1
Изобретение относится к технологическому оборудованию для механизи рованной сборки трансформаторов и дросселей и может быть использовано, в электро- и радиотехнической промышленности .
Известно устройство для опрессовки электрических катушек, содержащее четыре колонки, две прессующие плиты и зажимные механизмы, развивающие прессующее усилие tilНедостатком его является невозможность проведения механической сборки изготавливаемых изделий.
Наиболее близким к предложенному по технической сущности и достигаемому результату является обжимное устройство, содержащее четыре колонки, подпружиненный упор, два, рычага с обжимными роликами и две плиты, нижнюю и верхнюю, одна из которых, например верхняя, является прессующей, на которой установлен подпружиненный упор, одно плечо рычагов соединено с возможностью вращательного движения с подпружиненным упором, а на другом размещены обжимные ролики 2.
Недостатком такого устройства являются сложность конструкции, а также невозможность обработки широкого диапазона типоразмеров магнитопроводов.
Цель изобретения - упрощение кон10струкции и расширение диапазона обработки типоразмеров магнитопроводов.
Поставленная цель достигается тем, что обжимное устройство, содержащее
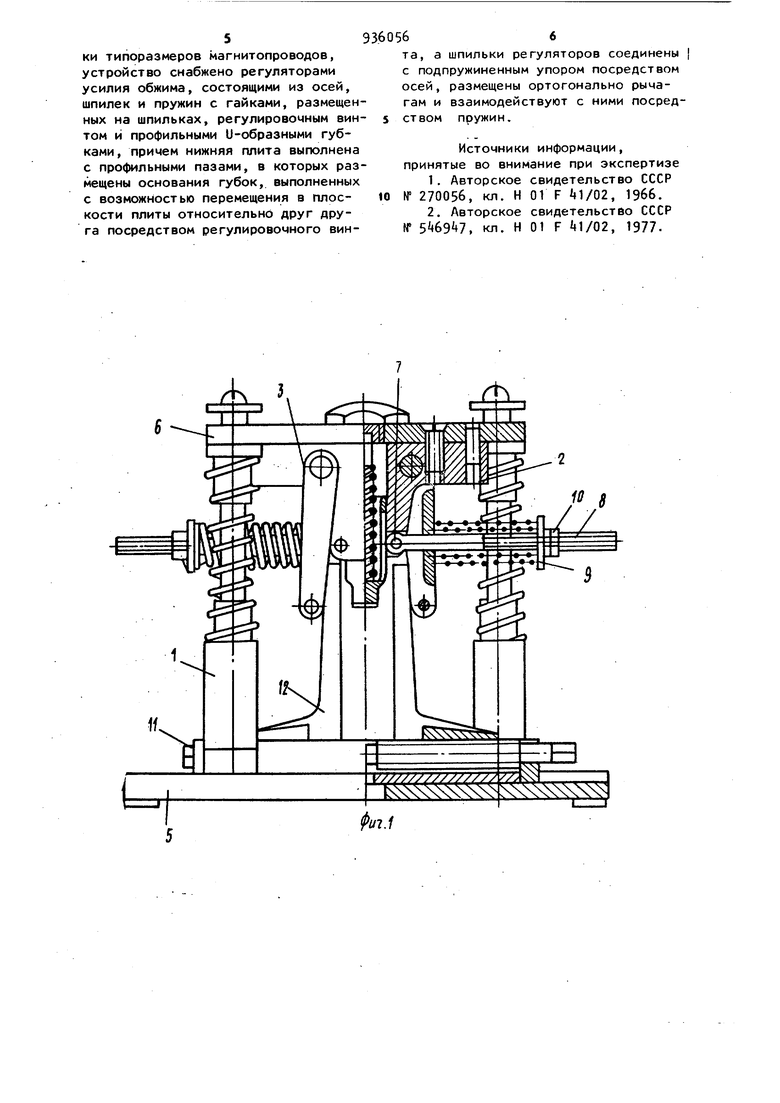
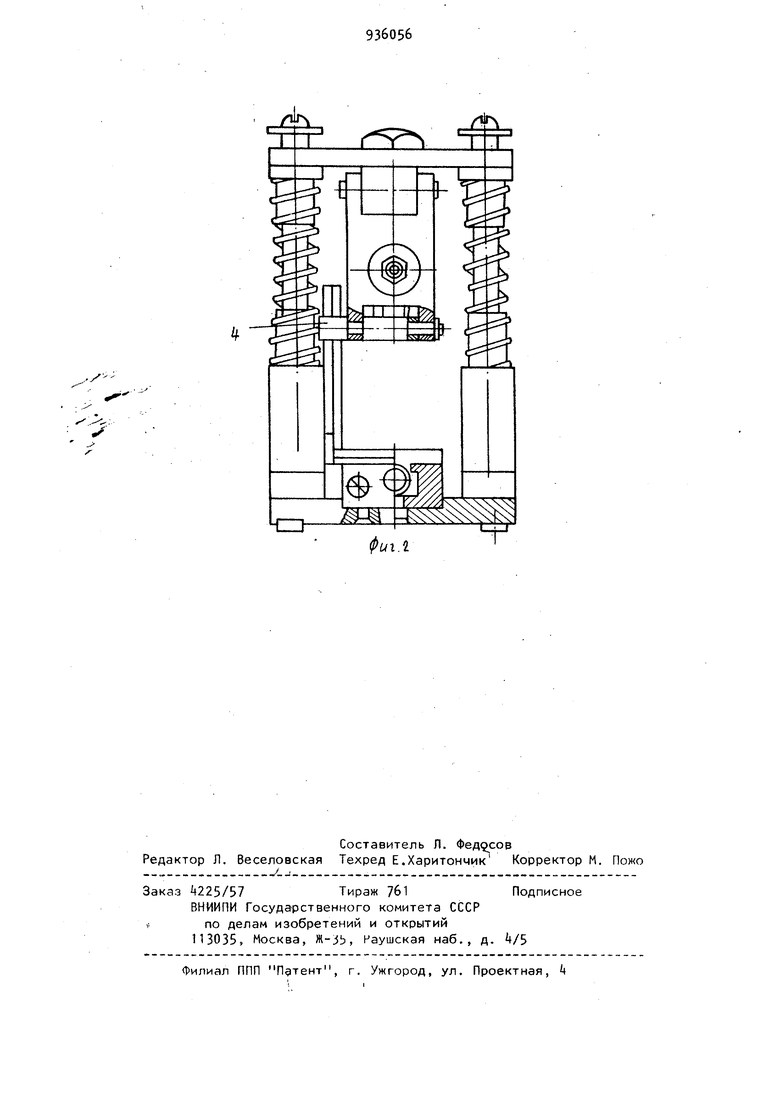
15 четыре колонки, подпружиненный упор, два рычага с обжимными роликами и две плиты, нижнюю и верхнюю, одна из которых, например верхняя, явля2Q ется прессующей, на которой установлен подпружиненный упор, одно плечо рычагов соединено с возможностью вращательного движения с подпружиненным упором, а на другом размеще3ны обжимные ролики, снабжено регул рами усилия обжима, состоящими из осей, шпилек и пружин с гайками,, размещенных на шпильках, регулировочным винтом и профильными и-обра ными губками, причем нижняя плита выполнена с профильными пазами, в которых размещены основания губок, выполненных с возможностью перемещения в плоскости плиты относитель друг друга посредством регулировоч ного винта, а шпильки регуляторов соединены с подпружиненным упором посредством осей, размещены ортогонально рычагам и взаимодействуют с ними посредством пружин. На фиг, 1 изображено обжимное устройство, общий вид; на фиг, 2 то же, вид