(5i) ПОДКЛАДКА ДЛЯ ФОРКИРОВАНИЯ СВАРНОГО ШВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Способ автоматической сварки плавлением гетерогенных никелевых сплавов | 2022 |
|
RU2794085C1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| Способ изготовления сварных конструкций | 1982 |
|
SU1094709A1 |
| Способ сварки плавлением надстройки с корпусом судна | 1991 |
|
SU1804381A3 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
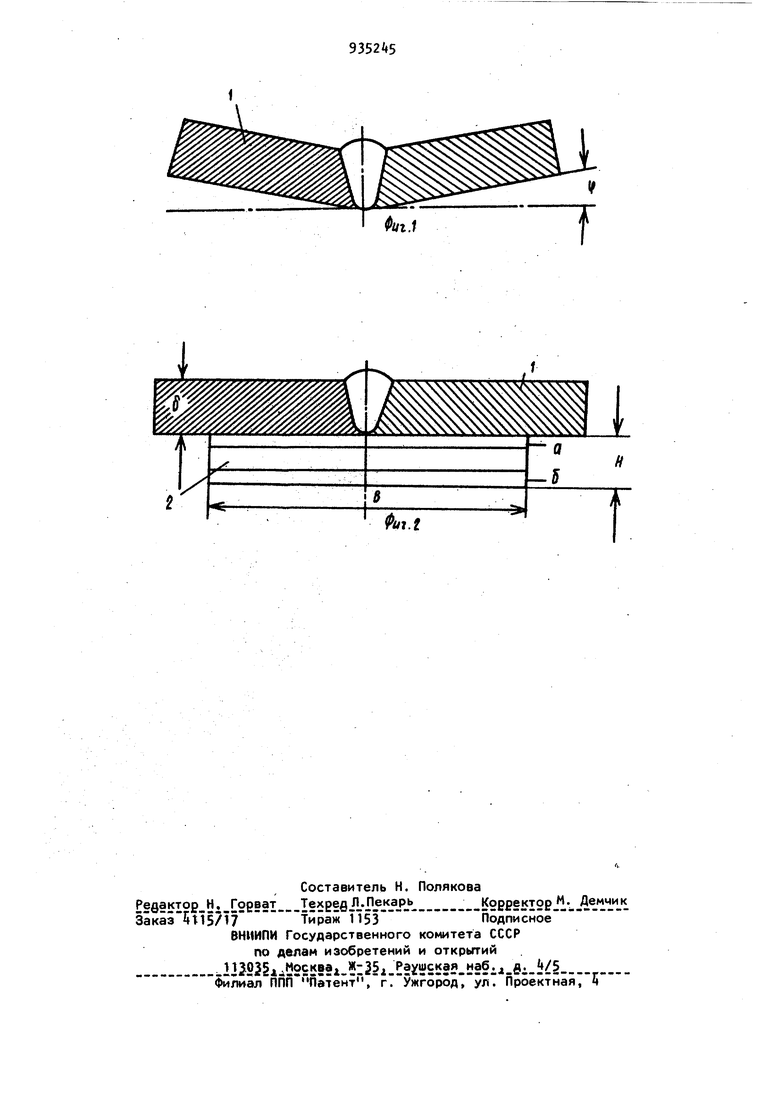
Изобретение относится к дуговой сварке, .преимущественно листовых конструкций встык и может быть испол зовано в различных отраслях промышленности. Известна подкладка для формирования сварного шва, состоящая из трех продольных слоев, имеющих различные свойства. Эта подкладка предназначена для формирования корня шва и увел чения производительности процесса пр сварке больших толщин алюминиевых сплавов. Слои в этой подкладке расположены рядом по ее ширине вдоль сварного шва, причем средний слой, формирующий корень шва, выполнен из теплопроводного материала и обладает отличительными свойствами ot двух бо ковых, которые выполнены в виде флюс вых подушек, и сохраняют тепло для увеличения производительности процес саЧП. Эта подкладка не только не может обеспечить получения качественного сварного соединения без деформацийj а наоборот способствует его деформации. Боковые флюсовые слои подкладки увеличивают разогрев околошовной зоны соединения, следовательно, увеличивают перепад температур в нем, что приводит к увеличению деформаций. Известна также подкладка для формирования сварного шва, содержащая три слоя 2. Данная подкладка несмотря на то, что создает хорошее формирование обратной стороны сварного шва, не уменьшает сварочные деформации, возникающие после сварки. Целью изобретения является повышег ние качества сварного соединения путем снижения остаточных свВррчных деформаций.. . Указанная цель достигается тем, что а подкладке для формирования сварного шва, содержащей три слоя, наружные слои подкладки выполнены из металлов равной толщины и предварительно нагружены напряжениями растяжения, составляющими 60-80% от преде ла текучести свариваемого материала, а сумма их толщин составляет 0,5-0,6 от толщины подкладки, при этом габаРИТЫ подкладки вь1браны согласно следующим соотношениям: н (0,8-1,о)сА; В (5,0-8,0)сЛ где Н - толщина подкладки, мм; В - ширина подкладки, мм; (- толщина свариваемых деталей. Кроме того, слои выполнены из раз нородных материалов. На фиг. 1 изображено стыковое сва ное соединение с остаточной сварочно деформацией; на фиг. 2 - то же соеди нение, выполненное на предлагаемой подкладке. Предлагаемое техническое решение заключается в следующем. При сварке деталей 1 (фиг. 1) на обычной подкладке (не показана) имеют место остаточные деформации, кото рые выражаются углом Ч отклонения от горизонтали. При осуществлении предложенного технического решения детали 1 устанавливают на подкладку 2, выполненную из материала, предел текучести которого не должен быть меньше предела текучести материала свариваемых деталей. Толщина .подкладки Н составляет Н (0,8-1,0)Л где сЛ- толщина свариваемых деталей. Если толщина подкладки будет меньше 0,, то при сварке деталей толщиной меньше 6,0 мм в подкладке практически нельзя выполнить три слоя с различным состоянием материала. В то же время эксперименты показывают, что иметь подкладку толще сваривае ых деталей нецелесообразно, так как возможен обратный выгиб свариваемых деталей. Ширина подкладки должна быть такой , чтобы подкладка перекрывала зону термического влияния сварки на де талях до . Поэтому для деталей с толщиной до 30 мм ширина подкладки В должна быть В 8,0с, а для большей толщины деталей В (,5,0-8,0)Л Следовательно минимальная ширина под кладки должна быть 5, Но,принимая во внимание то обстоятельство, что с уменьшением толщины свариваемых дета лей теплоотвод уменьшается, следовательно