1
Изобретение относится к области свободной ковки.
Известен подкладной штамп для молотов свободной ковки, состоящий из верхней и нижней половин, центрируемых одна относительно другой по колонкам, закрепленным в нижней половине и входящим в направляющие, расположенные в верхней половине.
Для обеспечения работы щтампа направляющие выполнены в виде пневмоцил индров, соединенных через осевые каналы, предусмотренные в колонках, с источником питания.
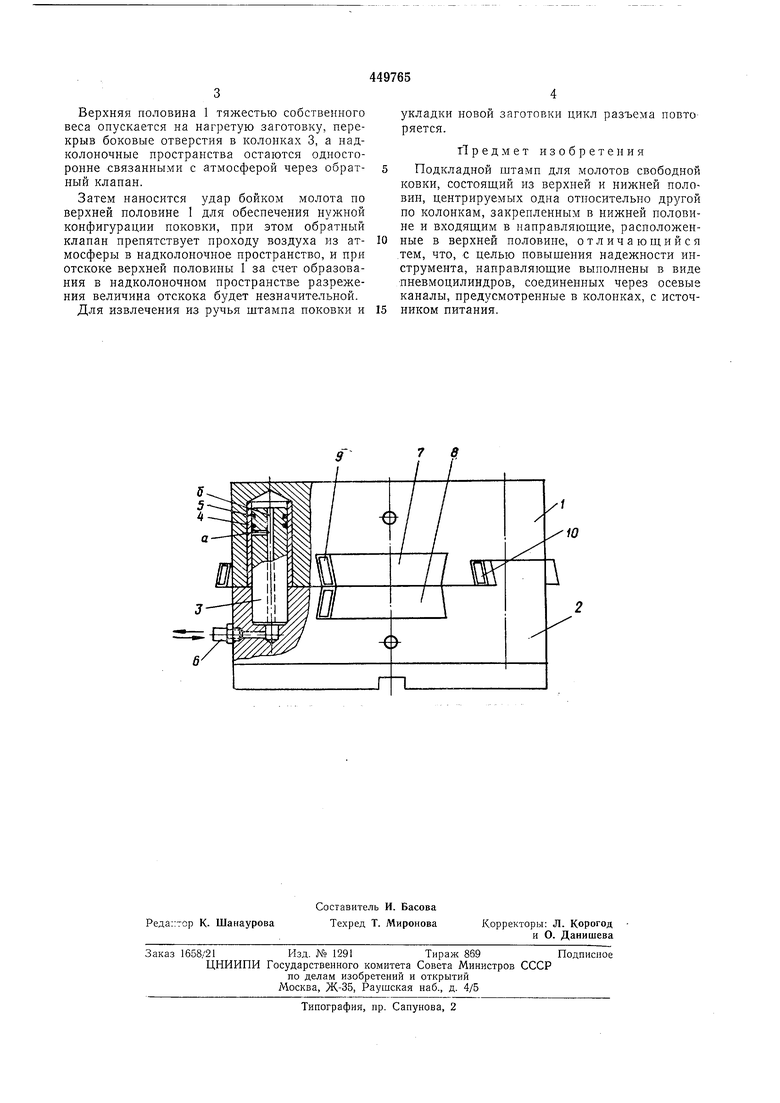
Предложенный подкладной щтамп изображен на чертеже.
Штамп состоит из верхней 1 и нижней 2 половин, имеющих гнезда для крепления сменных щтампов-вставок. Штамп снабжен двумя расположенными по диагонали направляющими колонками 3, закрепленными в нижней половине 2. В верхней половине I направляющие 4 колонок выполнены в виде пневмоцилиндров, а направляющие колонки 3 с уплотнительными кольцами 5 выполнены с боковым а и осевым б отверстиями, соединенными с воздухопроводом 6 и распределительным краном, связанным с магистралью сжатого воздуха и с атмосферой через обратный клапан, смонтированный в распределительном кране.
Подъем верхней половины 1 ограничивается за счет имеющихся в направляющих колонках 3 боковых отверстий, соединяющих осевые отверстия колонок 3 с атмосферой при верхнем положении верхней половины 1.
Верхний 7 и нижний 8 сменные штампывставки крепятся в блоке с помощью нормальных клиньев 9.
Верхняя 1 и нижняя 2 половины блока имеют соответственно выступ и паз типа «ласточкин хвост и могут жестко соединяться нормальными клиньями 10 для выполнения на молоте операций свободной ковки.
Блок крепится на молоте свободной ковки только нижней половиной.
Для выполнения щтамновочных работ распределительным краном через осевые отверстия б колонок 3 подается сжатый воздух в надколоночпые пространства глухих отверстий верхней половины 1 блока (в это время клинья 10 сняты).
Верхняя половина 1 поднимается до тех пор, пока не откроются боковые отверстия а колонок 3.
Далее в ручей штампа-вставки 8 укладывается нагретая заготовка, а пространство над колонками 3 распределительным крапом отключается от воздушной магистрали и соединяется с атмосферой через обратный кланан.
Верхняя половина 1 тяжестью собственного веса опускается на нагретую заготовку, перекрыв боковые отверстия в колонках 3, а надколоночные пространства остаются односторонне связанными с атмосферой через обратный клапан.
Затем наносится удар бойком молота по верхней половине 1 для обеспечения нужной конфигурации поковки, при этом обратный клапан препятствует проходу воздуха из атмосферы в надколоночное пространство, и при отскоке верхней половины 1 за счет образования в надколоночном пространстве разрежения величина отскока будет незначительной.
Для извлечения из ручья штампа поковки и
укладки новой заготовки цикл разъема повто ряется.
Предмет изобретения
Подкладной штамп для молотов свободной ковки, состоящий из верхней и нижней половин, центрируемых одна относительно другой по колонкам, закрепленным в нижней половине и входящим в направляющие, расположенные в верхней половине, отличающийся .тем, что, с целью повышения надежности инструмента, направляющие выполнены в виде пневмоцилиндров, соединенных через осевые каналы, предусмотренные в колонках, с источником питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
SU1746609A2 |
| Штамп | 1980 |
|
SU935195A1 |
| Штамп для изготовления полых деталей с фланцем | 1979 |
|
SU889257A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Инструмент для молотовой штамповки | 1981 |
|
SU986569A1 |
| Штамп для объемной штамповки | 1976 |
|
SU608599A1 |
| Подкладной штамп для изготовления полых поковок | 1975 |
|
SU614874A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU541556A1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