сбоку. Обжимное устройство содержит четыре колонки 1, подпружиненный упор 2, два рычага 3 с обжимными роликами k и две плиты, нижнюю 5 и верхнюю 6, одна из которых, напр мер верхняя 6, является прессующей на которой установлен подпружиненный упор 2, одно плечо рычагов 3 соединено с возможностью вращатель ного движения с подпружиненным упо ром 2, а на другом размещены обжим ные ролики А, Устройство снабжено регуляторами усилия обжима, состоящими из осей 7, шпилек 8 и пружин 9 с гайками 10, размещенных на шпильках 8, регулировочным винтом 11 и профильными и-образными губка ми 12. Нижняя плита 5 выполнена с профильными пазами, в которых размещены основания губок 12, выполненных с возможностью перемещения в плоскости плиты относительно дру друга посредством регулировочного винта 11, а шпильки 8 регуляторов соединены с подпружиненным упором посредством осей 7, размещены орто гонально рычагам 3 и взаимодейству ют с ними посредством пружин 9. Устройство работает следующим о разом. Обойма с магнитопроводом и наде той на усики обоймы лентой с конве ера помещается на площадку нижней плиты 5 между концами профильных и-образных губок 12 и зажимается плоской поверхностью этих губок с помощью винта 11 так, что ролики занимают исходное положение (см. фиг, 1), Одновременное движение штока пневмоиилиндра пресса обусло ливает движение верхней плиты 6 вниз, при этом фиксатор подпружиненного упора фиксирует ленту относительно оси устройства, прижимая ее к магнитопроводу. При последующем движении плиты вниз при помощи роликов происходит обкатка ленты на магнитопроводе, т,е, отгибание и прижим усиков обоймы на трансформаторе или дросселе, усики свободно проходят между прорезями U-образных профильных губок 12 и прилегают к телу трансформатора. Усилие обжима регулируется гайками 10. Возвращение штока пресса и ослабление винта 11 освобождают собранный трансформатор или дроссель. При этом устройство готово для повторения цикла сборки следующего изделия. Обжимка трансформатора или дросселя осуществляется за одно возвратцо-поступательное движение пневмопресса (на чертежах не показан). Обкатка ленты на магнитопроводе, т.