Изобретение относится к обработ ке металлов резанием и в частности может быть использовано при прорезке кольцевых канавок на цилиндрической поверхности нежестких деталей.
Известен способ токарной обработки г включающий вращение детали и поперечную подачу режущего инструмента, например прорезного резца, образующего на цилиндрической поверхности детали кольцевые канавки 1.
Недостатком известного способа является низкая точность обработки вследствие значительных радиальных деформаций детали. i
-Целью изобретения является повышение точности обработки. Для этого при обработке длинных нежестких деталей у одного из ее торцов, например правого помещают ряд цилиндрических колес, которыми после образования канавки последовательно перекрывают с обеих сторон обработан ную,поверхность.
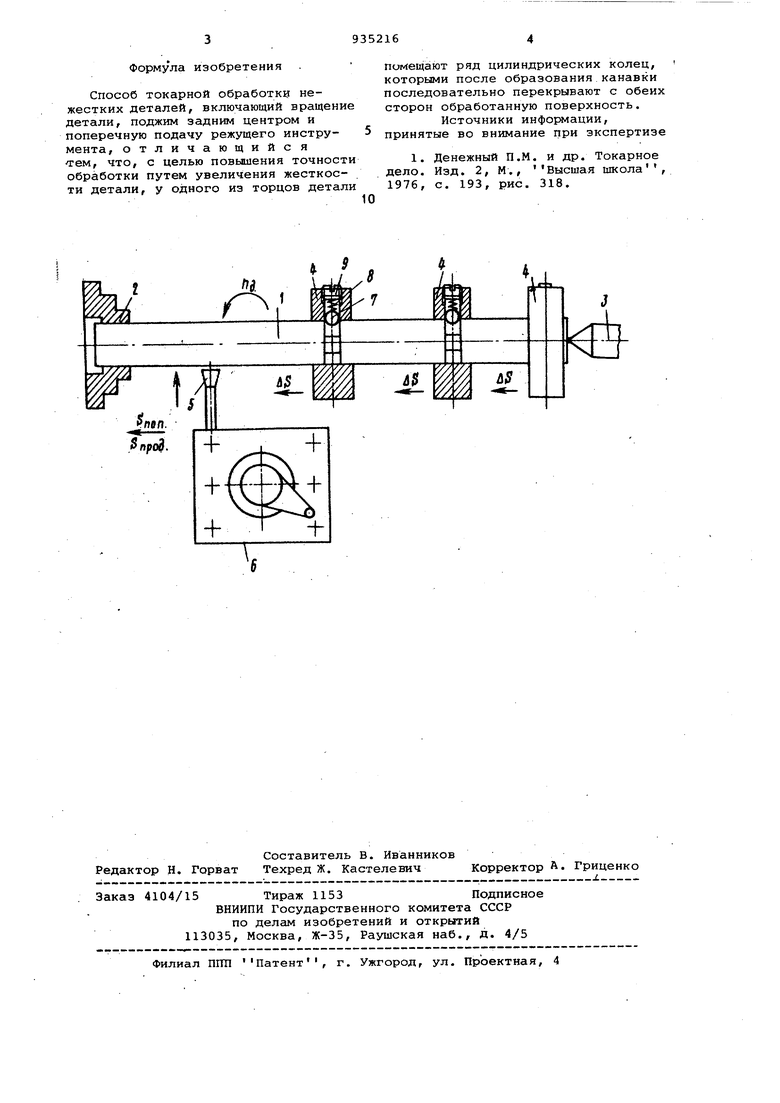
На чертеже изображена схема реализации предлагаемого способа токарной обработки. I Устройство для осуществления |способа содержит обрабатываемую де-.
тель 1, закрепленную в токарнс 1 Патроне 2 и поджатую задним центром 3. На деталь 1 установлены цилиндрические кольца 4. Обработку ведут резцом 5, закрепленным в резцедержателе 6. Кольцо 4 фиксируется в образованной резцом 5 выточке шариком 7, подпружиненным пружиной 8, на которую воздействует установоч10ный винт 9.
Цилиндрические кольца 4 до начала обработки устанавливают пакетом у правого торца детали 1. После преобразования канавки крайнее левое
15 кольцо 4 двигают влево до тех пор, пока оно полностью не перекроет выточку (канавку), как показано на фиг.1.
При этом кольцо за счет шарика
20 и пружины 8 фиксируется от смещения в осевом направлении.
При нарезании следующей канавки кольцо 4 (крайнее слева) смещают в следующую канавку, крайнее слева
.25 кольцо в пакете смещают в предыдущую канавку и т.д. до тех пор, пока не образуют последнюю канавку. При надевании кольца 4 на канавку деталь с канавкой восстанавливает собствен30ную жесткость. Формула изобретения Способ токарной обработки нежестких деталей, включающий вращение детали, поджим задним центром и поперечную подачу режущего инструмента, отличающийся тем, что, с целью повьошения точности обработки путем увеличения жесткости детали, у одного из торцов детали помещают ряд цилиндрических колец, которыми после образования канавки последовательно перекрывают с обеих сторон обработанную поверхность. Источники информации, принятые во внимание при экспертизе 1. Денежный П.М. и др. Токарное дело. Изд. 2, М., Высшая школа , 1976, с. 193, рис. 318.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прошивки лысок на токарном станке | 1979 |
|
SU869981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Двухрезцовая головка для точения | 1988 |
|
SU1683878A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2019383C1 |
| Устройство для токарной обработки торцовых нежестких поверхностей пустотелых деталей | 1989 |
|
SU1710191A1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| Многорезцовая головка | 1989 |
|
SU1683879A1 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| СПОСОБ ОБРАБОТКИ ОСЕРАДИАЛЬНЫХ ВНУТРЕННИХ ЗАКРЫТЫХ ВЫТОЧЕК В ЗАГОТОВКАХ КОЛЕЦ | 2005 |
|
RU2314182C2 |
