.1
Изобретение относится к очистке и может быть использовано при очистке металлических поверхностей от загрязнений.
Известен способ удаления окисной пленки и загрязнений с деталей путем обработки последних дуговым разрядом, заключающийся в тем, что, с целью повышения скорости очистки деталей из тугоплавких металлов, разряд поддерживают в режиме падакяцего участка вольт-ё1мперной характеристики дуги прк давлении рт.ст. tl.
Недостатками этого способа являются узкая область использования, так как он применяется только для очистки деталей из тугоплавких металлов, а также необходимость создания вакуума.
Наиболее близким к предлагаемому является способ очистки металлических поверхностей путем воздействия на поступательно перемещаемое .изделие дуговьм разрядом, перемещаемым вокруг изделия магнитным полем 2: .
Недостатком известного способа является низкое качество очистки, так как ее производят в защитной газовой среде, которая не влияет на
качество очистки, а только защищает поверхность металла от окисления в мсмент обработки.
Цель изобретения - повышение качества очистки.
Указанная цель достигается те|(, что согласно способу очистки металлических поверхностей от загрязнений путем воздействия на поступа10тельно перемещаемое изделие дуговш разрядом, перемещаекели вокруг изделия магнитным полем, на изделие воздействуют дуговым разрядом вольтамперной характеристикой при атмосферном давлении и с одновр леинш вводом в зону очистки моющих веществ.
.При зтом в к естве моющего вещества используют кальцинированную соду.
20
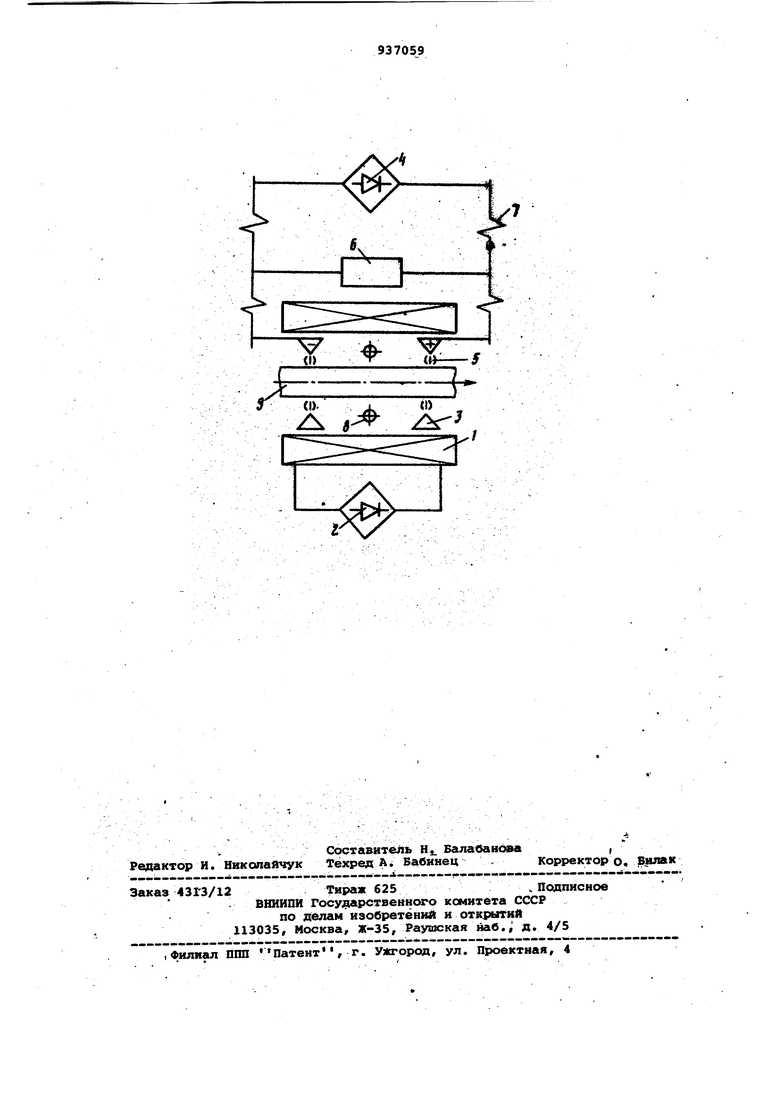
На чертеже изображено устройство для реализации предлагаемого способа..
