Изобретение относится к деревообграбатывающей промышленности ;в част-- ности к производству, древесностружечных плит.
Известна линия производства дрегвесностружечных плит бесподдонного прессования, которая состоит из формирующего конвейера с формирующей станцией, контрольных весов, подпрессовщика, горяч.его пресса с загрузочной и разгрузочной этажерками, веерного охладителя, штабелеукладчика, траверзных тележек, роликовых подстопных мест, штабелеразгрузчика, форматнообрезного и ылифовального станков 1.
Известна также линия -безподдонного изготовления древесностружеч,ных плит, включающая формирующий конвейер со станцией формирования, подпрессовщик, горячий пресс с за грузочной и разгрузочной этажерками, штабелеукладчик и штабелеразгрузчик, форматнообрезной и ишифовальный станки 2.
Недостатком этих линий является ;низкое качество плит и высокая металлоемкость оборудования.
Цель изобретения - улучшение ка-чества плит и сокращения металлоемкости оборудований.
5 Э-io достигается тем, что линия снабжена закольцованным рельсовым: путем для перемещения разгрузочных этажерок и устройством одновременной выгрузки.плит из этажерки, а
Q штабелеукладчик снабжен боковыми
стенками, выполненными в виде вертикальных цепных транспортеров с поворотными упорами на цепях, и установленным на переднем его торце роликовым приводным устройством для
5 одновременной приемки всех плит из этажерки, причем устройство одновременной выгрузки плит из этажерки выполнено в виде закрепленных с внешней стороны рельсового пути двух
20 вертикальных штанг с жестко закрепленными толкателями зубчатыми секторами , входя|цими в зацепление с закрепленными на штоках тгидроцилиндров рейками.
25
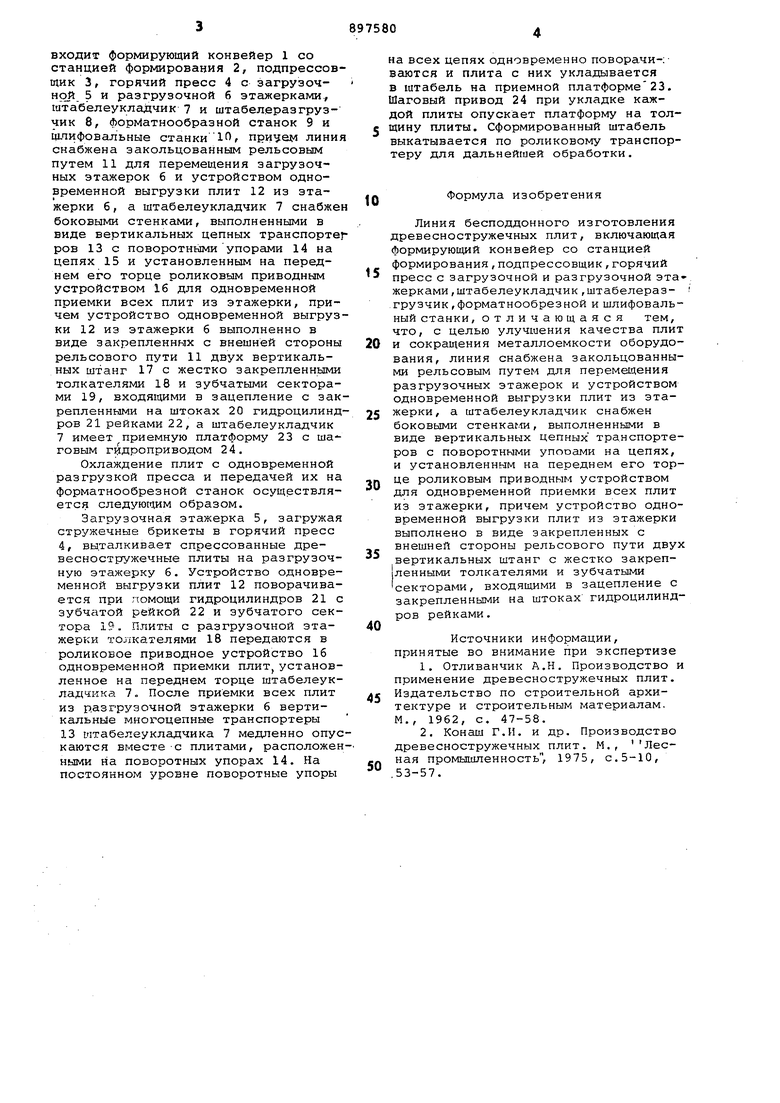
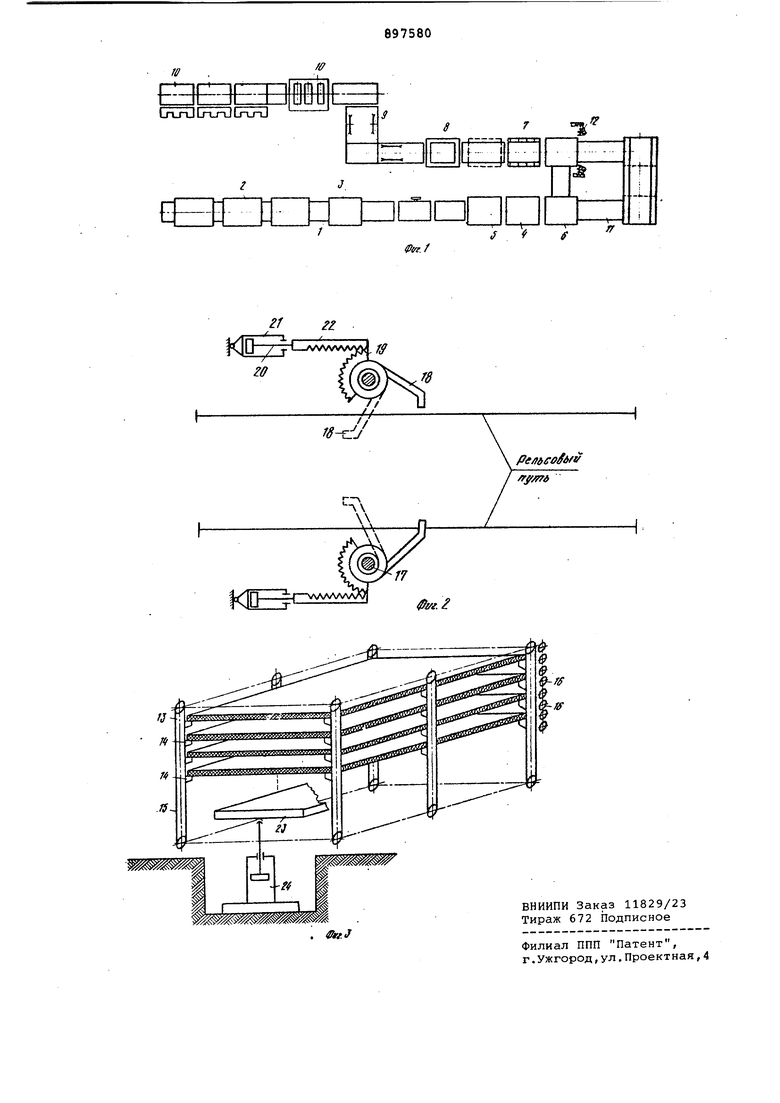
На фиг. 1 изображена линия в плане; на фиг. 2 - устройство одновременной выгрузки плит из этажерки) на фиг. 3 - штабелеукладчик.
В состав линии безподдонного изго30товления древесностружечных плит
