Изобретение относится к станкостроению и может быть использовано, например, для обточки нежестких валов на токарных станках.
Целью изобретения является упроще- ние конструкции многорезцовой головки,
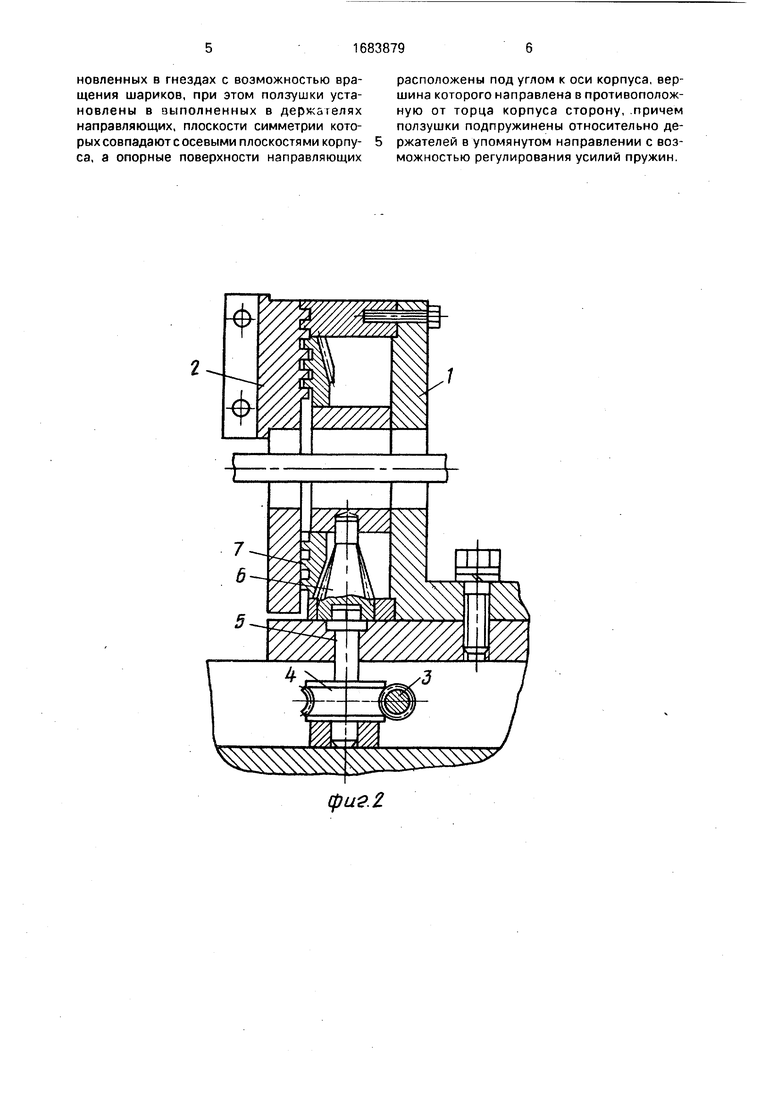
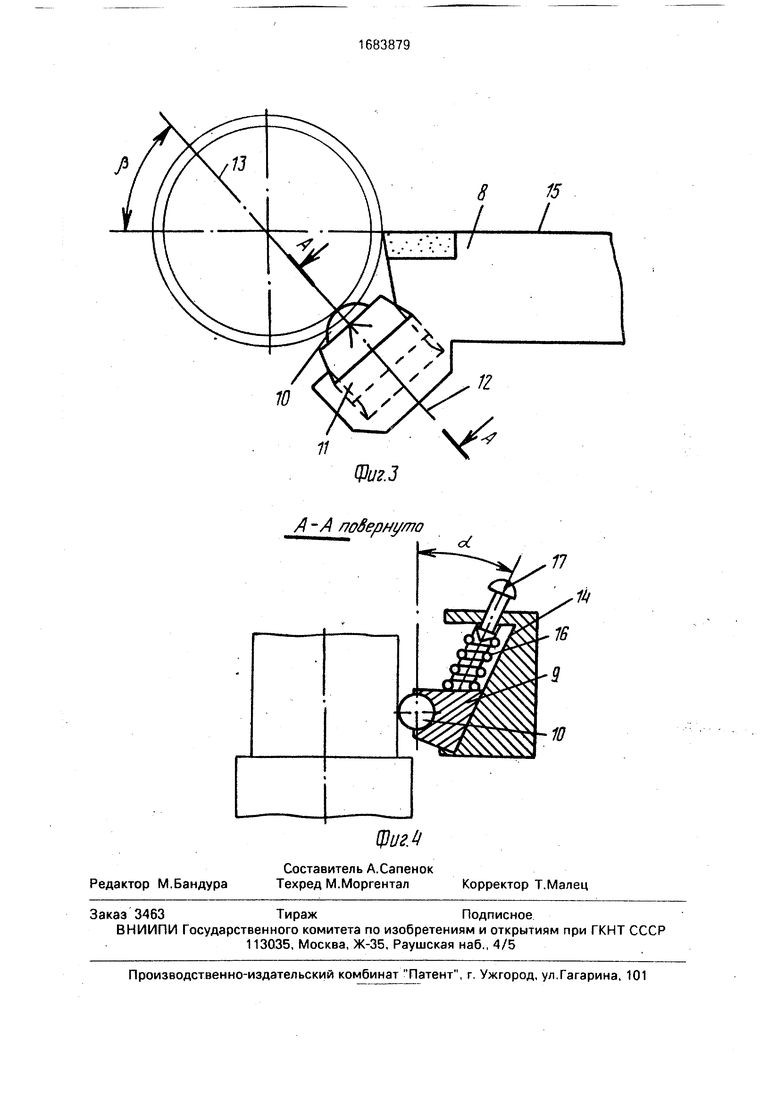
На фиг.1 показана многорезцовая головка, вид спереди; на фиг.2 - вертикальный разрез по плоскости симметрии на фиг.1; на фиг.З - держатель инструмента, вид спере- ди; на фиг.4 - сечение А-А на фиг.З.
Многорезцовая головка содержит корпус 1, на переднем торце которого в ради- альных направляющих установлены суппорты 2, кинематически связанные с ва- лом 3 привода посредством червячного колеса 4, вала 5, конической шестерни 6, спирального диска 7 и ответных спиральных выступов на суппортах. В суппортах имеются пазы для установки и закрепления держа- телей 8 инструмента. Головка снабжена центрирующими элементами, выполненными в виде ползушек 9 с гнездами и установленных в гнездах с возможностью вращения шариков 10. Ползушки 9 установ- лены в выполненных в держателях 8 направляющих 11, например, в форме ласточкина хвоста, плоскости 12 симметрии которых совпадают с осевыми плоскостями 13 корпуса, а опорные плоскости 14 расположены под углом о: коси корпуса, вершина которо- го направлена в противоположную от торца корпуса 1 сторону.
По отношению к верхним поверхностям 15 держателей плоскости 12 симметрии на- правляющих расположены под углом Д который выбирается из конструктивных соображений в пределах от 0 до 60°.
Ползушки 9 подпружинены относительно держателей в направлении вершины угла посредством пружин 16, усилие которых может регулироваться винтами 17.
Угол а выбирается в пределах угла трения материалов ползушки 9 и держателя 8 или больше угла трения, в 1,5-2 раза при жесткости многорезцовой головки, меньшей наибольшей жесткости обрабатываемого вала.
Так, например, коэффициент трения стали по чугуну f 0,15-0,20. Угол трения р arctgf, т.е. а 8,5-11,3°. При достаточной жесткости многорезцовой головки выбирают угол наклона а 8,5°, например, 8°. При жесткости головки, меньшей жесткости обрабатываемого вала (например, у патрона), выбирают а (1,5-2) р , т.е. 20°. В первом случае центрирующее устройство работает как люнет, так как его элементы удерживаются от смещения в радиальном к оси детали направлении силой трения по наклонной поверхности. Во втором случае центрирующее устройство работает как виброгаситель. Вибрации детали поглощаются пружиной колебания детали, на которую передаются через опорную плоскость 14.