Устройство состоит из соленоида 1 (200-300 витков), питаемого током 25 10-12 А от выпрямителя 2, например . ВСА-5К, внутри которого размещена группа кольцевых электродов 3, минимальное количество которых равно двум. На пустотелые электроды 3 подается выпрямленный ток 50-200AIOT сварочного выпрямителя 4, например ВСС-300-3, напряжением 20-30 В. Электроды выполнены пустотелыми с целью их охлаждения в процессе работы. Раздельное питание соленоида 1 и пустотелых электродов- 3 расширяет пределы регулирования режимов проце са очистки. Для возбуждения дуги 5 используе ся осциллятор 6, например ИСО, кото рый включен в цепь питания дуги 5 п раллельно выпрямителю 4. Дроссели 7 включены в цепь питания дуги 5 последовательно с выпрямителем 4 и служат для его защиты . от токов высокой частоты, создаваемых осциллятором 6. Соленоид 1 снабжен системой отверстий 8, которые расположены по его периметру и служат я подачи моющих веществ, например кальциниро ванной соды, в зону обработки. Эти вещества перед употреблением по своему непосредственному назначению могут быть использованы для охлаждения пустотелых электродов 3, что повйиает температуру веществ и эффективность их действия . Способ осуществляется следука м образом. Очищаемое изделие 9 вводят в уст ройство концентрично пустотелым электродам 3 с зазором 2-5 мм и непрерывно перемещают в продольном на правлении со скоростью 5-10 м/с. Во буждают при помощи осциллятора б ду ги 5, которые замыкают, электрическую цепь между электродами 3 и очищаемым изделием 9. Дуги 5 начинают вращаться вокруг очищаемой поверхности 9, воздейству на них продольными магнитным полем напряженностью 100000-200000 А/м, создаваемым соленоидом 1. Разрушение загрязнений на по«рхности очищаемого изделия 9 ocy в|вствляется за счет тепла,выделяемого при горении дуги 5, а также катодньм распылением в зоне положительного электрода 3. Интенсифицируется очистка введением в зону обработки моющих веществ. Пример. Способ был применен для очистки алюминиевых жил от технологической смазки, состоящей из минеральиого масла и графита, испол эуемой при волочении. Алюминиевая жила диаметром 4 мм вводилась в уст ройство концентрично двум кольцевым пустотелым медньм электродам с зазором 2 мм и непрерывно перемещалас S продольном направлении со скоростью 5 м/с. Для возбуждения дуги использовался о.сцилл я тор ИСО. Питание дуги, осуществлялось на электроды тока 200 А напряжением 25 В от выпрямителя ВСС-300-3. Под воздействием продольного электромагнитного поля, создаваемого соленоидом, имевшим намотку иэ 200 витков медной проволоки сечения 4 мм, дуга начинала вращаться вокруг очищаемой поверхности алюминиевой жилы. Соленоид запитывался от выпрямителя ВСА-5К током 10 А. Загрязнения с поверхности жил удалялись за счет термического воздействия дуги и катодным распылением в зоне положительного электрода. В процессе обработки также применялся 10%-ный водный раствор кальцинированной соды, который является моющим веществом. Одновременно этим же раствором производили охлаждение электродов. Подача раствора осуществлялась насосом. В результате описанной обработки с поверхности алюминиевых жил удалялось 85-90% загрязнений. Предлагаемый способ по сравнению с известными позволяет произвести интенсивную очистку различных металлов и сплавов в несложном устройстве дугой при атмосферном давлении и использовании безопасного напряжения, обеспечивая высокое качество обработки. Формула изобретения 1.Способ очистки металлических поверхностей от загрязнений путем воздействия на поступательно перемещаемое изделие дуговым разрядсм, переиещае 1ым вокруг изделия магнитным полем, отличающийся, тем, что, с цейью повышения качества очистки, на изделия воздействуют дуговым разряде с жесткой вольт-амперной характеристикой при атмосферном давлении и с одноименным вводе в зону очистки моющих веществ. 2.Способ по п. 1, отличающ и и с я тем, что в качестве моющих веществ используют кальцинированную соду.. Источники информации, принятые во внимание при экспертизе, 1.Авторское свидетельство СССР 476041, кл. В 08 В 1/00, 1971. 2.Авторское свидетельство СССР 171056, кл. В 23 К 9/00, 1963.
А 6 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2374046C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1998 |
|
RU2144096C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145643C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1992 |
|
RU2008109C1 |
| Способ очистки металлических деталей | 1983 |
|
SU1244216A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280110C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056960C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 2012 |
|
RU2509824C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |