(5) СПОСОБ РАЗМЕРНОЙ ЗЛЕКТРОХ1«МИЧЕСКОЙ
ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| Способ электрохимической размерной обработки металлов | 1981 |
|
SU1007889A1 |
| Электрод-инструмент | 1981 |
|
SU988513A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU370002A1 |
| Способ электрохимической размерной обработки металлов | 1980 |
|
SU933352A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1982 |
|
SU1058755A1 |
| Электрод-инструмент для электрохимической обработки | 1984 |
|
SU1199497A2 |
| Способ размерной электрохимической обработки изделий из металла | 1981 |
|
SU1006143A1 |
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1978 |
|
SU891309A1 |
| Способ электрохимической обработки длинномерных деталей | 1977 |
|
SU650764A1 |
1
Изобретение относится к электро(физическим и электрохимическим мето дам обработки и, в часности, к электрохимической обработке различных металлов и сплавов.
Известен электродный блок для электрических способов обработки, где с внутренней стороны электродаинструмента, противоположном рабочей поверхности в непосредственной ее близости, располагается трубчатая спираль, которая повторяет конфигурацию профиля электрода-инструмента . Во время электрохимической обработки по трубке, образующей спираль , пропускается охлаждающая жидкость, обеспечивающая эффективное поглощение тепла с регулированием ее расхода 1J.
Недостатком известных устройств и способов является то, что посредвом их невозможна стабилизация выбранного температурного перепада электролита в межэлектродном промежутке.
Цепью изобретения является повыше ние точности обработки.
Поставленная цель достигается тем, что охлаждающий агент подают в полость электрода-инструмента в направлении, противоположном направлению двигателя электролита а межэлектродном промежутке,причем расход электролита в полости электрода-инструмента корректируот в зависимости от велиtoчины расхода и состава электролига в межэлектродном промежутке.
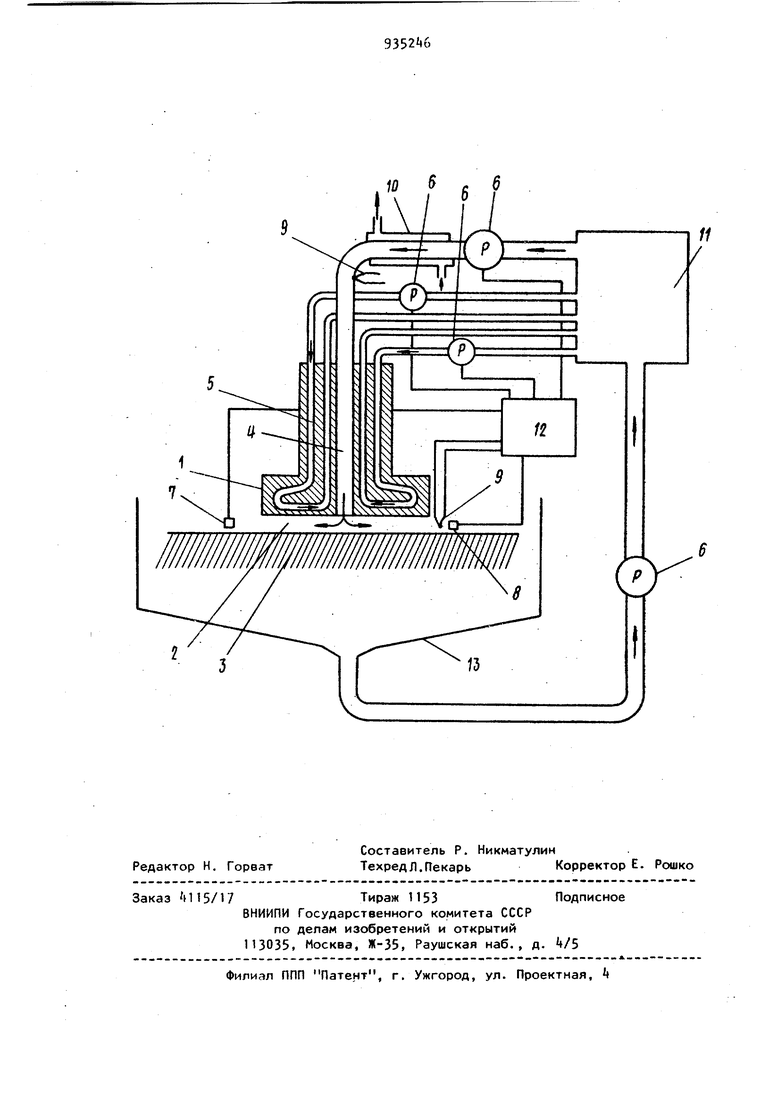
На чертеже представлена схема устройства для осуществления предлагаемого способа электрохимической
15 размерной обработки.
