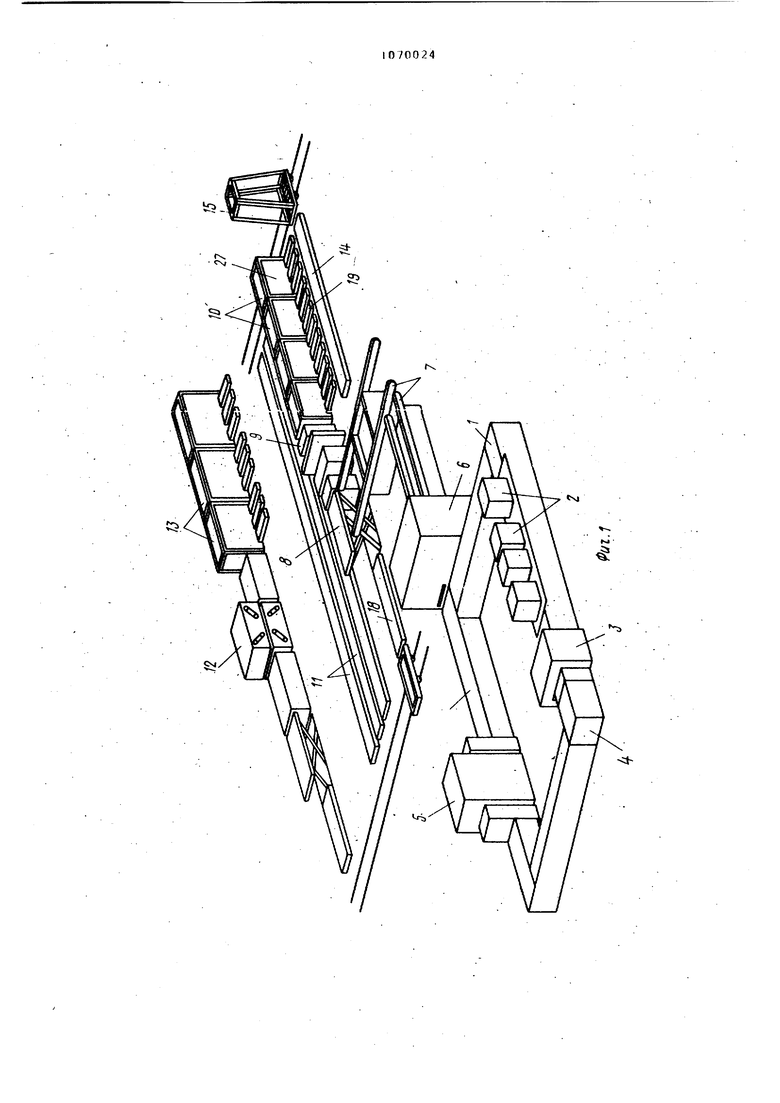
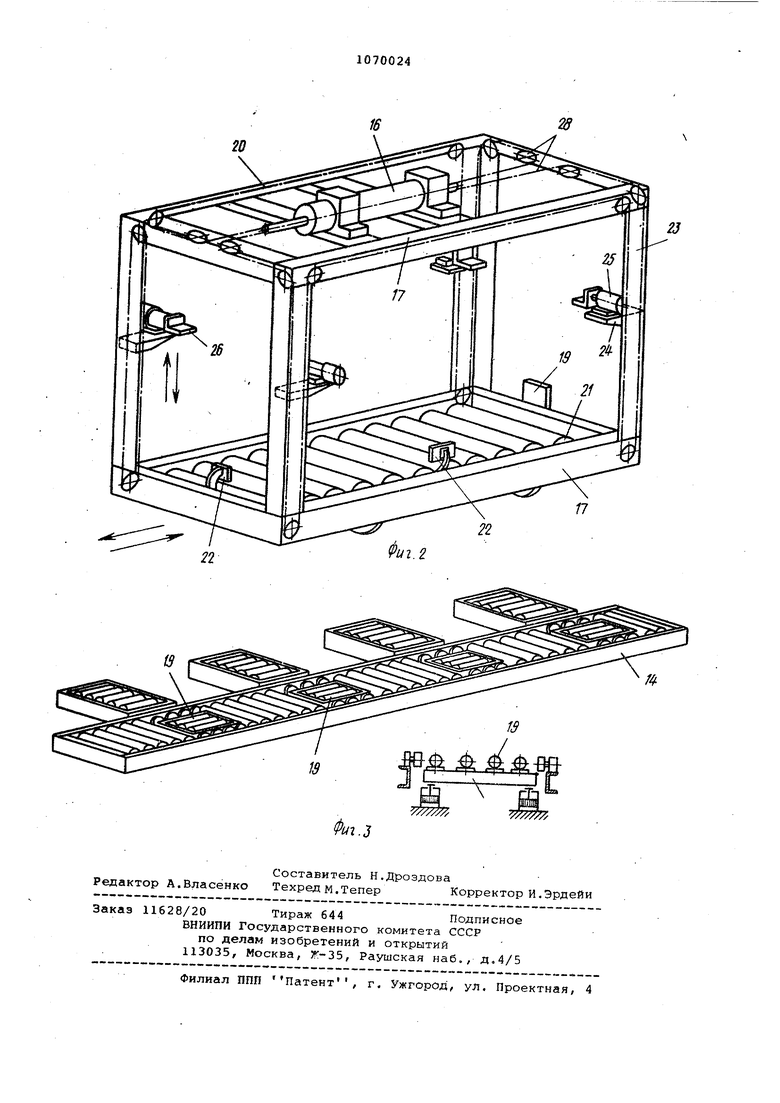
Изобретение относится к деревообрабатываивдей промышленности, в частности к оборудованию и производству древесностружечных плит. Известно устройство для изготовления древесноструя ечных плит, соетоящее из конвейера, формашины, прессов 1 . Известна также линий для производства древесностружечных плит, включающая главный конвейер,. формиру кщие машины, прессы предварительного и окончательного прессования плит охлаждаюшую установку, форматно-обре ной станок, установку для сортировки плит по толщине с карманами, пост выдержки плит, шлифовальный станок и установку для сортировки плит t2J, Недостатком известных линий является низкая производительность Цель изобретения - повышение производительности. Поставленная цель достигается тем, что линия снабжена выносным транспортером и загрузочной траверсной тележкой с имеющим в своей верхней части грузоподъемный гидроцилинд порталом, которые размещены последовательно между установкой для сортировки плит по толщине и постом выдержки плит, а также штабелеукладчиком с резервным транспортером, которые разметены за форматно-обрезн станком, причег выносной транспортер выполнен с встроенными поперечными рольгангами, которые расположены напротив карманов установки для сортировки плит по толщине,, загрузочная траверсная телезкка выполнена -с м ханизмом формирования стопы в виде приводного рольганга с центрирующим приспособлением, а на,вертикальных стойках портала размещены каретки с имеющими гидроцилиндры захватами для стопы, при этом каретки соединены при помощи трособлочной системы с размещенным в верхней части портала грузоподъемным гидроцилиндром. На фиг. 1 изображена схема линии, общий вид; на фиг. 2 - схема траверс ной тележки; на фиг. 3 - схема выносного транспортера. . Линия включает главный конвейер 1 формирующие машины 2, пресс 3 предварительного прессования, с контроль ными весами 4, пресс 5 окончательного прессования плит, охлаждающую установку б, форматнопобрезной стано 7, штабелеукладчик 8, установку 9 для сортировки плит по толщине с кар . манами 10, пост 11 вьщержки плит, шлифовальный станок 12 и установку 13 для сортировки плит, при этом линия снабжена выносным транспортеро 14, загрузочной траверсной тележкой 15 с имеющим в своей верхней части грузоподъемный гилродилиндр 16 порталом 17, которые размещены поспедовате.