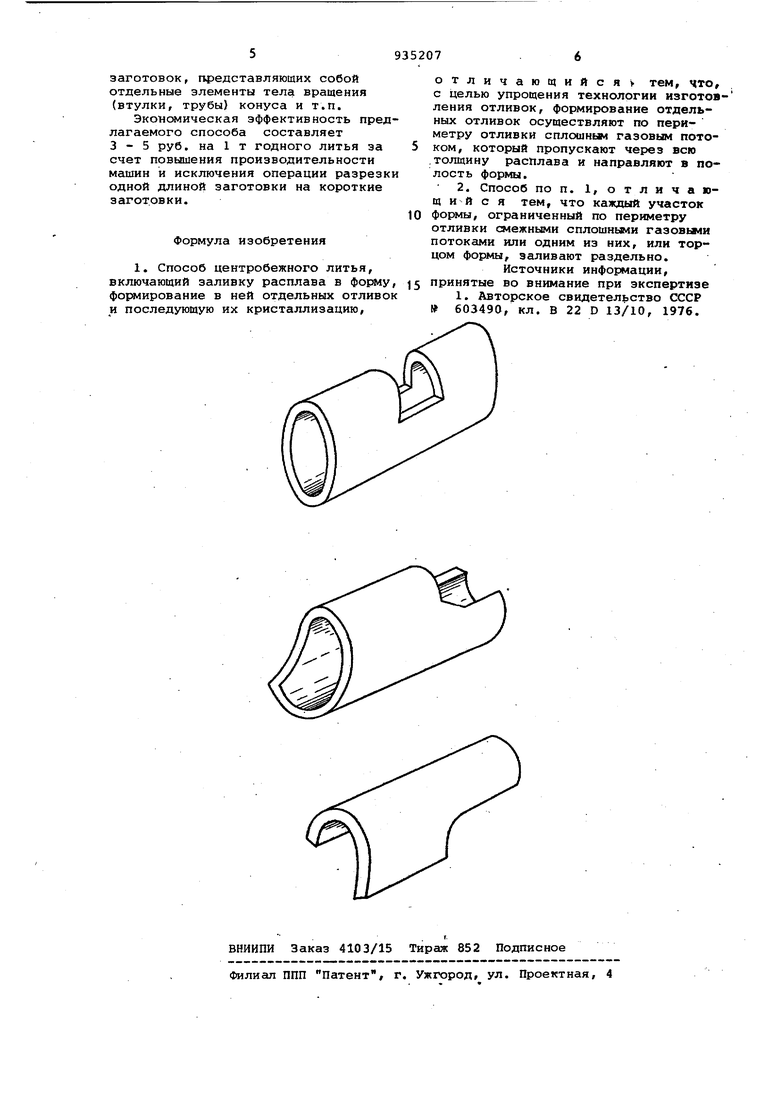
Изобретение относится к технологии литейного производства,в частности к центробежному литью загото вок. Наиболее близким к изобретению по технической сущности и достигае мому результату является способ, включакяций заливку расплава в форм формирование в ней отдельных отпивок и последующую их кристаллизацию 11}. Недостатком способа является то что Чсаждый раз перед заливкой необходимо устанавливать в полости изложницы комплект различных перегородок, а после кристаллизации отливок удалять все перегородки и сформированные между ними отливки. Способ обуславливает значительную трудоемкость сборки фог. Целью изобретения является упро щение технологии изготовления отли вок . Поставленная цель достигается тем, что согласно способу, включаю щему за.1ивку расплава в форму, фор мирование в ней отдельных отливок последующую их кристаллизацию, формирование отдельных отливок осу ществляют по периметру отливки спл ным газовым потоком, который пропускают через всю толщину расплава и направляют в полость формы. Каждый участок формы, ограниченный по периметру отливки смежными сплошными газовыми потоками или одним из них,или торцом формы, заливают раздельно. На чертеже изображены варианты получаемых отливок. Пример осуществления предлагаемого способа при получении чугунных втулок с наружным диаметром 200 мм и внутренним.170 мм, длиной 200 мм. Установка и фиксация в роторе с требуемым торцовым зазором смежных .форм с внутренним диаметром 202 мм (с учетом усадки чугуна) и установка ограничительной крышки на изложницу . Нагрев смежных форм до Т 150250°С под окраску и окраска их рабочей поверхности сажистой краской с помощью пульверизатора (при этом через торцовые зазоры между смежными формами пропускают сжатый воздух под давлением с целью предотвращения их засорения краской. Сообщение (кожуху) ротору расчетных технологически необходимых Оборотов, которые определяют по фо муле п 720- об/мин; Создание через торцовые зазоры (каналы) сплошного газового лотка, направленного в сторону оси вращени формы, давлением, большгол чем давле ние в любой точке расплава, развий емое центробежной силой. Дaiзлeниe в любой точке расплава развиваемое центробежной силой,опр деляется по формуле (41з) где j- - удельный вес заливаемого г/см ; сплава, п - число оборотов формы, об/мин; R - радиус любой точки расплав см ; Г - радиус свободной поверхнос ти отливки, см а Рц 7, l{2||f. (,52) 563 гс/см 0,56 кг/см. Давление газового потока, необхо димое для разделения сплошной жидко втулки на отдельные части, должно быть больше центробежного давления в любой точке, находящейся в расплаве. Минимальное превышение этого давления в лдабой точке определяется как разность между рабочим давлением газового потока и центробежным давлением. - Рп Р(К-1) mm .п. - -- - f где К - коэффициент превышения давления газового потока устанавливают опытным путем (,5) 0,56.