входит формирующий конвейер 1 со станцией формирования 2, подпрессовщик 3, горячий пресс 4 с загрузочной 5 и разгрузочной б этажерками., штабелеукладчик 7 и штабелеразгрузчик 8, форМатнообразной станок 9 и шлифовальные станки Ю, примем линия снабжена закольцованньом рельсовым путем 11 для перемещения загрузочных этажерок 6 и устройством одновременной выгрузки плит 12 из этажерки 6, а штабелеукладчик 7 снабже боковыми стенками, выполненными в виде вертикальных цепных транспортеров 13 с поворотными упорами 14 на цепях 15 и установленным на переднем его торце роликовым приводным устройством 16 для одновременной приемки всех плит из этажерки, причем устройство одновременной выгрузки 12 из этажерки б выполненно в виде закрепленных с внешней стороны рельсового пути 11 двух вертикальных штанг 17 с жестко закрепленными толкателями 18 и зубчатыми секторами 19, входягцими в зацепление с закрепленными на штоках 20 гидроцилиндров 21 рейками 22, а штабелеукладчик 7 имеет приемную платформу 23 с шаговым гидроприводом 24.
Охлаждение плит с одновременной разгрузкой пресса и передачей их на форматнообрезной станок осуществляется следующим образом.
Загрузочная этажерка 5, загружая стружечные брикеты в горячий пресс 4, выталкивает спрессованные древесностружечные плиты на разгрузочную этажерку б, Устройство одновременной выгрузки плит 12 поворачивается при помощи гидроцилиндров 21 с зубчатой рейкой 22 и зубчатого сектора 19. Плиты с разгрузочной этажерки толкателями 18 передаются в роликовое приводное устройство 16 одновременной приемки плит установленное на переднем торце штабелеукладчика 7. После приемки всех плит из разгрузочной этажерки б вертикальные многоцепные транспортеры 13 штабелеукладчика 7 медленно опускаются вместе -с плитами, расположенными на поворотных упорах 14. На постоянном уровне поворотные упоры
на всех цепях одновременно поворачи-:ваются и плита с них укладывается в штабель на приемной платформе23, Шаговый привод 24 при укладке каждой плиты опускает платформу на толщину плиты. Сформированный штабель выкатывается по роликовому транспортеру для дальнейшей обработки.