пьно между установкой 9 для сортировки плит по толщине и постом 11 выдержки плит, а также штабелеуклгщчиком 8 с резервным транспортером 18, которые размещены за форматно-обрезным станком 7, причем выносной транспортер; 14 выполнен с встроенными поперечными рольгангами 19, которые расположены напротив карманов 10 установки для сортировки плит по толЩине 9. Загрузочная траверсная тележка 15 выполнена с механизмом 20 формирования стопы в виде приводного рольганга 21 с центрирукияим приспособлением 22, а на вертикальных стойках 23портала.17 размещены каретки 24 с имеющими гидроЦилиндры25 захватами 26 для стопы 27, при этом каретки 24соединены при помощи трособлочной системы 28 с размещенным в верхней части портала 17 грузоподъемным гидроцилиндром 16. Линия работает следующим образом. Древесностружечные плиты с главного конвейера подают в охлаждающую установку 6, одновременно с этим охлажденные плиты вьщают на форматно-обрезной станок 7 и обрезают по формату, после чего плиты подают на подъемный стол штабелеукладчика 8 j реверсивным транспортером-передают на установку 9 сортировки плит по толщине или, если не работает какой-либо механизм в остальной части линии, укладывают плиты в стопу, которую выкатывают на резервный транспортер 18.. Плиты, рассортированные по группам толщин, укладывают .пачками в карманы 10, после чего готовые пачки выкатывают на подстопные места перед карманом. Когда набирается две пачки плит одной толщины, их поочередно передают на траверсную тележку. 15, имеющую механизм 20 формирования стоп. При этом по команде оператора первую пачку плит подают на выносной транспортер 14 и передают ее на траверсную тележку 15, где с помощью центрирующего приспособления 22 устанавливают в исходное верхнее положение. В том же порядке поступает вторая пачка, на которую опускают поднятую пачку. Сформированную стопу перевозят в механизированный склад выдержки плит в стопах и передают на приводные рольганги, а с другой стороны склада стопыплит снимают и передают на штабблеразгрузчик шлифовального станка 1.2,а шлифованные плиты lia .установке сортировки плит 13 сортируют по сортам, после чего цикл повторяют.