Устройство состоит из электродаинструмента 1, межэлектродного npoi межутка 2 и обрабатываемой детали 3. Электрод-инструмент 1 выполнен
20 с отверстием 4 для подачи электролита в межэлектродный промежуток 2 и полость 5. Подача электролита осуществляется насосами 6. Параметры электролита контролируются датчиком давления (расхода) 7, Аат1 чиком состава электролита 8 и тер мопарами 9 Термостабилиэация электролита осуществляется с помощью теплообменника 10. Электролит подается из бака-смесителя 11. Расход электролита регулируется блоком управления 12. Насос 6 подает электролит из камеры 13 в бак-смеситель 11. Реализация предлагаемого способа заключается в том, что перед пропусканием электролита в межэлектродный промежуток электролит вводят в полость 5 электрода-инструмента 1 в качестве охлаждающего агента и расход последнего регулируют в зависимости от выбранного температурного перепада в межэлектродном промежутке. При этом расход электролита в качестве охлаждающего агента в 1- раза больше, чем расход электролита через межэлектродный промежуток. Это обусловлено необходимостью сведения к минимуму температурного перепада вдоль межэлектродного промежутка. Поскольку одним из факторов, влияющим на изменение электропроводности элёктролита в меэжлектродном промеж ке, является и газовыделение, то дл уменьшения этого влияния расход электролита в полости 5 электрода-и струмента 1 корректируют в зависим сти от величины расхода и состава электролита в межэлектродном промежутке. Для сведения температурного перепада в межэлектродном промежутке к минимуму электролит перед проп сканием в межэлектродный прмежуток дополнительно термостабилизируют в промежуточном теплообмЬннике 10. Блок управления 12 осуществляет регулировку расхода электролита. При увеличении температурного перепада в межэлектродном промежутке 2 9 4 верх установленного программой, заложенной в блоке управления 12, последний дает сигнал насосам 6 на увеличение расхода охлаждающего агента, подаваемого в полость 5 электрода-инструмента 1. При увеличении газовыделения в межэлектродном промежутке 2, приводящего к снижению электропроводности раствора вдоль последнего и регистрируемого датчиком состава электролита 8, блок управления 12 корректирует расход охлаждающего агента. Предлагаемый способ позволяет отказаться от сложной корректировки электрода-инструмента для электрохимического формообразования с заданной точностью, дает возможность повысить используемые плотности тока без нарушения заданной геометрии детали, что , позволяет значительно увеличить точность обработки и производительность процесса. Формула изобретения Способ размерной электрохимической обработки, при котором осуществляют прокачку электролита через межэлектродный промежуток и поддерживают температурный режим электролита путем регулирования расхода охлаждающей среды через полость электрода-инструмента, отличающийся тем, что, с целью повышения точности обработки за счет стабилизации выбранного температурного перепада электролита го длине мехолектродного промежутка, направление движения охлаждающей среды задают противоположным направлению потока электролита через межэлектродный промежуток. Источники информации, принятые во внимание при экспертизе 1. Патент Японии Н SЗ-(), кл. 7 М 62, 1970. 10