Если центрирующее устройство используется для упрочнения обработанной поверхности, например, накатыванием, жесткость пружины выбирается так, чтобы давление центрирующих элементов на поверхность детали не превышало 60 кгс.
Например, при а 16°, жесткость пружины в сжатом состоянии не должна превышать 60 : tg а {кгс), т.е. 20 кгс. Это обеспечит наилучшее качество обработки поверхности.
Устройство работает следующим образом.
Перед началом обработки головка устанавливается справа от торца детали, поджатой задним центром. После установки держателей 8 инструментов на нужный размер по команде от ЧПУ станка на привод включается продольная подача. Центрирующие элементы при этом находятся в крайних положениях, под действием пружины 16 на меньшем, чем вершины резцов расстоянии от оси детали, поэтому при дальнейшем движении головки в направлении продольной подачи центрирующие элементы упираются в торец детали и смещаются по направляющим 11, сжимая пружины 16, до выхода на обработанную резцами поверхность детали. Постоянный контакт центрирующих элементов с обработанной поверхностью детали обеспечивают пружины 16, сила действия которых регулируется винтами 17.
При переходе резцов на больший диаметр обработки центрирующие элементы остаются в контакте с ранее обработанной поверхностью, перемещаясь под действием пружины 16 в направлении к деформируемой резцами ступени детали до прекращения поперечного перемещения суппортов 2. При дальнейшем включении продольной подачи устройство работает так же, как в начале обработки детали.
Формула изобретения
Многорезцовая головка, содержащая корпус, установленные на переднем торце корпуса с возможностью радиального перемещения от привода суппорты с держателями инструмента и центрирующие элементы, установленные с возможностью перемещения в радиальном направлении, отличающаяся тем, что, с целью упрощения конструкции, центрирующие элементы выполнены в виде ползушек с гнездами и установленных в гнездах с возможностью вращения шариков, при этом ползушки установлены в выполненных в держателях направляющих, плоскости симметрии которых совпадают с осевыми плоскостями корпуса, а опорные поверхности направляющих
расположены под углом к оси корпуса, вершина которого направлена в противоположную от торца корпуса сторону, причем ползушки подпружинены относительно держателей в упомянутом направлении с возможностью регулирования усилий пружин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Устройство для многорезцового точения | 1991 |
|
SU1821290A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Многорезцовая головка | 1990 |
|
SU1811984A1 |
| Многорезцовая резьбонарезная головка | 1982 |
|
SU1047632A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Способ многорезцового точения и многорезцовая головка | 1990 |
|
SU1814967A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
Изобретение относится к станкостроению и может быть использовано, например, для обточки нежестких валов. Целью изобретения является упрощение конструкции многорезцовой головки. Головка содержит корпус 1 с суппортами 2, в которых установлены держатели 8 инструментов. Суппорты соединены с приводом их перемещения, а в держателях установлены центрирующие элементы в виде ползушек 9 и шариков 10. Установленные в наклонных направляющих и подпружиненные относительно держателей ползушки 9 постоянно поджимают шарики 10 с обрабатываемой поверхности, обеспечивая центрирование обрабатываемой детали, демпфирование возникающих в процессе обработки колебаний и повышение за счет этого точности и качества обработки. При переходе резцов на больший, диаметр обработки центрирующие элементы за счет пружин автоматически переходят на следующую обработанную ступень, что позволяет обтачивать ступенчатые валы в режиме непрерывного их центрирования и демпфирования колебаний от усилий резания. 4 ил. (Л о 00 СА) 00 VJ Ч Фиг.1
;§gSSSSS
фиг. 2
fl
А -А повернута
Редактор М.Бандура
Составитель А.Сапенок Техред М.Моргентал
п
10
ЩигМ
Корректор Т. Мале ц
| Станок для многорезцового точения гибких валов | 1978 |
|
SU1036459A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