ifi
S
«sj
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
| Линия производства древесностружечныхплиТ | 1979 |
|
SU844374A1 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| Линия для производства древесностружечных плит | 1983 |
|
SU1135647A1 |
| Установка для охлаждения древесностружечных плит | 1980 |
|
SU935309A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1305040A1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, включающая главный конвейер, формирующие машины, прессы предварительного и окончательного прессования плит, охлаждающую установку, форматно-обрезной станок, установку для сортировки плит по толщине с карманами, пост выдержки плит, щлифовальный станок и установку для сортировки плит, отличающаяся тем, что, с целью повышения И f.iJ .- - i ЬА БйБляеть:.; производительности, линия снабжена выносным транспортером и загрузочной траверсной тележкой с имекхцим в своей верхней части грузоподъемный гидроцилиндр порталом, которые разм0цены последовательно между установкой для сортировки плит по толщине и постом вьшержки плит, а также штабелеукладчиком с резервным транспортером, которые размещены за форматнообрезным станком, причем выносной транспортер выполнен с встроенными поперечными рольгангами, которые расположены напротив карманов установки для сортировки плит по толщине, загрузочная траверсная тележка выполиена с механизмом формирования стопы с в виде приводного рольганга с цент(Л рирующим приспособлением, а на вертикальных стойках портала размещены каретки с имеющими гидроцилиндры захватами для стопы, при этом каретки соединены при помоии трособлочной системы с размещенным в верхней части портала грзоподъемным гидроцилиндром.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия производства плит из древесной массы | 1976 |
|
SU592613A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия производства древесностружечныхплиТ | 1979 |
|
SU844374A1 |
| Солесос | 1922 |
|
SU29A1 |