зона термического влияния уве личивается, значит и пoдклa кa должна быть шире, а именно до 8,ОсЛ Изготанливать подкладку еще шире нецелесообразно, так как широкая подкладка выгибается вместе с деталями и не предотвращает угловой послесварочной деформации. Толщина слоев верхнего а и нижнего в подкладки одинакова, а сумма их составляет для толщин до 20 мм а + в 0,5сЛ, а для толщин выше 20 мм а + в 0, Одинаковая толщина этих слоев обеспечивает равновесное состояние подкладки , а сумма их толщин а + в (0,5-0,6)сЛопределена экспериментально. Перед сваркой деталей в слоях а и в подкладки создают напряжения растяжения, например, путем нагрева их до температуры потери сопротивления пластическим деформациям и охлаждения. Величина напряжений растяжения в слоях составляет 60-80% от предела текучести свариваемого материала. . Для сварки деталей меньшей толщийы C5i до 20 мм достаточны напряжения, составляющие 60% от G-j-, а для сварки деталей толщиной более 20 мм необходимы напряжения, составляющие 80% GTЗатем свариваемые детали жестко скрепляются с подкладкой и осуществляется сварка. Во время сварки деталей верхний слой подкладки подвергается отпуску и напряжения растяжения в нем значительно уменьшаются. Поэтому подкладка теряет равновесное состояние. В напряженном нижнем слое возникают деформации сжатия, которые выгибают подкладку в сторону, обратную деформации деталей при сварке. Таким образом, сварное соединение не имеет остаточной деформации после свэрки. Экспериментальные работы проводят при сварке встык титановых деталей марки ВТ. 1-0 размером 100x300 мм. Сварку ведут неплавящимся электродом с присадочной проволокой за пять проходов. Подкладка нагревается в индукто эе до 500 и охлаждается . водой. Величина нагретого слоя зaвиcиt от времени нагрева. В данном случае для получения прогрева с обоих сторон подкладки на 2,5 мм время выдержки 2 мин. Затем подкладку охлаждают водой. В результате такой обработки в верхнем и нижнем слое подкладки образуются внутренние напряжения растяжения. Затем подкладку жестко крепят со свариваемыми лис5 ,
тами посредством прихваток и произ- Как видно из таблицы, угловая осводят сварку пластин.таточная деформация деталей, сваренВ табл. 1 при сварке деталей тол-, ных на предлагаемой подкладке, во щиной 15 мм )и табл. 2 (при сварке много раз меньше, чем деталей, сварен деталей толщиной 8 мм) приведены срав-5 ных на промышленной подкладке, и нахонительные данные испытаний предлагае- дится в пределах допустимой в произмой и применяемой в промышленности водстве без исправления (допускаетподкладокося угловая деформация до 15) .
12
Промыш || - ленная Использование предложенного технического решения позволяет снизить остаточные сварочные деформацииiна 80-85%, т.е. повысить качество сварных соединений. Кроме того, предлагаемая конструкция подкладки исключает операцию правки, снижает трудоемкость изготовления сварных узлов, а следова тельно позволяет увеличить производительность труда. Формула изобретения 1. Подкладка для формирования сварного шва, содержащая три слоя, р тли чающаяся тем, что, с целью повышения качества сварного соединения путем снижения oqтaтoчныx сварочных деформаций, наружные слои подкладки выполнены из металлов равной толщины и предварительно нагруже. 1.
35
75
Таблица2 ны напряжениями растяжения, составляющими 60-80% предела текучести свариваемого материала, а сумма их толщин составляет 0,5-0,6 толщины подкладки , при этом габариты подкладки выбраны сргласно следующим соотношениям:Н (0,8-1, (5,0-8,OV, где Н - толщина подкладки в мм В - ширина подкладки в мм; (- толщина свариваемых деталей. 2. Подкладка для формирования :сварного шва по п. 1,отличающ а я с я тем, что слои выполнены из разнородных материалов. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 500961, кл. В 23 К 9/02, 19752.Авторское свидетельство СССР tP г 393б7, кл. В 23 К 9/02, 01.06.73 (прототип).