е, отгибание и прижим усиков обоймы на трансформаторе или дросселе, осуществляется автоматически. Изменяя расстояние между подвижными профильными губками, можно менять типоразмеры магнитопроводов дросселей или трансформаторов до момента достаточного усилия для обжима роликами 4, создаваемого пружиной 9. Это упрощает сборку трансформаторов или дросселей при одновременном серийном изготовлении нескольких типоразмеров. Размер можно менять до критического угла между осью фиксатора подпружиненного упора и рычагом, или когда ролики прекращают оказывать усилие на усики обоймы. Формула изобретения Обжимное устройство, содержащее четыре колонки,- подпружиненный упор, два рычага с обжимными роликами и две плиты, нижнюю и верхнюю, одна из которых, например верхняя, является прессующей, и на которой установлен подпружиненный упор, одно плечо рычагов соединено с возможностью вращательного движения с подпружиненным упором, а на другом размещены обжимные ролики, отличающееся тем, что, с целью упрощения конструкции и расширения диапазона обработки типоразмеров магнитопроводов, устройство снабжено регуляторами усилия обжима, состоящими из осей, шпилек и пружин с гайками, размещен ных на шпильках, регулировочным вин том и профильными и-образными губками, причем нижняя плита выполнена с профильными пазами, в которых раз мещены основания губок, выполненных с возможностью перемещения в плоскости плиты относительно друг друга посредством регулировочного вин93605 10 66 та, а шпильки регуляторов соединены с подпружиненным упором посредством осей, размещены ортогонально рычагам и взаимодействуют с ними посредством пружин. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 270056, кл. Н 01 F k}/Q2, 1966. 2.Авторское свидетельство СССР ff , кл. Н 01 F , 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обжимное устройство | 1973 |
|
SU546947A1 |
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Устройство для зажима деталей | 1982 |
|
SU1038175A1 |
| ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ | 1992 |
|
RU2109602C1 |
| Схват | 1981 |
|
SU960007A1 |
| Устройство для растяжения листового материала | 1990 |
|
SU1781304A1 |
| КОНВЕЙЕР ДЛЯ ОБЖИМА И ШТРИХОВКИ КНИГ | 1949 |
|
SU92284A1 |
| Устройство для стяжки ленточных магнитопроводов | 1984 |
|
SU1191959A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
.х