Формула изобретения
Линия бесподдонного изготовления древесностружечных плит, включающая формирующий конвейер со станцией формирования,подпрессовщик,горячий пресс с загрузочной и разгрузочной этажерками ,штабелеукладчик ,штабелеразгрузчик,форматнообрезной и шлифовальный станки, отличающаяся тем, что, с целью улучшения качества плит и сокращения металлоемкости оборудования, линия снабжена закольцованными рельсовым путем для перемещения разгрузочных этажерок и устройством одновременной выгрузки плит из этажерки, а штабелеукладчик снабжен боковыми стенкаг.1и, выполненными в виде вертикальных цепных транспортеров с поворотными упооами на цепях, и установленным на переднем его торце роликовым приводным устройством для одновременной приемки всех плит из этажерки, причем устройство одновременной выгрузки плит из этажерки выполнено в виде закрепленных с внешней стороны рельсового пути двух вертикальных штанг с жестко закреп(ленными толкателями и зубчатыми секторами, входящими в зацепление с закрепленными на штоках гидроцилиндров рейками.
Источники информации, принятые во внимание при экспертизе
1.Отливанчик А.Н. Производство и применение древесностружечных плит. Издательство по строительной архитектуре и строительным материалам. М., 1962, с. 47-58.
2.Конаш Г.Н. и др. Производство древесностружечных плит. М., Лесная промышленность, 1975, с. 5-10,
,53-57.
fff
W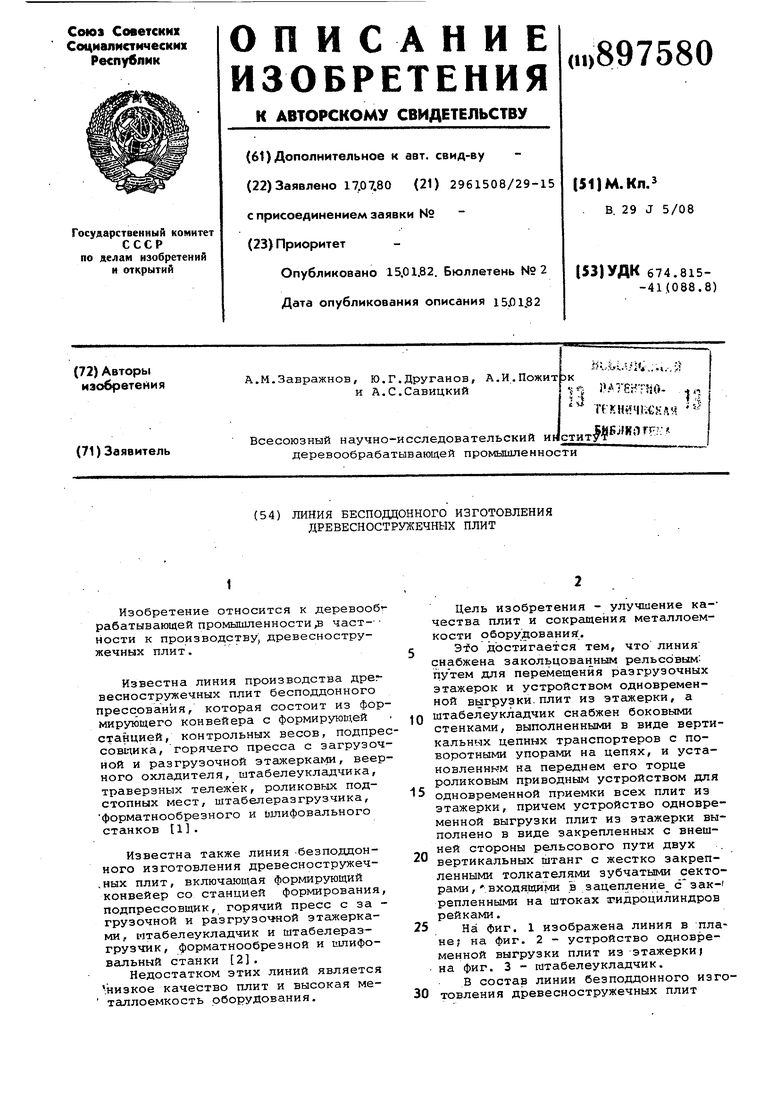
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Линия производства древесностружечныхплиТ | 1979 |
|
SU844374A1 |
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
| Линия для производства древесно-стружечных плит | 1982 |
|
SU1070024A1 |
| Линия изготовления древесных плит | 1990 |
|
SU1778000A1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ПЛИТНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2109627C1 |
rr
J f f
