(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ НАМОТОЧНЫМ СТАНКОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления намоточным станком | 1985 |
|
SU1251029A1 |
| Устройство для программного управления намоточным оборудованием | 1984 |
|
SU1273879A2 |
| Устройство для программного управления намоточным станком | 1987 |
|
SU1451648A1 |
| Устройство для программного управления намоточным станком | 1989 |
|
SU1725184A1 |
| Устройство для программного управления намоточными станками | 1979 |
|
SU857933A1 |
| Устройство для программного управления намоточным станком | 1985 |
|
SU1259216A1 |
| Устройство для программного управления намоточным оборудованием | 1983 |
|
SU1160366A1 |
| Устройство для программного управления бандажировочным станком | 1989 |
|
SU1725187A1 |
| Устройство контроля и управления технологическим комплексом для намотки изделий | 1989 |
|
SU1661721A1 |
| Устройство для программного управления технологическим оборудованием | 1986 |
|
SU1372277A1 |
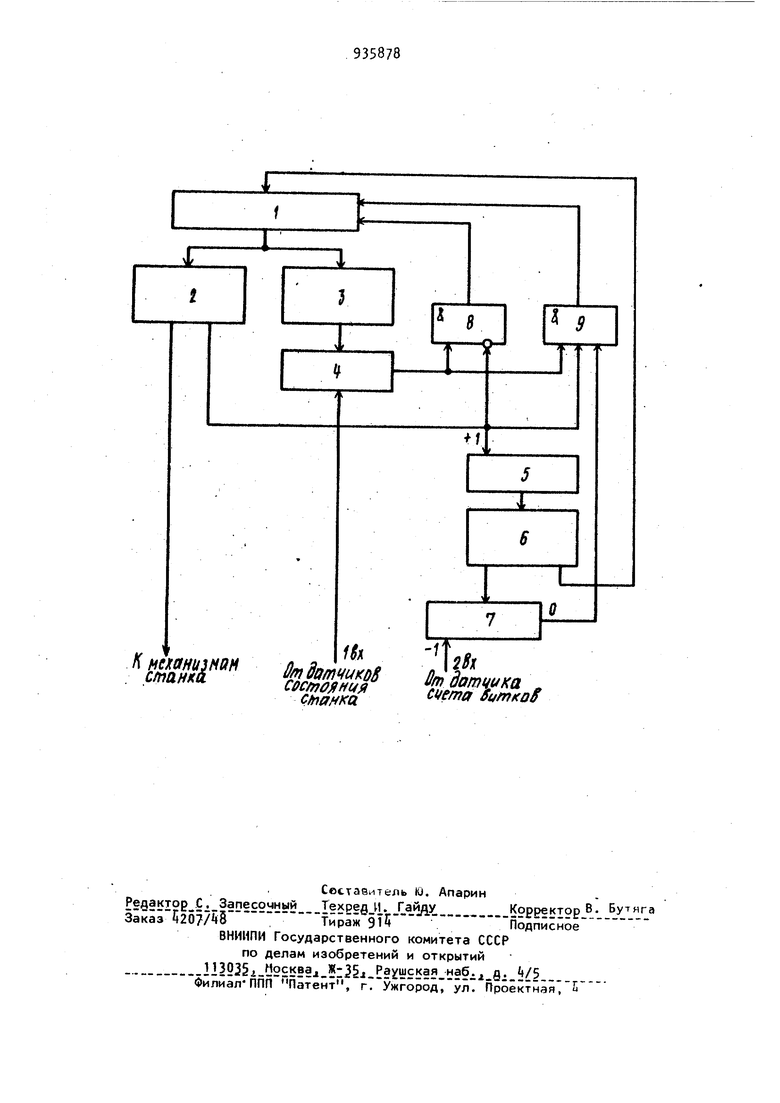
Изобретение относится к автоматике, а более конкретно к устройствам для автоматизации намоточного техноло гического оборудования. Известно устройство для управления промышленными механизмами, содержащее набор логических и функциональных элементов и матриц с диодными и бездиодными контактными ключами, обеспечивающее последовательное логическое управление циклом работы механизмов СП. Однако указанное устройство имеет ограниченную область применения, так как изменение цикла не может быть реализовано программным путем и связано не только с перестановкой ключей на матрице, но и с перекомплектацией уст ройства логическими и функциональными элементами и изменениями-в схеме соединенийустройства. Кроме того, существенным недостатком данного устройства является низкая надежность функционирования контактных ключей. Наиболее близким по технической сущности к изобретению является устройство для последовательного управления, содержащее последовательно вклю ченные первый счетчик адреса и два блока памяти, первый выход первого из которых соединен с выходом устройства, выход второго - с первым входом схемы сравнения, другим входом подключенной к первому входу устройства, обеспечивающее логическое управление циклом работы намрточного станка, изменение цикла программным путем Г2. Однако устройство не обеспечивает числовое программное управление собственно процессом намотки (отсутствует возможность задания и автоматической отработки в цикле числовых уставок). Кроме того имеется недостаток в надежности функционирования,- так как при сборе или отказе датчиков устройством не запрещается переход к одному из последующих шагов программы с н-зруиюнием заданной последовательности, ч393недопустимо в системах управления намоточными Станками, .так как может при водить к поломке механизмов станка и выпуску бракованное продукции. Цель изобретения - расширение функ циональных возможностей и повьшение надежности устройства. Указанная цель достигается тем, что в устройство для программного управления намоточным станком, содержащее первый счетчик адреса, подключенный выходом ко входам двух блоков памяти, первый выход первого из которых соединен с выходом устройства, выход второго - с первым входом блока сравнения, другим входом подключен ного к первому входу устройства, sBef дены второй счетчик адреса, третий блок памяти, счетчик витков и первый и второй элементы И, выходы которых присоединены соответственно к первому и второму входам первого счетчика адреса, первые входы обоих элементов И подключены к выходу блока сравнения, вторые входы - ко второму выходу первого блока памяти и ко входу второго счетчика адреса, выход которого подключен ко входу третьего блока памяти, первым входом присоединенного к третьему входу первого счетчика адреса, а вторым выходом к первому входу счетчика витков, второй вход которого соединен со вторым входом устройства, а выход - с третьим входом второго элемента И. Введение в устройство дополнительных блоков, элементов и связей между ними обеспечивает программное управление как циклом работы намоточного станка так и управление собственно процессом намотки, возможность переходов от данного шага цикла к любому требуемому, а также высокую надежнос отработки заданной последовательности технологических операций. В случае же выхода из строя датчика или выдачи им ложного сигнала выполнение последующих операций автоматически запрещается. На чертеже представлена блок-схема устройства для программного управ ления намоточным станком. Устройство содержит пе,рвый счетчик 1 адреса, первый блок 2 памяти, второй блок 3 памяти, блок k сравнения, второй