(1, 5-1) 0,28 кг/см Полное рабочее давление га-зовог потока РГ п РГ. п. Pu +Pmin 0,56+0,,84 кг/ Заливка порции расплава в формы (необходимого количества металла для ,получения например двух втулок требуемого размера) определяется п известной формуле Р ( г)-2 i- 7,1-3,14-(,5)(- 2J-10 11 При эт5м сплошная жидкая втулка делится сплошным газовым потоком н две части. После этого происходит кристаллизаци расплава, прекращение газового потока,выталкивание двух отли вок из форм. Предлагаемый способ проверен моделированием.Модель представляет -.собой огнеупорную емкость с внутре ним диаметром 570 мм, в дне которо установлено сопло с внутренним сечением 10x3 мм, соединенное с полостью -емкости и воздухопроводом с магистралью сжатого воздуха. Перед заполнением, емкости расплавом включают сжатый воздух и заливают жидкий чугун химсостава: С 3,4% Si 2,5%,МП 0,7%, Р 0, 0,05. Температура чугуна перед заливкой составляет . Высота столба залитого чугуна в емкость составляет 5 мм. Опыт проводят при давлении сжатого воздуха 0,2 атм и 0,3 атм. В обоих случаях в результате пропуска газового потока через слой расплава после затвердевания залитого чугуна напротив сопла образовалось сквозное отверстие сечением 10x3 мм. Таким образом,опыты,проведенные на модели,подтверждают возможность разделения сплошным газовым потоком под давлением расплава после его заливки в форму. При этом сплошной газовый поток, проходя через расплав, вьшолняет функцию воздушной перегородки. Преимуществами предлагаемого способа являются возможность одновременной отливки нескольких (или множества) заготовок общего наружного диа1метра без предварительной установки в форму специальных постоянных, либо разовых (песчаных) перегородок; возможность одновременной отливки нескольких цилиндрических заготовок, либо с фасонными торцами (в последнеги случае разъемы между смежными формами, либо разъемами между элементами форм располагаются не в поперечном направлении, а в продольном или же в комбинированном направлении, т.е. ив поперечном и в продольног ; возможность одновременной отливки нескольких заготовок с различными наружными диаметрами (при этом в роторе устанавливают несколько форм с S eньшeниeм их внутреннего диаметра в сторону, противоположную заливке) ; возможность получения фасонных заготовок, представляющих собой составные части от цельной заготовки типа втулки. Примерные формы заготовок, которые возможно получать по предлагаемому способу представлены на чертеже где заготовка с получается в результате пропуска через слой расплава замкнутого сплошного газового потока, размещенного в средней части формы, а заготовка S при размещении газовых потоков по обеим концам формы. Заготовка 8 образуется при размещении нескольких газовых потоков, которые разделяют образующую формы (и заготовку тоже) на несколько частей. В последнем случае возможно получение нескольких
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья | 1978 |
|
SU791446A1 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| Способ центробежного литья | 1980 |
|
SU904883A1 |
| Способ центробежного литья | 1981 |
|
SU944773A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Способ литья заготовок | 1981 |
|
SU1042883A1 |
| Способ центробежного литья полых стальных заготовок | 1980 |
|
SU931284A1 |
