источники информации, принятые во внимбйше при экспертизе: 1. Патент Великобритании № 1257963, кл. В ЗТ , 1969. 2. Красильщик Н. Л. и Смирнов К. Н, Штамповка жидкого металла, М., 1962, с 22-23, фиг. 13.
В
Фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки из жидкогоМЕТАллА | 1978 |
|
SU839683A1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Устройство для штамповки жидкого металла | 1989 |
|
SU1639886A1 |
| Устройство для прессования жидкого металла | 1982 |
|
SU1138239A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Устройство для штамповки жидкого металла | 1985 |
|
SU1310106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Устройство для штамповки жидкого металла | 1984 |
|
SU1247157A1 |
| ЛИТЕЙНАЯ ФОРМА | 1992 |
|
RU2025207C1 |
J5
11