счетчик 5 адреса, третий блок 6 памяти, счетчик 7 витков, пер вый 8 и второй 9 элементы И. Выход устройства подключается к механизмам станка, к первому входу устройства подключаются датчики состояния станка, а ко второму входу - датчик счета витков. Устройство работает следующим образом. Счетчики 1, 5 и 7 обнуляются, а в блоки 2 и 3 памяти записывается циклограмма работы намоточного станка, состоящая из определенного числа шагов (слов). Слово имеет две части: I- комбинация сигналов управления на данном шаге механизмами и третьим блоком памяти, рассматриваемым как механизм (записывается в блок 2), II- комбинация состояний, в которые должны прийти механизмы по сигналам управления (записывается в блок 3) В блок 6 записывается программа, представляющая собой последовательность слов, имеющих числовую и адресную части. В числовую часть записываются величины уставок количество Ьитков , в адресную - адрес перехода, т.е. адрес, указывающий к какому шагу циклограммы необходимо перейти по окончании отработки уставки. При чтении нулевого слова блоков 2 и 3, которое выполняется всегда параллельно, по сигналам первого выхода блока 2 включаются механизмы, происходит изменение их состояний, которые фиксируются датчиками состояния станка. Сигналы от датчиков состояния станка поступают на вход блока 4, на другом входе которого присутствует комбинация сигналов, прочитанная из блока 3. При совпадении сигналов (правильной отработке заданного шага циклограммы) блок k выдает сигнал на первые входы элементов И 8 и 9 При отсутствии управляющего сигнала на втором выходе блока 2 срабатывает элемент И 8, выходной сигнал которого служит командой увеличения числа в счетчике 1 на единицу, что обеспечивает переадресацию блоков 2 и 3 на следующий шаг циклограммы. При отработке шагов циклограммы, связанных с собственно намоткой, появляется управляющий сигнал на втором выходе блока 2, который блокирует по второму входу элемента И 8, подготавливает по второму входу элемент И Э и добавляет 1 к содержимому второго счетчика 5 адреса. Происходит чтение из блока 6 величины уставки в счетчик 7 и адреса перехода на информационные входы счетчика 1. По мере поступления импульсов от датчика счета витков число в счетчике 7 уменьшается и при равенстве его нулю сигнал с выхода счетчика поступает на трети вход элемента И 9. Если при этом и н первом входе элемента И 9 имеется разрешающий сигнал, то с выхода элемента И 9 на второй вход первого сче чика 1 адреса поступает команда на з пись в него числа, имеющегося на его информационных .входах. Происходит пе адресация блоков 2 и 3 на требуемый шаг циклограммы. В случае, если произошел сбой или отказ датчика, сигнал совпадения на выходе блока не образуется, устрой ство останавливается. Наиболее существенный эффект от применения предлагаемого устройства может быть получен при управлении высокопроизводительными агрегатами для намотки катушек различных электротехнических изделий, в том числе обмоток электрических машин, где осо бенно важным является возможность управления сложными циклами с многократными переходами внутри них, со сложными (многоэлементными) программами намотки и где требуете гарантированный останов станка при наруше НИИ заданной последовательности дви1кений, что предотвращает поломку уни кального технологического оборудования и оснастки. Формула изобретения .Устройство для программного управлемия намоточным станком, содержащее первый счетчик адреса, подключенный выходом к входам двух блоков памяти, первый выход первого из которых соединен с выходом устройства, выход второго - с первым входом блока сравнения, другим входом подключенного к первому.входу устройства, отличающееся тем, что, с целью расширения функциональных возможностей и повышения надежности устройства, в него введены второй счетчик адреса, третий блок памяти, сметчик витков и первый и второй элементы И, выходы которых присоединены соответственно к первому и второму входам первого счетчика адреса, первые входы обоих элементов И подключены к вы ходу блока сравнения, вторые входы к второму выходу первого блока памяти и к входу второго счетчика адреса, выход которого подключен к входу третьего блока памяти, первым входом присоединенного к третьему входу первого счетчика адреса, а вторым выходом - к первому входу счетчика витков, второй вход которого соединен с вторым входом устройства, а выход с третьим входом второго элемента И. Источники информации, принятые во внимание при экспертизе 1.Унифицированная логическая система управления промышленными механизмами УПМ-2. ТО, Кировоград, 19772.Патент Великобритании (f 1 59177, кл. G 05 В 19/18, опублик. 1976 (прототип),.
